Повышение производительности обработки и качества отверстий в слоистом армированном титаном стеклопластике за счет снижения виброактивности процесса сверления

Автор: Шевцов Сергей Николаевич, Сибирский Владимир Викторович, Чигринец Евгений Геннадьевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 (84) т.16, 2016 года.
Бесплатный доступ
Цель данной работы - установить, каким образом конструктивно-геометрические параметры сверл влияют на качество обработанных отверстий, производительность и динамику процесса механической обработки высокопрочного полимерного композиционного материала - стеклопластика, армированного титановой фольгой. В особо нагруженных полимерных композитных конструкциях используются пакеты усиления из титановой фольги, размещаемые между слоями армирующей стекло- или углеленты. Обработка в несколько переходов и использование остро заточенного инструмента обеспечивают требуемую точность размеров, макро- и микрогеометрию поверхности отверстий, позволяют избежать расслоений материала. Исследован процесс сверления слоистых стеклопластиков при различных схемах заточки сверл из быстрорежущей стали. Полученные данные позволяют определить оптимальные тип инструмента и режим обработки, учитывая зависимость высотных параметров шероховатости, характера и величины расслоений в местах входа (выхода) сверла. С использованием разработанной компьютеризированной системы измерения крутящего момента определена виброактивность процесса сверления и ее связь с показателями качества. Разработаны предложения по усовершенствованию технологии обработки отверстий в стеклопластиковых лонжеронах несущих и рулевых винтов вертолетов.
Армированный стеклопластик, расслоения, двойная заточка сверла, виброактивность, крутящий момент, сверление стеклопластика
Короткий адрес: https://sciup.org/14250180
IDR: 14250180 | УДК: 621.9 | DOI: 10.12737/18273
Increase in efficiency of quality and hole-making in glass-reinforced titanium laminate by reducing drilling vibroactivity
The work objective is to study the impact of the drill design value and geometrics on the quality of the processed holes, the efficiency, and the machining dynamics of the high-strength polymer composite - fiberglass plastic reinforced by titanium foil. Packs of the reinforcing layers made from the titanium foil or carbon fiber tapes are often used in the highly-loaded polymer composite structures. Processing in several operations and the application of sharp-ground tools provide the required dimensional accuracy, the surface macro- and microgeometry of the hole, and allow avoiding the delamination. The process of drilling fiberglass laminates under different patterns of HSS drills sharpening is studied. The data obtained allow determining the optimum type of instrument and operation mode taking into account the dependence of the high-altitude roughness parameters, the nature and amount of delamination in the entry (exit point) of the drill. The vibroactivity of the drilling process and its relationship with the quality metrics are studied using the computer-aided torque-sensing system. Some proposals for improving the hole-making technology applying to the glass-fiber spars of the main and tail helicopter rotors are developed.
Текст научной статьи Повышение производительности обработки и качества отверстий в слоистом армированном титаном стеклопластике за счет снижения виброактивности процесса сверления
Введение. На современном этапе развития производства отмечается все более активное использование полимерных композиционных материалов (ПКМ) в наукоемких отраслях — таких, как: авиастроение, кораблестроение, ракетно-космическая промышленность, автомобилестроение, энергетика, медицина и т. д. Как известно, выпуск компонентов ПКМ, а также соответствующих деталей и агрегатов предусматривают наличие в стране мощной научной и производственной базы. Значительный технологический и коммерческий потенциал ПКМ объясняется такими их свойствами, как:
-
— высокие удельные прочность, жесткость и модуль упругости;
-
— хорошая демпфирующая способность и коррозионная стойкость;
-
— усталостная прочность и низкий коэффициент теплового расширения.
Отличные прочностные характеристики и низкая удельная плотность композитов по сравнению с металлами позволяют уменьшить массу готовой детали без потери жесткости и надежности, а также получить изделия с заданными физико-механическими свойствами.
По данным National Aeronautics and Space Administration (NASA), в аэрокосмической отрасли чаще всего используются композиты на основе термореактивных смол — такие, как: стеклопластики на основе эпоксидных связующих: Hexcel F-161; GE-101; Ferro 2209; G-11; E-720; полиамид-стекловолокно; эпоксиорганопластик (с волокном «Кевлар-49») марки F-164; полиамид-кевлар Skybond 703; эпоксиуглепластик HY-E-134 и ряд других [1]. Следует отметить, что в наиболее нагруженных элементах конструкции чаще всего применяются комбинированные материалы — полимерные композиты, армированные металлом. В самолете Boeing 787 Dreamliner доля полимеров составляет порядка 50 %. В частности, фюзеляж полностью выполнен из композиционных материалов с использованием многослойных структур композит-металл, а средняя секция крыла — из пакетов алюминий-углепластик-алюминий [2].
