Повышение эффективности разработки технологических процессов литейного производства с применением систем ProCAST и SYSWELD в условиях АО "Авиастар - СП"

Автор: Долгова М.В.
Журнал: Мировая наука @science-j
Рубрика: Естественные и технические науки
Статья в выпуске: 6 (15), 2018 года.
Бесплатный доступ
Статья посвящена вопросам проектирования технологических процессов металлургического производства АО «Авиастар - СП» с помощью программных комплексов ProCAST и SYSWELD модуль Visual-Weld для достижения бездефектного литья и термической обработки. Данные программные обеспечения позволяет автоматизировать процессы технологической подготовки производства, минимизировать возможные просчеты и ошибки, снизить финансовые и временные затраты, повысить эффективность, качество и надежность разрабатываемой продукции[1].
Литейное производство, термическая обработка, эффективность технологических процессов, авиастар - сп
Короткий адрес: https://sciup.org/140263712
IDR: 140263712
Improvement of efficiency of development of technological processes of foundry production with application of ProCAST and SYSWELD systems under the conditions of JSC "Aviastar-SP"
The Article is devoted to the design of technological processes of metallurgical production of "Aviastar - SP" with the help of software systems ProCAST and SYSWELD module visual-Weld to achieve defect-free casting and heat treatment. These software allows to automate the processes of technological preparation of production, to minimize possible errors and errors, to reduce financial and time costs, to improve the efficiency, quality and reliability of the developed products.
Текст научной статьи Повышение эффективности разработки технологических процессов литейного производства с применением систем ProCAST и SYSWELD в условиях АО "Авиастар - СП"
Одним из важнейших требований, предъявляемых к этапу технологической подготовки металлургического производства современного авиастроительного предприятия, является повышение качества отливок и сокращение сроков разработки технологических процессов. Это возможно достигнуть за счет внедрения современных систем автоматизированного проектирования технологических процессов.
Для моделирования процессов литья авиационных деталей с тонкими стенками, тонкими ребрами, щелевыми каналами сложной формы преимуществом обладает метод конечных элементов, позволяющий более точно передать геометрию отливки [2]. Данный метод лежит в основе программы ProCAST.
Для завершения полного цикла технологий литейного производства и моделирования процессов термообработки предлагается использовать программу SYSWELD модуль Visual-Weld.
Рассмотрим две схемы бизнес-моделей технологической подготовки металлургического производства АО «Авиастар – СП»: «традиционную» (без использования ProCAST) и «новую» с включением современного метода моделирования термообработки .
На рисунке 1 представлена схема существующего технологического процесса литья по выплавляемым моделям на АО «Авиастар-СП». После проведенного расчета времени, затраченного на изготовление пробной отливки видно, что необходимо 29,31 н/ч при удачной заливке с первого раза. При не удачной заливке необходимо доработать технологический процесс, это занимает дополнительно в среднем еще 2,5-3 н/ч.
При проектировании технологических процессов с применением ProCAST время составит 26,65 н/ч (см. рисунок 2). Однако процесс оптимизации разработанного технологического процесса существенного сокращается.

Разработка чертежей 5 н/ч
Моделирование по чертежам в NX, 2 н/ч
Выбор технологического процесса литья


Негодная отливка
Создание технологического процесса литья по выплавляемым моделям, 8,11 н/ч
Контроль качества отливки 11,43 н/ч
Изготовление отливки
4,77 н/ч
Годная отливка
Исправление дефектов отливок
Неисправный брак
На переплавку
Доработка литейной отливки 5,43 н/ч

Склад
Доработка технологического процесса 2,5-3н/ч
Рисунок 1 - Бизнес - модель технологического процесса литья в
«традиционной» форме
Разработка 3D моделей и чертежей 5,3 н/ч
Моделирование по чертежам в NX, 2 н/ч
Моделирование технологического процесса в ProCAST 2 н/ч

Просмотр результатов, выявление дефектов 3 н/ч
—
Есть дефекты
Нет дефектов


Классификация дефектов
Вывод результатов расчета 0,15 н/ч


Методика бездефектного литья 2 н/ч
Изготовление литейной отливки 4,77 н/ч


Рисунок 2 - Бизнес - модель проектирования технологического процесса литейной отливки с применением ProCAST
Предложенная бизнес - модель была опробована на примере детали «Скруглитель для цепей», используемой в производстве АО «Авиастар-СП» (см. рисунок 3).

