Повышение эффективности работы колонны частичного отбензинивания нефти

Автор: Зотов Н.И., Попов С.В., Хабибрахманова О.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 1 (87), 2021 года.
Бесплатный доступ
Рассматривается работа установки первичной переработки нефти. Анализ работы действующей колонны К-1 показал, что имеются заметные колебания режима работы аппарата в летний период и холодное время года, как следствие наблюдалось изменение температуры верха колонны и ухудшение чёткости ректификации фракций. Для исследования способов регулирования параметров отбензинивающей колонны К-1 проведен вычислительный эксперимент с использованием моделирующей системы UniSim Design, в которой сформировали модели аппаратов и в целом модель установки. В качестве математического пакета для расчета термодинамических свойств компонентов смеси использовали метод Peng-Robinson. Сравнивались расчетные показатели работы двух вариантов аппаратурного оформления колонны К-1. По первому варианту моделировали работу колонну К-1, в которой сырьё поступает на 19 тарелку, горячая струя подается в низ колонны на 24 тарелку, нефтяное орошение на 5 тарелку, используется острое орошение и парциальный конденсатор. У данного варианта в промышленных условиях наблюдались нестабильные технологические режимы верха колонны. Для оценки принципиальной возможности изменения аппаратурного оформления колонны К-1 был выбран другой вариант, в котором отсутствуют острое орошение и орошение нефтью, вместе с тем введено верхнее циркуляционное орошение с 5-ой на 1-ую тарелку с охлаждением потока и сохранена технологическая схема формирования и подачи горячей струи. Сравнение фракционных составов отбензиненной нефти показало, что для рассмотренных вариантов наблюдаются практически близкие расчетные оценки, при этом использование верхнего циркуляционного орошения позволяет не только разгрузить верхнюю часть ректификационной колонны от тепловой нагрузки, но и использовать значительный тепловой поток холодильника верхнего циркуляционного орошения для предварительного подогрева нефтяного сырья, что также позволит снизить потребление жидкого топлива для печей.
Переработка нефти, колонна частичного отбензинивания нефти, энергопотребление, нефть, unisim design
Короткий адрес: https://sciup.org/140257335
IDR: 140257335 | УДК: 665.63:66.011 | DOI: 10.20914/2310-1202-2021-1-284-289
Increasing the efficiency of the partial oil removal column
The operation of the primary oil refining unit is considered. An analysis of the operation of the operating column K-1 showed that there are noticeable fluctuations in the operating mode of the apparatus in the summer and cold season, as a result, a change in the temperature of the column top and a deterioration in the clarity of fraction rectification were observed. To study the methods of adjusting the parameters of the K-1 topping column, a computational experiment was carried out using the UniSim Design modeling system, in which the models of the apparatus and the installation model as a whole were formed. The Peng-Robinson method was used as a mathematical package for calculating the thermodynamic properties of the mixture components. Comparison of the calculated performance of the two options for the equipment of the column K-1. According to the first version, the operation of the K-1 column was simulated, in which the raw material enters the 19 tray, the hot stream is fed to the bottom of the column to the 24 tray, oil reflux to the 5 tray, acute irrigation and a partial condenser are used. Unstable technological regimes of the column top were observed in this variant in industrial conditions. To assess the fundamental possibility of changing the hardware design of the K-1 column, another option was chosen, in which there is no acute irrigation and oil irrigation, at the same time, upper circulating irrigation was introduced from the 5th to the 1st tray with cooling the flow and the technological scheme of forming and feeding the hot jet was preserved. Comparison of the fractional compositions of the topped oil showed that for the considered options, there are practically similar calculated estimates, while the use of upper circulating irrigation allows not only to unload the upper part of the distillation column from the heat load, but also to use a significant heat flow of the cooler of the upper circulating irrigation for preheating oil , which will also reduce the consumption of liquid fuel for furnaces.