В данной работе исследовался стеклопластик ВПС-7, армированный титановой фольгой и применяемый для изготовления лонжерона лопасти несущего винта (ЛНВ) вертолета Ми-28. Лонжерон изготавливается методом сухой спиральной намотки 12 слоев стеклолент на металлическую оправку с последующим отверждением в пресс-форме.
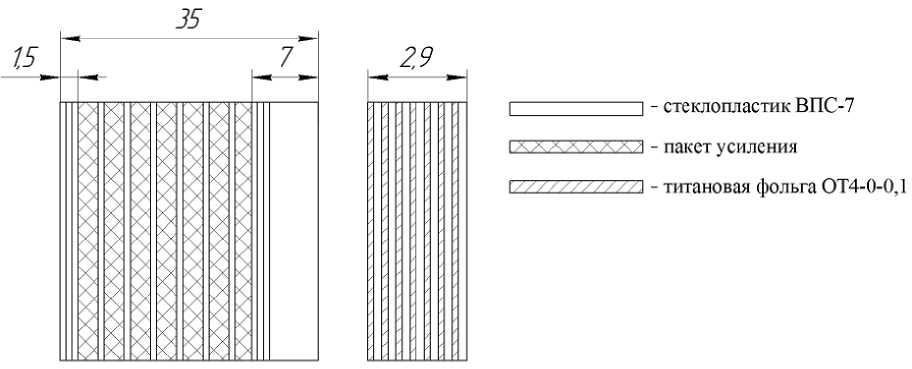
В комлевой части лонжерона с третьего по девятый слой устанавливают комбинированные пакеты усиления, состоящие из титановой фольги ОТ4-0-0,1×220 и кордножгутовой высокомодульной стеклоткани (рис. 1).
а) б)
Рис. 1. Комбинированные пакеты усиления в комлевой части лонжерона: схема укладки пакетов (а); схема расположения слоев титана и стеклопластика в пакете (б)
Технологический процесс изготовления ЛНВ предусматривает получение посадочных отверстий Ø33Н7 в комле лонжерона под втулку несущего винта. Маршрут обработки состоит из операций сверления, двух этапов рассверливания, расфрезеровывания, двух этапов зенкерования и трех этапов развертывания. Соотношение глубины сверления к диаметру сверла составляет 2:1. Несмотря на это, обработка ведется циклом глубокого сверления — вывод сверла из отверстия после врезания на каждые 2 мм. Данное технологическое решение и протяженный маршрут механообработки с большим числом переходов направлены на минимизацию таких дефектов как расслоения и прижо-ги. ЛНВ вертолета — особо ответственный узел, испытывающий большие динамические знакопеременные нагрузки и вибрации. К эксплуатационной надежности узла предъявляются высокие требования — наличие дефектов не допускается.
Проблемы обеспечения качества отверстий в полимерных композитах после операций сверления. Одной из важных задач изготовления изделий из ПКМ является получение соединений композит-металл и композит-композит с использованием крепежных элементов через отверстия, обработанные осевым инструментом. Трудность обеспечения качества и производительности механической обработки отверстий обусловлена тем, что жесткость инструмента ограничена размерами отверстия и осложнен отвод стружки из зоны резания. Композиты являются особой группой анизотропных материалов со специфическими свойствами. Поэтому перенос закономерностей механической обработки металлов на полимеры не имеет успеха.
Сверление отверстий в слоистых армированных ПКМ сопровождается большим количеством технологических проблем, в числе которых невозможность использования смазочно-охлаждающей жидкости, усадка отверстий, повышенный износ режущего инструмента, сложность получения отверстий высокого качества ввиду низкой адгезионной связи наполнителя со связующими поверхностями [3]. Характерными дефектами, сопровождающими процесс сверления полимерных композитов, являются расслоения, разлохмачивания, сколы в местах входа (выхода) сверла, оплавления полимерной матрицы и появление прижогов на обработанных поверхностях [4–6].
Расслоения снижают усталостную прочность, прочность на сжатие, интенсифицируют влагопоглощение, снижая эксплуатационную надежность изделия. В работе [7] показано преобладание разлохмачиваний на входе в отверстие и расслоений на выходе. Авторы работ [8–11] отмечают, что на образование расслоений оказывают влияние режимы обработки, причем подача в большей степени, чем скорость резания. Увеличение подачи приводит к возрастанию силовых составляющих процесса резания, под действием которых происходит проминание не срезанных слоев композита.