Рисунок 3 - Скруглитель для цепей
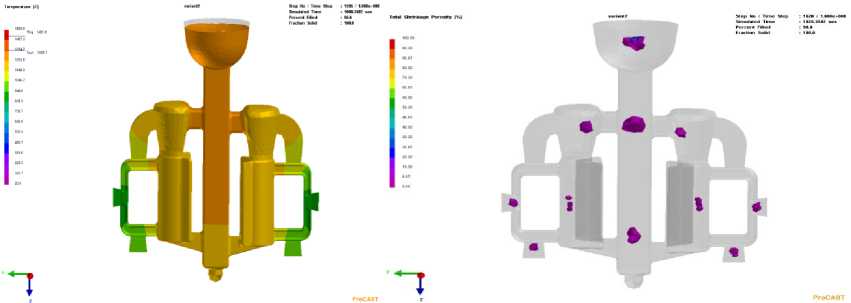
На рисунке 4 представлены результаты моделирования в ProCAST, которые показали, что в самой отливке имеется пористость, усадочные раковины и в некоторых местах непроливы. Масса отливки вместе с литниково-питающей системой составляла 5,215 кг.
а
b
Рисунок 4 - Модель литейного блока и области пористости в теле отливки
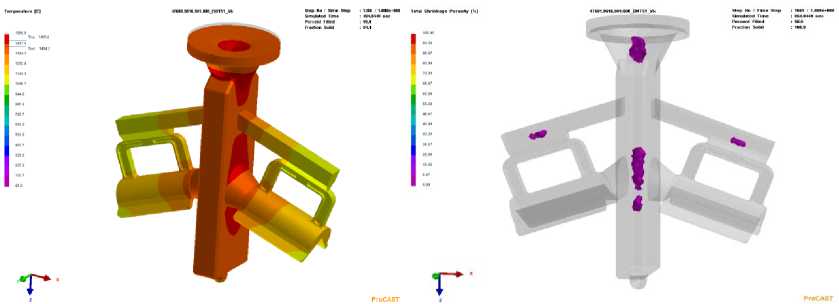
Была предложена новая наклонная литниково - питающая система. Моделирование заполнения новой формы расплавом показало, что затвердевание металла идет без образования пористости в теле заготовки (см. рисунок 5). Новая литниково – питающая система уменьшила вес отливки (4,694 кг).
a)
b)
Рисунок 5 - Модель новой литниково - питающей системы и результаты моделирования заполнения новой формы расплавом
Следующим этапом работы было построение технологического процесса термообработки с применением программы SYSWELD. На рисунке 6 представлена существующая на АО «Авиастар-СП» модель бизнес-процесса термической обработки. После моделирования процесса технологической подготовки термообработки видно, что в традиционной форме затраченное время составит 8,82 н/ч. Это время будет затрачено при условии проведении процесса термообработки с первого раза. При неудачном процессе термообработки будет дорабатываться технологический процесс, что займет в среднем дополнительно еще 2,2 н/ч.