Текст научной статьи Повышение эффективности работы колонны частичного отбензинивания нефти
Технико-экономические показатели нефтеперерабатывающего предприятия во многом определяются эффективностью работы установок первичной переработки нефти, в технологической схеме которых наиболее распространенным вариантом предусматривается предварительное
частичное выделение бензиновой фракции в отбензинивающей колонне с последующим фракционированием нефти в основной атмосферной и вакуумной колоннах [1]. Совершенствование технологической схемы и улучшение показателей работы тепло – массообменных аппаратов и оптимизация их конструкционных параметров,
This is an open access article distributed under the terms of the Creative Commons Attribution 4.0 International License а также вопросы энергосбережения рассматриваются в ряде работ [2, 3].
Цель работы – анализ работы функционирующего узла конденсации и оценка принципиальной возможности использования других способов регулирования параметров отбензинивающей колонны К-1 для достижения стабильной и экономически эффективной работы блока частичного отбензинивания нефти.
Методы
На рисунке 1 показана «типовая» колонна К-1 [4] с входящими и выходящими технологическими потоками. Сырьем установки является нефть различных месторождений или смесь нефти и газового конденсата. Анализ работы действующей колонны К-1 показал, что имеются заметные колебания режима работы аппарата в летний период и холодное время года (рисунок 2), как следствие наблюдалось изменение температуры верха колонны и ухудшение чёткости ректификации фракций. Вероятной причиной отмеченного могло быть отсутствие запаса по мощности конденсационной аппаратуры.
Дальнейшие исследования проводили с использованием моделирующей системы UniSim Design [5], в которой сформировали две модели аппаратов (рисунок 1 и рисунок 3) и в целом модель установки. В качестве математи- ческого пакета для расчета термодинамических свойств компонентов смеси использовали метод Peng-Robinson.
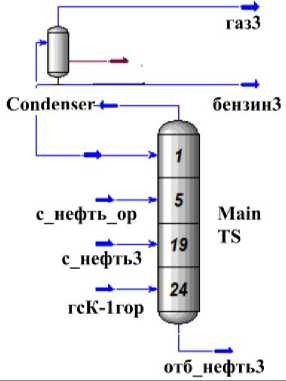
Рисунок 1. Модель колонны К-1 (вариант 1): с_нефть3 – поток сырой нефти на питание колонны; с_нефть_ор – орошение потоком нефти; гсК-1гор – горячая струя; газ3 – газовая фракция; бензин3 – бензиновая фракция; отб_нефть3 – фракция частично отбензиненной нефти; Condenser – парциальный конденсатор (распечатка в среде UniSim Design)
Figure 1. Column model K-1 (option 1)
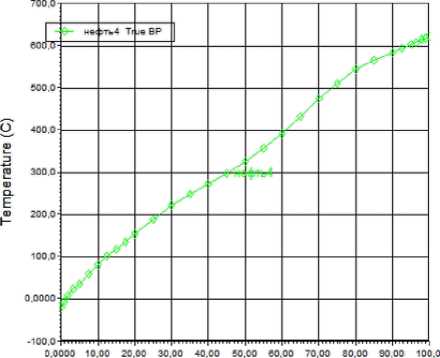
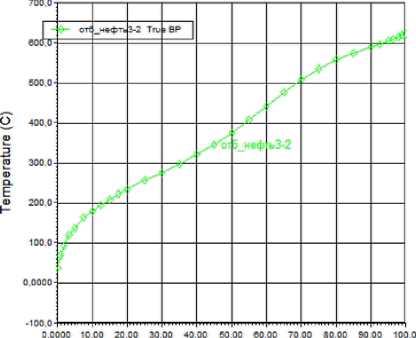
Оценка адекватности модели выполня- лась по технологическим параметрам колонны и анализам фракционного состава сырья и продуктов сравнением расчетных и промышленных данных [6–10]. В состав газовой части сырья входили углеводороды метан, этан, пропан, i-бутан, n-бутан, нефтяная смесь представлена фракциями с температурой конца кипения от 40 до 1124 °C. На рисунке 4 приведен график ИТК разгонки нефти.
