Повышение качества поковок фланцев на основе совершенствования схемы деформации

Автор: Плаксин Антон Викторович, Каплунов Борис Григорьевич
Рубрика: Технология
Статья в выпуске: 11 (66), 2006 года.
Бесплатный доступ
Предложена и опробована новая схема деформации методом прошивка-раздача-выдавливание/вытяжка-калибровка в технологии штамповки фланцев воротниковых. На основе анализа результатов компьютерного моделирования и физических экспериментов установлен критерий качества поковок и рекомендована область применения схемы.
Короткий адрес: https://sciup.org/147151374
IDR: 147151374 | УДК: 621.731
Текст обзорной статьи Повышение качества поковок фланцев на основе совершенствования схемы деформации
Предложена и опробована новая схема деформации методом прошивка-раздача-выдавливание/вытяжка-калибровка в технологии штамповки фланцев воротниковых. На основе анализа результатов компьютерного моделирования и физических экспериментов установлен критерий качества поковок и рекомендована область применения схемы.
Ресурсоэкономная технология штамповки поковок мелких и средних фланцев воротниковых по ГОСТ 12821-80, освоенная на ОАО «Курганмашзавод» [1], обеспечивает снижение трудоемкости мехобработки на 20...25% и расхода металла на 15...20%. Указанный эффект достигается путем формообразования в поковке чистового проходного отверстия при использовании металла внутреннего штамповочного уклона. Предварительная поковка с наметкой отверстия, получаемая в открытом штампе на молоте или прессе, имеет полностью оформленный фланец и воротниковую часть промежуточного размера. Высота последней выполняется заниженной с целью последующего оформления воротника за счет части объема уклона наметки. Окончательная поковка формируется в последовательном штампе на обрезном прессе. Здесь первоначально обрезается облой. Затем, на второй позиции штампа, происходит дооформление воротниковой части поковки, завершающееся прошивкой и калибровкой отверстия без штамповочного уклона и припуска на мехобработку. Данная технология штамповки получила название ПРВК, соответственно схеме деформации на доделочной операции: прошивка - раздача - выдавливание/вытяжка - калибровка (рис. 1).
Рис. 1. Схема деформации прошивка-раздача-выдавливание/вытяжка-калибровка (ПРВК):
а - с закрытой прошивной матрицей; б - с открытой прошивной матрицей; 1 - контур предварительной поковки; 2 - окончательная поковка; 3 - пуансон комбинированный; 4 - матрица прошивная
Внедрению технологии ПРВК способствовало предварительное исследование напряженно-деформированного состояния (НДС) и формоизменения, что позволило согласовать предварительный и окончательный переходы ПРВК. Для этого использовалась программная система расчета горячих пластических деформаций РАПИД-2П [2]. Достоверность результатов компьютерного моделирования и разработанного принципа проектирования новых переходов штамповки фланцев проверена лабораторными экспериментами и производственными опробованиями [3].
б)
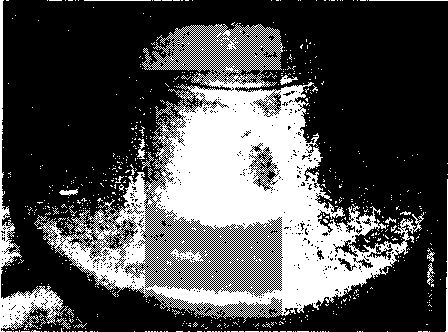
Рис. 2. Поковка фланца воротникового Py16Dy80, изготовленная по серийной технологии ПРВК
Промышленное применение технологии показало, что по мере износа штампового инструмента происходит постепенное рассогласование переходов по объему, что нарушает заложенный в процесс принцип перераспределения металла. Более интенсивный износ ручья ковочного штампа приводит к появлению избытка металла в закрытой части полости прошивной матрицы (рис. 1, а). На конечной стадии доделочной операции -формировании тонкостенного участка воротника (горловины) - излишек металла вытесняется в зазор между калибрующим пояском пуансона и рабочей кромкой прошивной матрицы, образуя в отверстии тянутый торцовый заусенец (рис. 2). С увеличением износа заусенец развивается, снижая качество поковок и стойкость пуансона, усложняя последующую механическую обработку поковок фланцев.