В [12] описана обработка отверстия спиральными сверлами в двухслойном пакете углепластик-титан. Толщина слоя композита составляла 5 мм, титана — 4 мм. Автором отмечено скачкообразное возрастание осевой силы резания (до 400 %) при переходе режущей кромки сверла со слоя композита на слой металла.
Характеристика процесса сверления отверстий в полимерных композиционных материалах во многом определяется свойствами наполнителя. Имеющие высокую твердость и истирающую способность стекловолокна вызывают повышенный абразивный износ и округление режущих кромок. Износ увеличивает контактные силы трения по задней поверхности сверла, что влечет повышение температуры в зоне резания и образование расслоений. Отмечено преобладает абразивного износа над всеми остальными видами [3, 13].
В [13] выявлены только два этапа износа режущего инструмента: период приработки и период установившегося износа. Период катастрофического износа, характерный для металлов, отсутствует. Аналогичные выводы сделаны в работе [3], где автор предлагает использовать технологический критерий износа — инструмент сменяется, когда величина дефекта приближается к максимально допустимым значениям.
В работах [2, 12] применялись двух-, трехслойные пакеты композит-металл с достаточно большой толщиной слоев (более 5 мм). Полимер располагался либо между металлическими пластинами, либо сверху. При данной схеме армирования слои металла выполняют роли технологических подкладок, рекомендованных к использованию в работе [3] и обеспечивающих снижение расслоений.
Сверление отверстий в лонжероне ЛНВ наталкивается на специфические трудности. Слои титана и стеклопластика имеют малую толщину — 0,1 и 0,2 мм соответственно. Поэтому в процессе резания одновременно участвуют два различных материала с взаимно исключающими требованиями к обработке.
Операции обработки отверстий в композитах выполняются на заключительных этапах технологического цикла изделия — подготовка к сборке и сборка.
Значительное повышение себестоимости готовой продукции и технологии обработки обусловливается трудностями обеспечения качества отверстий в слоистых полимерных композитах — в частности, такими, как: — необходимость занижения режимов обработки;
Машиностроение и машиноведение
-
— использование большого числа переходов с целью минимизации дефектов;
-
— определенная вероятность брака дорогостоящих деталей;
-
— повышенный износ инструмента.
Анализ работ, посвященных обработке композитов с металлами, показал, что процессы сверления комбинированных многослойных стеклопластик-титановых композиций, практически не изучены. Таким образом, представляются актуальными исследования, направленные на повышение качества и производительности таких структур.
Экспериментальные исследования стружкообразования и качества обработанных отверстий . В экспериментах использовались сверла Ø15 мм из быстрорежущей стали Р6М5 с различной заточкой угла при вершине 2φ: стандартное спиральное (2φ = 118º), сверло с двойной заточкой (СДЗ) 1-го типа (2φ = 140º, 2φ 1 = 90º) и СДЗ 2-го типа (2φ = 70º, 2φ 1 = 35º).
На рис. 2 представлены снимки стружкообразования при различных геометриях инструмента. Обработка велась на проход без использования смазочно-охлаждающей жидкости и цикла ввода (вывода) инструмента из зоны резания.

а) б) в)
Рис. 2. Характер образования стружки при сверлении ( V = 7,5 м/мин, S = 0,2 мм/об): стандартным сверлом (а); СДЗ 1-го типа (б); СДЗ 2-го типа (в)
Наблюдения показывают, что в стружечных канавках стандартного сверла располагаются плотные пакеты стружки, тогда как у сверла с двойной заточкой 1-го типа пакетирование практически отсутствует. СДЗ 2-го типа показало промежуточный результат — пакетирование наблюдается на определенных режимах обработки. Двойная заточка 1-го типа позволяет увести стружечный слой от обработанной поверхности и направить ко дну стружечной канавки, увеличив вектор скорости в направлении к оси сверла, что облегчает ее транспортировку из зоны резания.
Расслоения при обработке стеклопластика имеют правильную форму, близкую к окружности. Поэтому величина расслоений определена как разница между максимальным поврежденным радиусом и номинальным радиусом отверстия. Измерения (табл. 1) выполнены с помощью микроскопа Бринелля.