Применение в технологической подготовке производства программы SYSWELD на этапе проектирования операций термообработки время, затраченное составляет 7,35 н/ч,ас учетом доработки технологического процесса дополнительно еще в среднем 1,3 н/ч (см. рисунок 7).
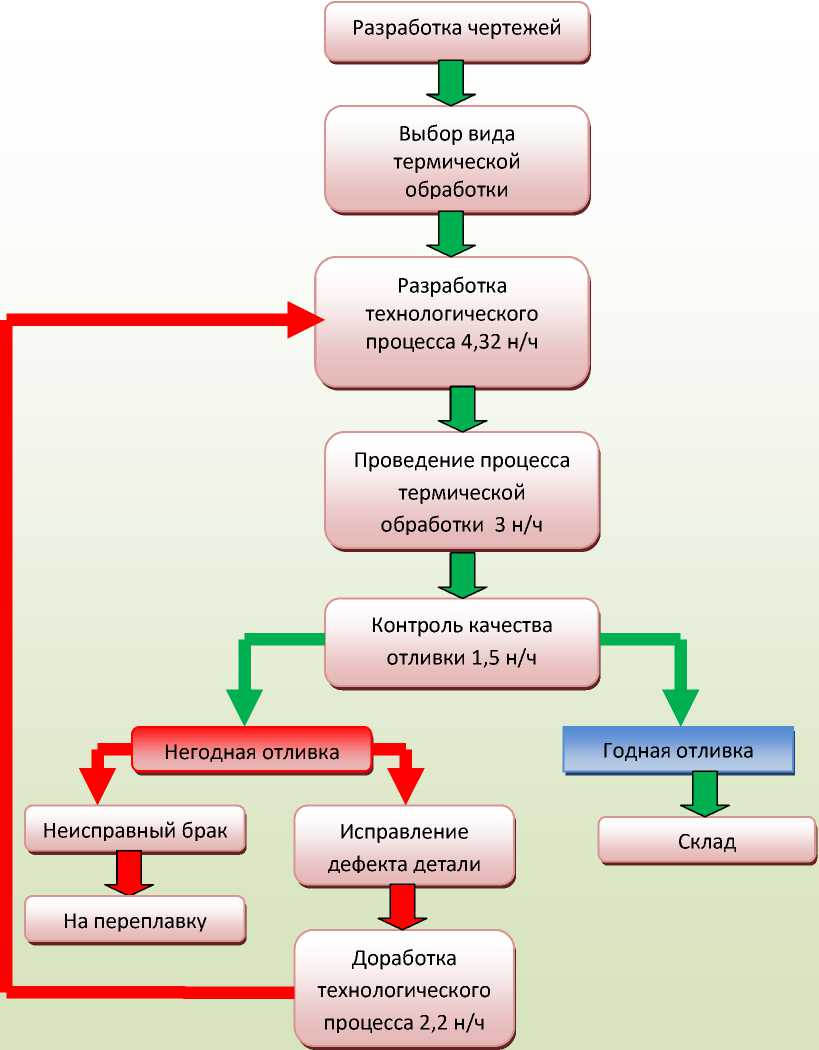
Рисунок 6 - Бизнес-модель процесса термической обработки отливки в «традиционной» форме
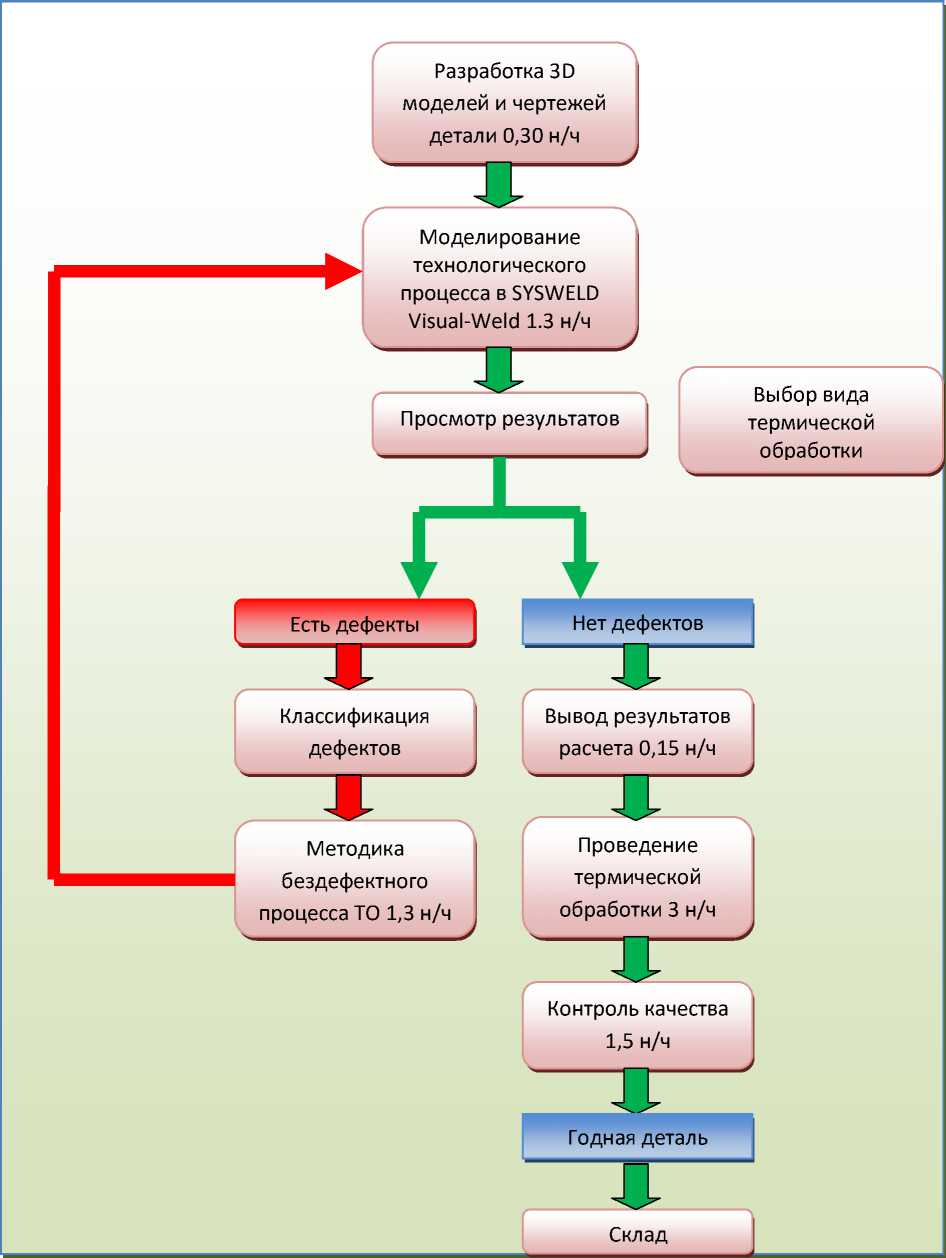
Рисунок 7 - Бизнес-модель процесса термической обработки в «новой» форме с внедрением программы SYSWELD модуль «Visual-Weld»
Проведя сравнительный анализ двух схем наглядно видно, что время, затраченное на термическую обработку с первого раза с программной SYSWELD Visual-Weld сократит время на 1,47 н/ч, а со второй попытки – на 2,37 н/ч.
На основе бизнес - модели был смоделирован технологический процесс термической обработки детали «Скруглитель для цепей». Согласно требованиям конструкторской документации изделие должно иметь значения твердости 327 HB, что соответствует структуре бейнит отпуска.
Целью решения тепло-металлургической задачи было вычисление температурных полей и структуры материала согласно базовой технологии термической обработки.
По базовой технологии изделие подвергается объемной закалке в масло при температуре 880°С с последующим отпуском при температуре 500 °С в течении 1 часа и затем охлаждение на воздухе до 20 °С. На рисунке 8 представлен график изменения температурного режима.
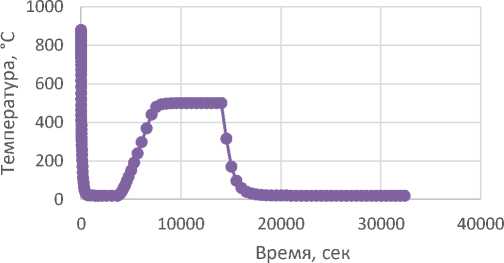
Рисунок 8 - Базовый цикл термической обработки
В результате моделирования были определены значения твердости в 400 – 411 HV), что выше требуемого значения (см. рисунок 9).