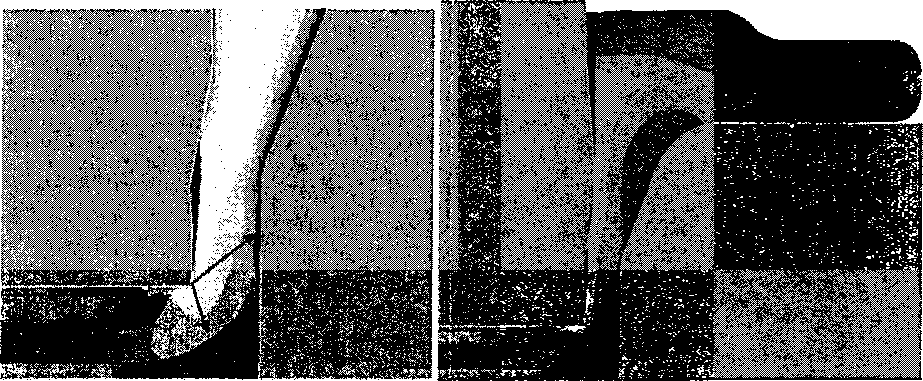
С целью устранения выявленного недостатка и повышения надежности технологии проведены дальнейшие исследования окончательного перехода штамповки. Эксперименты авторов по моделированию ПРВК на свинцовых образцах поковки Py16Dy50 показали, что отделение перемычки происходит до момента контакта металла с рабочей кромкой прошивной матрицы (рис. 3). В этом случае кромка не участвует в разделении (см. рис. 3, а), а только формирует окончательную высоту воротника (см. рис. 3, б). Основываясь на данных эксперимента, было предложено осуществлять ПРВК в прошивной матрице без рабочей кромки (см. рис. 1, б). Принцип согласования переходов по геометрии и объему при этом сохраняется прежним. По данной схеме горловина воротника окончательно оформляется за счет выдавливания металла калибрующим пояском пуансона в открытую полость. Возможный избыток объема в стенке предварительной поковки будет компенсироваться за счет высоты воротника. Результаты лабораторного эксперимента (рис. 4) подтвердили возможность минимизации торцового заусенца при использовании открытой схемы деформации взамен закрытой с обеспечением необходимой высоты горловины. Одновременно упрощается конструкция прошивной матрицы.
а)
б)
Рис. 3. Свинцовые образцы поковок фланца на заключительных стадиях ПРВК: а - начало разделения; б - оформление торца воротника
Предложенная схема штамповки потребовала проверки на качество реализации для всей номенклатуры поковок фланцев, охватываемых технологией. При этом под качеством понимается отделение перемычки без разрушения стенки горловины. Из опыта проектирования переходов штамповки для ряда типоразмеров фланцев воротниковых установлено, что высота горловины на предварительной поковке изменяется от развитой до полностью вырожденной. В первом случае, окончательное оформление горловины происходит преимущественно вытяжкой, во втором - выдавливанием. Вытяжка горловины в матрице без рабочей кромки (см. рис. 1, б) ведет к утонению стенки и создает условия для ее разрушения.