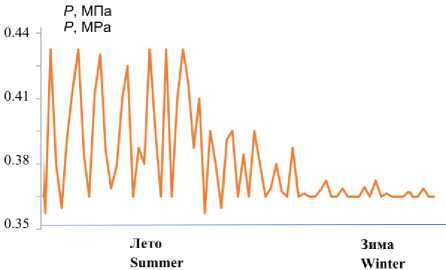
Рисунок 2. График изменения давления верха колонны К-1 (промышленные данные)
Figure 2. Graph of pressure change at the top of column K-1 (industrial data)
По первому варианту моделировали работу колонну К-1, в которой сырьё поступает на 19 тарелку, горячая струя подается в низ колонны на 24 тарелку, нефтяное орошение на 5 тарелку, используется острое орошение и парциальный конденсатор. Как отмечено выше, для данного варианта в промышленных условиях наблюдались нестабильные технологические режимы верха колонны. Для оценки принципиальной возможности изменения аппаратурного оформления колонны К-1 был выбран вариант (рисунок 3), в котором отсутствуют острое орошение и орошение нефтью, вместе с тем введено верхнее циркуляционное орошение (ВЦО1) с 5-ой на 1-ую тарелку с охлаждением потока и сохранена технологическая схема формирования и подачи горячей струи, показанная на рисунке 5. Схема горячей струи содержит отбор из колонны, насос, делитель потоков на поток горячей струи и балансовый остаток (отбензиненная нефть) и печь. Рецикловый поток сформирован в среде UniSim Design с помощью recycle logic.
Результаты и обсуждение
Для моделирования работы колонны К-1 в обоих вариантах использовали режимные технологические параметры промышленной установки: температура верха и низа колонны Тверх = 140.5 % и Тниз = 245 °C, давление верха и низа колонны Рверх = 3.28 кг/см2 и Рниз = 3.4 кг/см2, температура сырья Тпит = 250 °C, расход сырья Gпит ≈ 500 т/час, поток горячей струи Gгс ≈ 320 т/час. Сходимость расчетных процессов, выполняемых средой моделирования для колонны, получена по следующим активным спецификациям: температура конца кипения бензиновой фракции ИТК разгонки, выходящей с верха колонны, Tkk_TBP_100%vo1 = 180 °C и температура начала кипения уходящей с нижней части аппарата отбензиненной нефти Thk_TBP_0%vo1 = 38 °C Рассчитанные оценки температур потоков ВЦО1 с 5-ой на 1-ую тарелки составляют 159 и 99 °C соответственно, то есть обеспечивалось охлаждение потока примерно на 60 °C
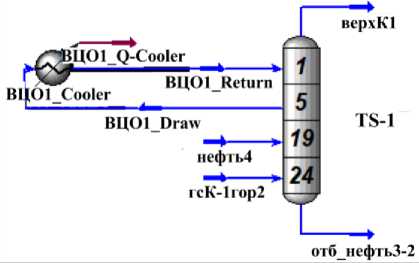
Рисунок 3. Модель колонны К-1 (вариант 2): нефть4 – поток сырой нефти на питание колонны; гсК-1гор2 – горячая струя; верхК1 – газовая плюс бензиновая фракции верха колонны; отб_нефть3– 2 – фракция частично отбензиненной нефти; ВЦО1_Draw и ВЦО1_Return – потоки верхнего циркуляционного орошения; ВЦО1_Cooler – холодильник (распечатка в среде UniSim Design)