Рисунок 9 - Распределение твёрдости по Виккерсу
В таблице 1 приведены исходные данные для моделирования трех вариантов термической обработки.
Таблица 1 – данные трех вариантов моделирования ТО
|
Номер варианта |
Температура выдержки, °С |
Время выдержки, час |
Скорость охлаждения, час |
|
ТО-0 |
500 |
3 |
3 |
|
ТО-1 |
570 |
2.5 |
2.5 |
|
ТО-2 |
590 |
3 |
3 |
Среди всех вариантов, только режим ТО – 2 (590 °С – 3 часа) оказался эффективным с точки зрения получения заданных механических характеристик (σ T ≈ 1000 МПа, 350-360 HV) (см. рисунок 10).
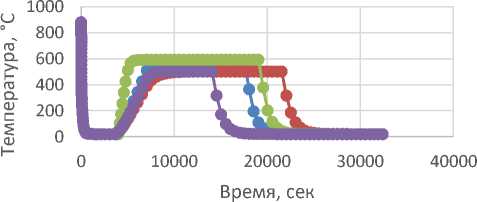
ТО-1 ТО-0
Рисунок 10 - Сравнительный анализ режимов термической обработки
По результатам второго этапа моделирования, были получены следующие результаты (см. рисунок 11):
-
- предел текучести при всех температурах выдержки находится на уровне 900 – 1000 МПа;
-
- уровень накопленных пластических деформаций не превышает 0.5% для случая (590 °С – 3 ч).
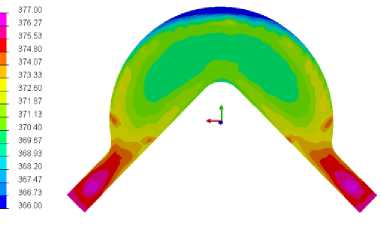
Рисунок 11 - Распределение твердости по Виккерсу в результате моделирования на технологических режимах по ТО – 2
Применение методики бездефектного литья на металлургическом производстве АО «Авиастар-СП», позволит свести к минимуму число доработок литейной отливки, тем самым существенно сократить количество заливок металла.
-
1. Николаева Н.В. Компьютерное моделирование при заготовительном производстве в машиностроение. URL: http://www.lib.tpu.ru/fulltext/c/2014. с.138-140
-
2. Добрышкина Е.М. Компьютерное моделирование
технологического процесса литья лопаток ГТД в CAE-системе PRPCAST. URL: с.258-259.
Список литературы Повышение эффективности разработки технологических процессов литейного производства с применением систем ProCAST и SYSWELD в условиях АО "Авиастар - СП"
- Николаева Н.В. Компьютерное моделирование при заготовительном производстве в машиностроение. URL: http://www.lib.tpu.ru/fulltext/c/2014. с.138-140
- Добрышкина Е.М. Компьютерное моделирование технологического процесса литья лопаток ГТД в CAE-системе PRPCAST. URL: https://docviewer.yandex.ru. с.258-259.