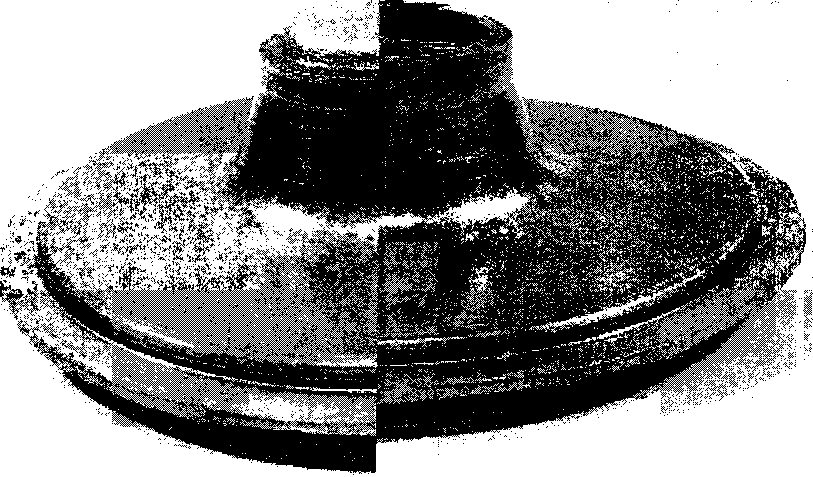
а) б)
Рис. 4. Свинцовые образцы окончательных поковок фланца: а - отштампованных по закрытой схеме ПРВК; б - отштампованных по открытой схеме ПРВК
Выполнить математическое моделирование деформаций с оценкой возможности разрушения в системе РАПИД-2В невозможно, поскольку система не имеет функции разделения сетки конечных элементов по соответствующему условию. Критерии разрушения в других САЕ системах ненадежны для горячих процессов, используемых при обработке металлов давлением, и требуют наличия опытных данных. Спрогнозировать характер разделения на качественном уровне возможно путем анализа расчетных характеристик НДС с привлечением основных положений теории разрушения.
Согласно работе [4], момент разрушения наступает при использовании ресурса пластичности металла к моменту времени t. Степень использования запаса пластичности для процесса горячей деформации ^, определяется выражением
_ [________Я(т)________ где Н - интенсивность скоростей деформаций сдвига; Лр - показатель пластичности металла при напряженном состоянии с показателем к = ст!Т; а - среднее напряжение; Т - интенсивность касательных напряжений; цо - параметр Лоде (зависимость Хр от цс для горячей деформации не изучена); О - температура деформации.
Рассмотрим полученные расчетом в системе РАПИД-2П характеристики НДС (рис. 5-7), соответствующие стадии разделения и косвенно определяющие \р. Моделирование ПРВК выполнялось с учетом теплообмена поковки с инструментом и окружающей средой. Материал поковки -сталь 20, кривые скоростного упрочнения для которой взяты по [5] и использованы в рамках вяз ко-жестко-пластической модели деформируемой среды. Скоростные условия соответствовали 150 Вестник ЮУрГУ, № 11, 2006
деформированию на механическом прессе при максимальном контактном трении. Инструмент принимался абсолютно жестким.
Предполагается, что разделение металла начинается от режущей кромки пуансона и может идти либо в направлении реза, либо в стенку горловины. Вблизи кромки температурное поле однородно и изменяется во всех направлениях с практически одинаковым градиентом (см. рис. 5 а) независимо от степени выраженности горловины. Это позволяет считать температурный фактор не влияющим на направление разделения. Накопленные деформации к рассматриваемому моменту (см. рис. 5, б) также не указывают на искомые направления. Судя по распределению показателя напряженного состояния (см. рис. 6), опасное напряженное состояние имеет место в стенке горловины, где у показателя к наиболее высокие положительные значения (см. рис. 6, а). Для предварительных поковок с развитой горловиной область таких значений к расширяется (см. рис. 6, б). Однако, независимо от степени выраженности горловины, качественная картина распределения значений к в целом не меняется. Отсюда следует, что по данному показателю сложно судить о направлении разделения. Следовательно, рассмотренные выше характеристики деформированного и напряженного состояния не прогнозируют направление разделения в данном процессе.