Figure 3. Column model K-1 (option 2)
Volume Percent (%)
Рисунок 4. ИТК разгонка нефти (распечатка в среде UniSim Design)
Figure 4. TBP oil distillation (printout in the UniSim Design environment)
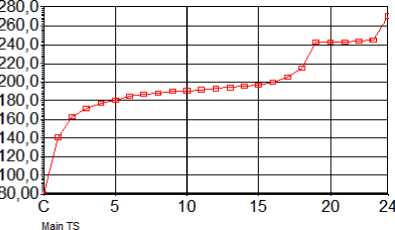
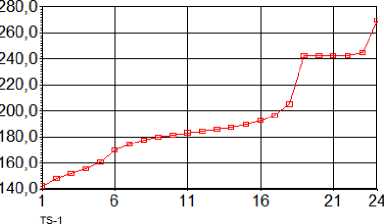
Для сравнения достигаемых показателей процесса по исследуемым вариантам далее сопоставляли соответствующие полученные расчетные значения [11–20]. На рисунке 6 показан характерный для обоих вариантов температурный профиль по высоте колонны. Видно, что в исчерпывающей части колонны в обоих вариантах наблюдаются практически близкие
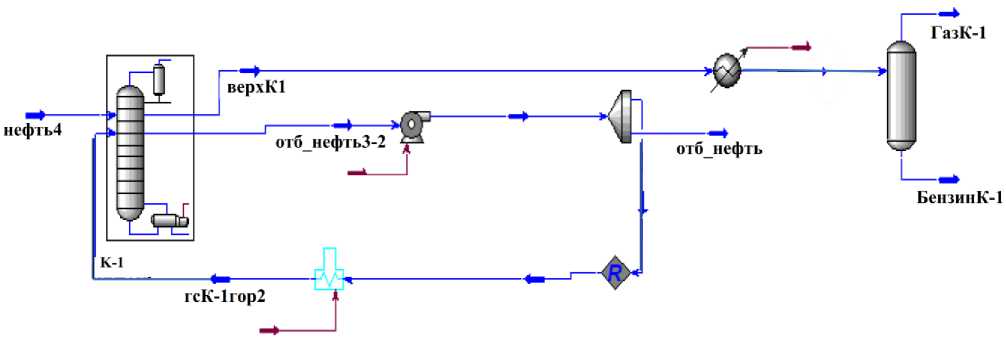
Рисунок 5. Технологическая обвязка колонны К-1 (вариант 2) (UniSim Design)
Figure 5. Technological piping of column K-1 (option 2) (UniSim Design)
температуры, в то время как в укрепляющей части оптимальные температурные профили по высоте аппарата заметно различаются, что связано с организацией в рассматриваемых вариантах различающихся орошений.
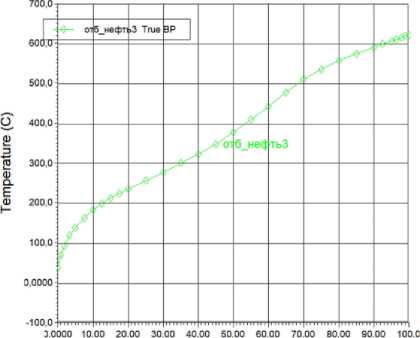
На рисунке 7 сравниваются фракционные составы потоков частично отбензиненной нефти, наблюдаются практически близкие расчетные оценки.
Temperature vs. Tray Position from Top
(a)
Рисунок 6. Профиль изменения температуры по высоте колонны К-1: (a) – для варианта 1; (b) – для варианта 2 (UniSim Design)
Figure 6. Temperature change profile for column height K-1: (a) - for option 1; (b) - for option 2 (UniSim Design)
Temperature vs. Tray Position from Top
(b)
Volume Percent (%)
(a)
Рисунок 7. ИТК разгонка отбензиненной нефти колонны К-1: (a) – для варианта 1; (b) – для варианта 2 (UniSim Design)
Figure 7. TBP distillation of topped oil from column К-1: (a) - for option 1; (b) - for option 2 (UniSim Design)
Volume Percent (%)
(b)
Заключение
Приведенные результаты показывают, что для организации стабильной работы колонны К-1 возможно использование верхнего циркуляционного орошения, что позволяет не только разгрузить верхнюю часть ректификационной колонны от тепловой нагрузки, но и использовать значительный тепловой поток (ВЦО1_Q-Cooler) для предварительного подогрева нефтяного сырья на блоке ЭЛОУ, что также позволит снизить потребление жидкого топлива для печей.
Список литературы Повышение эффективности работы колонны частичного отбензинивания нефти
- Волосов И.В., Леденев С.М. Анализ работы установки первичной переработки нефти // Международный журнал прикладных и фундаментальных исследований. 2017. №. 6-2. С. 217-218.