Таблица 1
Величина расслоений в местах входа/выхода отверстия
|
Режимы обработки |
Расслоения, мм |
||||||
|
V , м/мин |
S, мм/об |
Стандартное сверло |
СДЗ 1-го типа |
СДЗ 2-го типа |
|||
|
Вход |
Выход |
Вход |
Выход |
Вход |
Выход |
||
|
1,05 |
0,7 |
0,5 |
0,5 |
0,6 |
0,7 |
||
|
7,5 |
0,2 |
1,0 |
0,9 |
0,4 |
0,4 |
0,7 |
0,55 |
|
1,1 |
0,8 |
0,3 |
0,5 |
0,65 |
0,7 |
||
|
1,2 |
0,9 |
0,6 |
0,6 |
0,75 |
0,5 |
||
|
7,5 |
0,6 |
1,4 |
0,9 |
1,0 |
0,9 |
0,85 |
0,35 |
|
1,6 |
1,0 |
1,2 |
0,8 |
0,7 |
0,8 |
||
|
1,25 |
1,4 |
0,8 |
1,0 |
0,95 |
0,5 |
||
|
7,5 |
0,8 |
1,6 |
1,3 |
1,4 |
1,1 |
1,0 |
0,5 |
|
1,75 |
1,4 |
1,3 |
0,6 |
0,9 |
0,7 |
||
|
0,8 |
0,7 |
0,35 |
0,6 |
0,7 |
0,6 |
||
|
12 |
0,2 |
0,8 |
0,8 |
0,6 |
0,4 |
0,8 |
0,6 |
|
0,8 |
0,7 |
0,5 |
0,5 |
0,8 |
0,8 |
||
|
1,3 |
0,8 |
0,7 |
0,8 |
1,0 |
0,6 |
||
|
12 |
0,6 |
1,0 |
0,6 |
1,0 |
0,7 |
1,0 |
0,4 |
|
1,2 |
0,9 |
1,1 |
0,4 |
0,95 |
0,55 |
||
|
1,6 |
1,2 |
1,0 |
1,0 |
1,1 |
0,5 |
||
|
12 |
0,8 |
1,6 |
1,0 |
1,4 |
1,1 |
1,05 |
0,6 |
|
1,9 |
1,2 |
1,3 |
1,2 |
1,0 |
0,7 |
||
|
1,0 |
0,8 |
0,55 |
0,5 |
0,5 |
0,8 |
||
|
19 |
0,2 |
0,8 |
0,7 |
0,35 |
0,4 |
0,4 |
0,4 |
|
0,9 |
0,6 |
0,45 |
0,5 |
0,7 |
0,6 |
||
|
1,25 |
0,6 |
0,8 |
0,8 |
0,8 |
0,9 |
||
|
19 |
0,6 |
1,3 |
0,7 |
1,2 |
1,0 |
0,95 |
0,65 |
|
1,4 |
0,85 |
1,0 |
0,75 |
1,2 |
0,7 |
||
|
1,6 |
1,4 |
0,8 |
1,0 |
1,05 |
0,2 |
||
|
19 |
0,8 |
1,5 |
1,0 |
1,1 |
1,0 |
1,2 |
0,6 |
|
1,45 |
1,1 |
1,3 |
1,1 |
1,2 |
0,8 |
||
Анализ экспериментальных данных показал зависимость качества отверстий от характера стружкообразова-ния. У СДЗ 1-го типа пакетирование стружки практически отсутствует, что обеспечивает снижение величины расслоений до 60 % в сравнении со стандартной геометрией и до 40 % в сравнении с заточкой 2-го типа. Из табл. можем видеть возрастание величины расслоений с возрастанием подачи, что подтверждено в работах [8-11]. Оптимальные режимы обработки армированного стеклопластика — V = 7,5 ^ 12 м/мин, S = 0,2 мм/об. Увеличение скорости резания до 19 м/мин вызывает образование прижогов на обрабатываемой поверхности.
Экспериментальное исследование виброактивности процесса сверления. Для контроля величины крутящего момента и его вывода на экран ЭВМ было спроектировано и изготовлено устройство регистрации и записи, работающее следующим образом. После проведения калибровки прибора образец закрепляется в ложементе, соединенном с плитой основания через подшипник качения. После начала сверления под действием крутящего момента ложемент с образцом начинают колебаться вокруг вертикальной оси и упруго деформировать закрепленную в основании балку с расположенными на ней тензометрическими датчиками, преобразующими упругие деформации балки в электрический сигнал. Сигнал через предварительный усилитель ZET411 поступает на аналогово-цифровой преобразователь ZET210 и выводится на экран ЭВМ в виде цифровой и графической (рис. 3) информации.