а) б)
Рис. 5. Расчетные поля: а - температур; б - накопленных деформаций
Дальнейший анализ показал, что в качестве критерия, определяющего характер разделения, можно принять интенсивность скоростей деформаций сдвига Н. Распределение Н по сечению поковки на стадии разделения показывает, что максимальное значение имеет место в окрестности режущей кромки пуансона (см. рис. 7). Здесь в процессе окончательной деформации формируются две выраженные области, в которых интенсивность убывает с наименьшим градиентом (см. рис. 7, а). Конфигурация этих областей соответствует возможным направлениям разделения. В зависимости от степени выраженности горловины предварительной поковки одна из зон более развита (см. рис. 7, б). Можно предположить, что при прочих равных условиях разделение будет происходить в направлении зоны с большими значениями Н. Из этого следует, что качественная картина поля интенсивности скоростей деформаций сдвига позволяет установить направление разделения металла при ПРВК.
Таким образом, основным фактором, определяющим характер разделения для открытой схемы ПРВК, является высота участка горловины предварительной поковки. При вырожденности горловины ее окончательное формирование происходит преимущественно выдавливанием и характеризуется минимальным градиентом Н в направлении реза (см. рис. 7, а), что прогнозирует качественное отделение перемычки. В этом случае целесообразно применять прошивную матрицу без рабочей кромки.