- Глаголева О. Ф., Капустин В. М. Повышение эффективности процессов подготовки и переработки нефти (обзор) //Нефтехимия. 2020. Т. 60. №. 6. С. 745-754. doi: 10.31857/S002824212006009X
- Долгополова В.Л., Кривошеев В.П., Ануфриев А.В. Моделирование установки первичной перегонки нефти в режиме энергосбережения // Молодой ученый. 2016. № 24. С. 59-68.
- Глаголева О.Ф., Капустин В.М. Физико-химические аспекты технологии первичной переработки нефти (обзор)//Нефтехимия. 2018. Т."58. №. 1. С. 3-10. doi: 10.7868/S002824211801001Х
- Еренков О.К)., Богачев А.П., Гречихина H.A. К вопросу о повышении эффективности процесса первичной переработки нефти //Новые материалы и технологии в машиностроении. 2013. №. 17. С. 116-118.
- Чуракова С.К., Нестеров И.Д., Богатых К.Ф. Способы снижения энергозатрат на стадии частичного отбензинивания нефти // Химия и технология топлив и масел. 2013. №. 1. С. 6-9.
- Саяпина Е. С., Сарилов М. Ю. Задачи отбензиниваюгцих колонн при переработке нефти //Научно-техническое творчество аспирантов и студентов. 2017. С. 969-971.
- Бабкин В.А., Бурюкин Ф.А., Киселёва А.С., Григорьев А.В. и др. Увеличение энергоэффективности в процессе атмосферной перегонки нефти // Известия Томского политехнического университета. Инжиниринг георесурсов. 2014. Т. 325. №. 3.
- Власов С.С., Шумихин А.Г. Моделирование процесса отбеизииивания нефти при прогнозировании показателей качества бензина // Вестник Саратовского государственного технического университета. 2012. Т. 1. №. 1.
- Савченков А.Л., Мозырев А.Г., Маслов А. А. Влияние степени извлечения ключевой фракции на показатели процесса ректификации при отбензинивании нефти // Фундаментальные исследования. 2018. №. 2. С. 34-38.
- Mamudu OA., Igwe G. J., Okonkwo E., Okocha S.I. et al. Modular Crude Oil Topping Refinery: The Total Utilization of All Distilled Cuts // Ewemen Journal of Petrochemical Research & Innovation. 2016. V. 1. №. 2.
- Speight J.G. Heavy and extra-heavy oil upgrading technologies. Gulf Professional Publishing, 2013.
- Bridge G., Le Billon P. Oil. John Wiley & Sons, 2017.
- Ulyev L.M., Kapustenko P.O., Melnykovskaya L.A., Nechyporenko D.D. The Precise Definition of the Payload Tube Furnaces for Units of Primary Oil Refining. 2013.
- Jing L., El-Houjeiri H.M., Monfort J. C., Brandt A.R. et al. Carbon intensity of global crude oil refining and mitigation potential //Nature Climate Change. 2020. V. 10. №. 6. P. 526-532. doi: 10.1038/s41558-020-0775-3
- l6 Pinheiro Pires A.P., Arauzo J., Fonts I., Domine M.E. et al. Challenges and opportunities for bio-oil refining: A review//Energy & Fuels. 2019. V. 33. №. 6. P. 4683-4720. doi: 10.1021/acs.energyfuels.9b00039
- l7 Gulyamov S.M., Khojieva N.J., Isakova S. Oxergy analysis of the installation of primary oil refining // Chemical Technology, Control and Management. 2020. V. 2020. №. 5. P. 116-123. doi: 10.34920/2020.5-6.116-122
- Primo A., Garcia H. Zeolites as catalysts in oil refining // Chemical Society Reviews. 2014. V. 43. №. 22. P. 7548-7561.
- Ferella F., Innocenzi V., Maggiore F. Oil refining spent catalysts: A review of possible recycling technologies // Resources, Conservation and Recycling. 2016. V. 108. P. 10-20. doi: 10.1016/j.resconrec.2016.01.010
- Chuzlov V., Nazarova G., Ivanchina E., Ivashkina E. et al. Increasing the economic efficiency of gasoline production: Reducing the quality giveaway and simulation of catalytic cracking and compounding // Fuel Processing Technology. 2019. V. 196. P. 106139. doi: 10.1016/j.fuproc.2019.106139