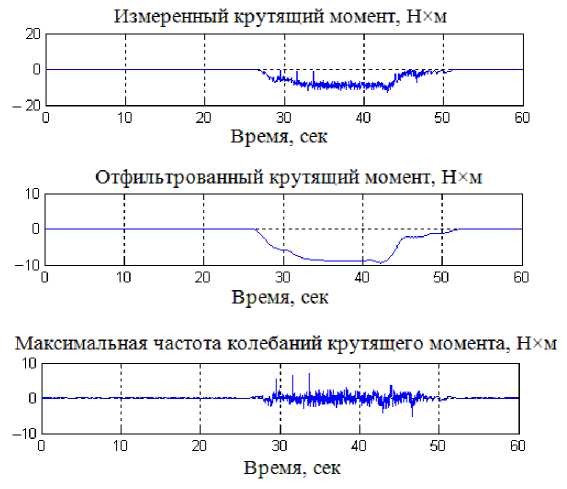
Рис. 3. Измеренные колебания крутящего момента в процессе резания
Обработка данных виброактивности процесса сверления . Чтобы исключить из рассмотрения холостой ход, по диаграмме определяются моменты начала врезания и выхода сверла. После ввода этих данных спектральному анализу подвергается только часть реализации, соответствующая процессу резания.
Спектральный анализ вибраций выполнен средствами программного модуля Welch spectral estimator с уровнем доверительной вероятности 0,95 в среде MATLAB [14]. Расположение пиков на оси частот соответствовало нескольким первым гармоникам возбуждающего сигнала, частота которого была равна частоте вращения шпинделя, а мощность пиков характеризовала интенсивность колебаний технологической системы на каждой из частот спектра. Фильтрация данных проведена с помощью полиномиального сглаживающего фильтра Савицкого — Голея, заданного функцией sgolayfilt. Данный фильтр осуществляет полиномиальную аппроксимацию отдельных кадров входного сигнала по критерию минимума квадратичной ошибки, что применяется для «сглаживания» зашумленных сигналов с широким спектром.
После получения двух спектральных линий производится раскрытие структуры hpsd, в которой содержатся значения частоты и два столбца интенсивностей спектральных линий.
Каждый столбец интенсивностей вместе со столбцом частот рассматривается как функция, заданная таблично. Чтобы определить расположение пиков на частотной оси, производится последовательный просмотр значений интенсивности вибраций, и найденная экстремальная точка определяется как пик. Для более точного определения резонансной частоты каждого пика его вершина аппроксимируется многочленом второго порядка, и для него вычисляются положение экстремума и само экстремальное значение.
Машиностроение и машиноведение
Когда найдены все пики, определяются их границы на уровне 0,707 для последующего вычисления полосы пропускания, добротности Q и интегральной мощности пика внутри этих границ (рис. 4).
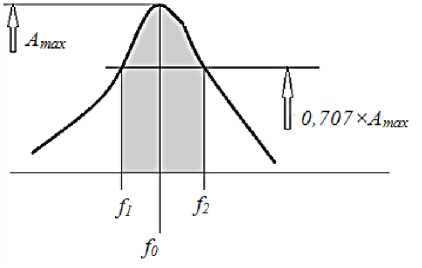
Рис. 4. Определение интегральной мощности пика
Затемненная область под графиком колебаний представляет собой интегральную мощность пика. Добротность Q может быть вычислена по формуле
Q = —,
Af где f0 — резонансная частота; Af = f1 - f2 — ширина полосы.