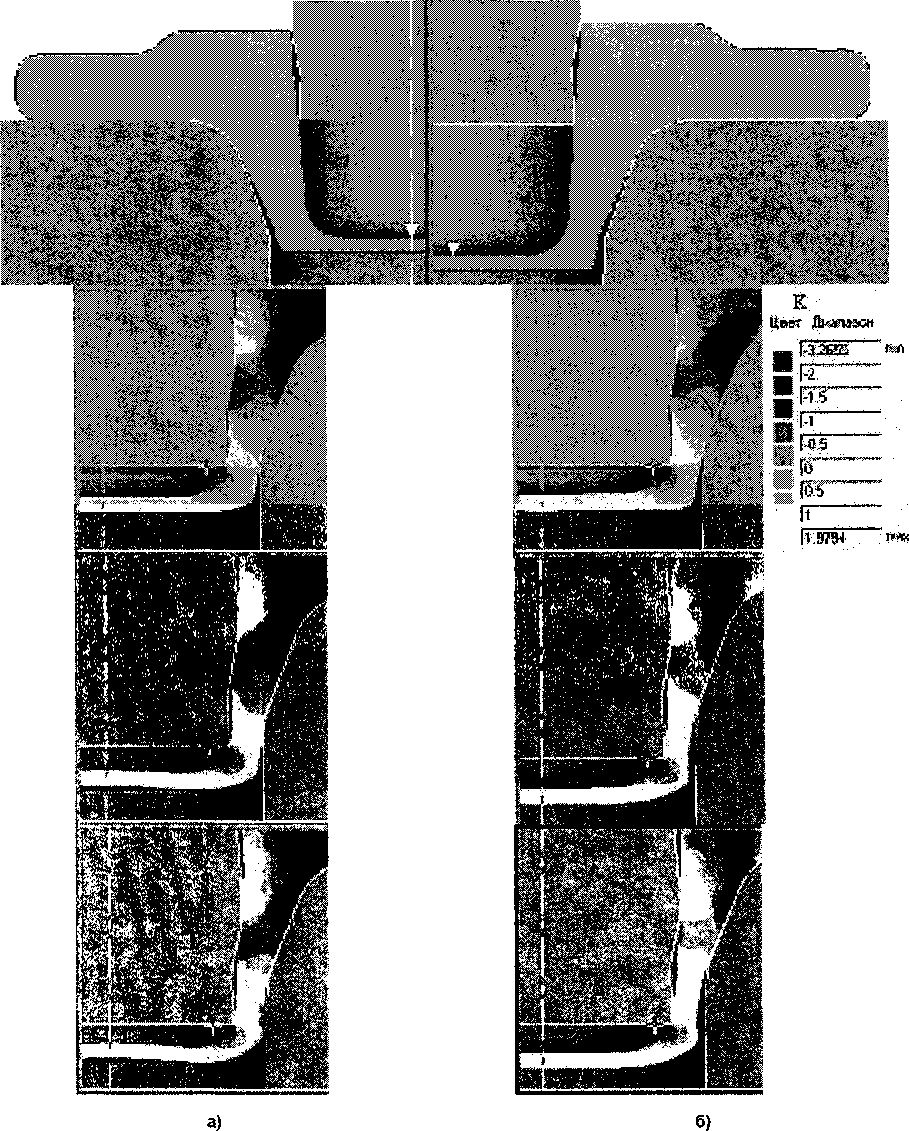
Рис. 6. Распределение показателя напряженного состояния к на стадии разделения: а - для предварительных поковок с вырожденной горловиной;
б - для предварительных поковок с развитой горловиной
Промышленное опробование открытого варианта ПРВК (рис. 8) подтвердило изложенные результаты исследования. Деформированное состояние при развитой горловине характеризуется минимальным градиентом Н, направленным преимущественно в стенку поковки (см. рис. 7, б), что определяет опасность разрушения последней. Этот дефект штамповки исключает апробированная в практике закрытая схема ПРВК в матрице с рабочей кромкой, ограничивающей вытяжку и создающей требуемое направление среза перемычки (см. рис. 7, в). Однако при этом сохраняется возможность развития торцового заусенца по мере износа инструмента. В этом варианте технологии ПРВК частичную компенсацию избытка металла в закрытой полости возможно обеспечить своевременной коррекцией диаметра прошивного пояска комбинированного пуансона.
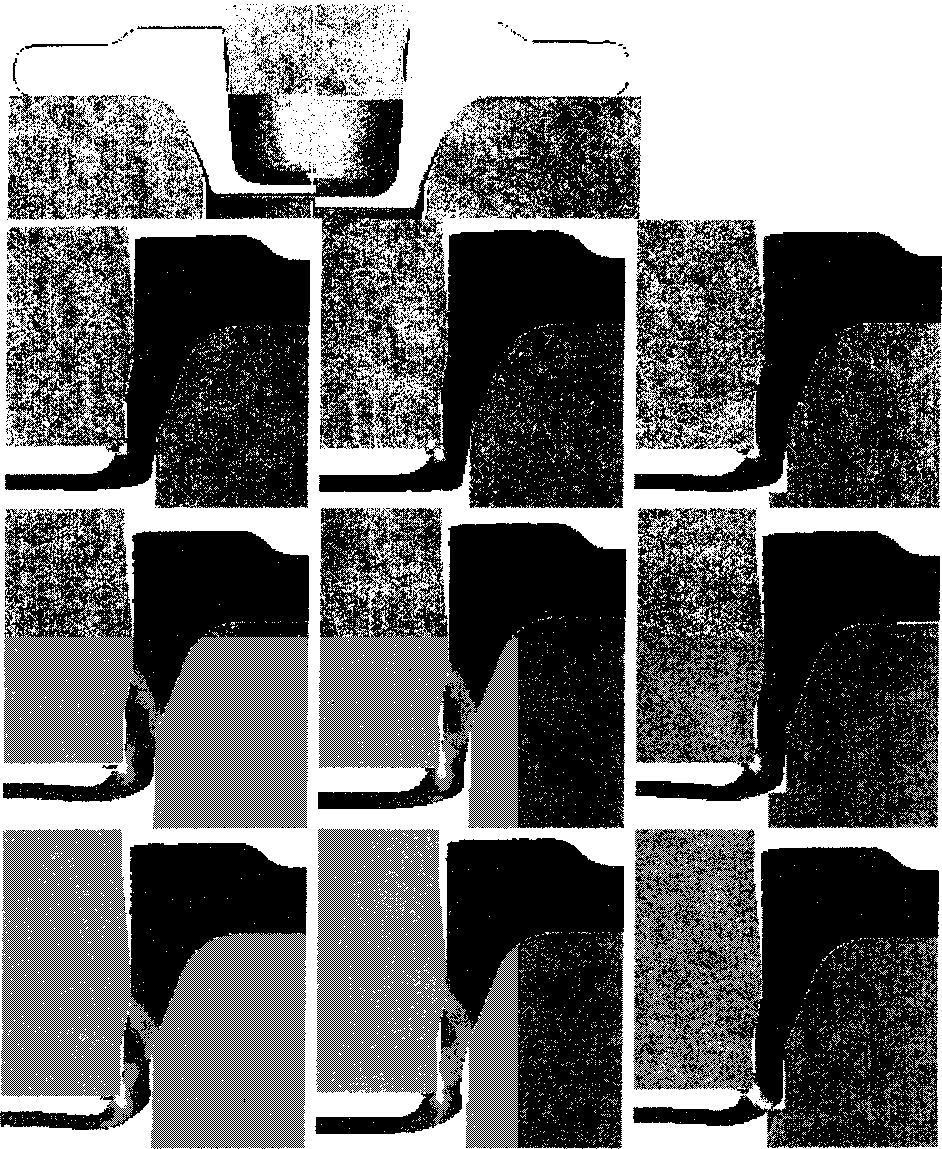
а) б) в)
Рис. 7. Распределение Н на стадии разделения для предварительных поковок с вырожденной (а) и развитой (6) горловиной воротника при открытой и закрытой (в) схеме ПРВК
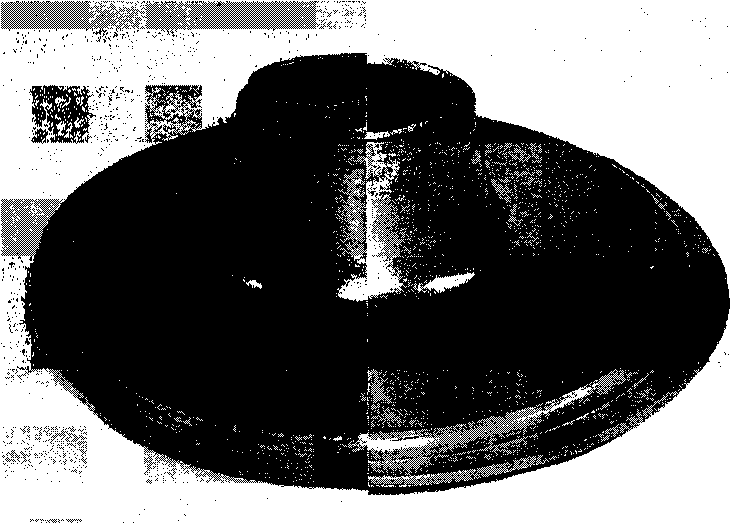
Рис. 8. Поковка фланца Р,16 Dy50, изготовленная по открытой схеме ПРВК
Список литературы Повышение качества поковок фланцев на основе совершенствования схемы деформации
- Каплунов Б.Г., Плаксин А.В., Зуев С.В. Новая технология штамповки поковок фланцев трубопроводных//Технологии и машины обработки давлением: Межвузовский сб. науч. тр. -Челябинск: ЮУрГУ, 2003. -С. 30-37.
- Плаксин А.В., Каплунов Б.Г., Проскуряков Б.И. Повышение эффективности ресурсоэкономной технологии горячей штамповки на основе моделирования жизненного цикла изделия//Механика и процессы управления. Серия «Проблемы машиностроения». -Екатеринбург: РАН, 2003. -С. 263-267.
- Ресурсоэкономные технологии серийного производства горячештампованных поковок/Каплунов Б.Г., Тяжельников В.М., Зуев С.П. и др.//Кузнечно-штамповочное производство: перспективы и развитие (сб. научных трудов). -Екатеринбург: ГОУ ВПО «УГТУ-УПИ», 2005. -С. 228-235.
- Колмогоров В.Л. Механика обработки металлов давлением. 2-е изд., перераб. и доп. -Екатеринбург: Изд-во УГТИ-УПИ, 2001. -836 с.
- Сопротивление пластической деформации металлов и сплавов: Справочник/П.И. Полухин, Г.Я. Гун, A.M. Галкин. -2-е изд., перераб. и доп. -М.: Металлургия, 1983. -352 с.