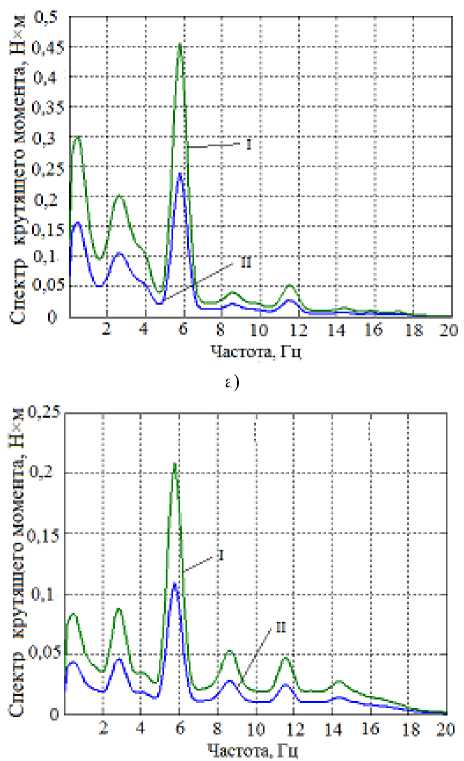
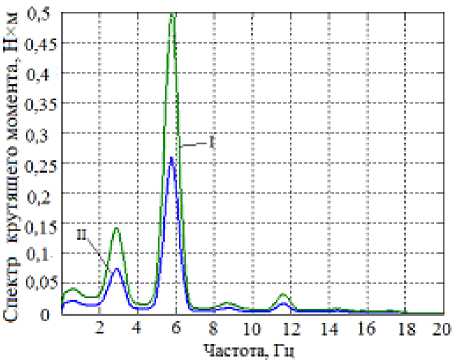
С помощью отслеживания амплитуды и частоты колебаний крутящего момента осуществлялся поиск оптимальных режимов обработки и конструктивно-геометрических параметров инструмента. На рис. 5 представлены спектральные линии крутящего момента с уровнем доверительной вероятности 0,95, где кривые I и II — верхний и нижний уровень соответственно.
а)
б)
в)
Рис. 5. Спектральный анализ колебаний крутящего момента: стандартное сверло (а); СДЗ 1-го типа (б); СДЗ 2-го типа (в)
Результаты вибрационного мониторинга показали, что амплитуда колебаний у СДЗ 1-го типа в 1,5–2 раза ниже в сравнении с СДЗ 2-го типа и стандартным, что говорит о более стабильном процессе резания. Данный факт полностью подтверждается значительным снижением пакетирования и величины расслоений.
Выводы. Для исключения дефектов сверления слоистых композитов металл-стеклопластик были исследованы 3 типа сверл, различающихся конструктивно-геометрическими параметрами режущей части.
Сверло с двойной заточкой 1-го типа показало лучшие результаты с точки зрения виброактивности процесса сверления: амплитуда колебаний крутящего момента ниже в сравнении с заточкой 2-го типа и стандартным сверлом на 40–50 %. В связи с этим процесс резания более стабилен, происходит качественное улучшение стружкообразования — пакетирование практически отсутствует. Улучшенный отвод стружки позволяет снизить величину расслоений на 60 % в сравнении со стандартным сверлом и на 40 % в сравнении с заточкой 2-го типа. Применение модифицированной геометрии режущей части инструмента позволяет отказаться от цикла глубокого сверления без потери качества и таким образом добиться снижения машинного времени предварительной обработки посадочных отверстий в комле лонжерона с 6 минут до 1,5 минуты.
Список литературы Повышение производительности обработки и качества отверстий в слоистом армированном титаном стеклопластике за счет снижения виброактивности процесса сверления
- Буланов, И. М. Технология ракетных и аэрокосмических конструкций из композиционных материалов: учебник для вузов/И. М. Буланов, В. В. Воробей. -Москва: Изд-во МГТУ им. Н. Э. Баумана, 1998. -516 с.
- It Reinvents Fleet Plans and Transforms Business Plans /Boeing. -Режим доступа: http://www.boeing.com/boeing/commercial/787family/background.html (дата обращения: 21.01.2016).
- Степанов, А. А. Обработка резанием высокопрочных композиционных полимерных материалов/А. А. Степанов. -Ленинград: Машиностроение, 1987. -175 с.
- Experimental analysis of drilling damage in carbon-fiber reinforced thermoplastic laminates manufactured by resin transfer molding/A. Lopez-Arraiza //Journal of Composite Materials. -2012. -№ 46 (6). -P. 717-725.
- Drilling analysis of woven glass fiber-reinforced epoxy composites/U. A. Khashaba //Journal of Composite Materials. -2013. -№ 47 (2). -P. 191-205.
- Effects of Drilling Parameters on Delamination of Glass-Epoxy Composites/F. A. Ghasemi //Australian Journal of Basic and Applied Sciences. -2011. -№ 5 (12). -P. 1433-1440.
- Kilickap, E. Investigation into the effect of drilling parameters on delamination in drilling GFRP/E. Kilickap//Journal of Reinforced Plastics and Composites. -2010. -№ 29 (23). -P. 3498-3503.
- Study on the Derivation of Parametric Cutting Force Equations in Drilling of GFRP Composites/E. Okutan //Journal of Mechanical Engineering. -2013. -Vol. 59 (2). -P. 97-105.
- Murugesh, M.-C. Influence of filler material on Glass fiber/epoxy composite laminates during drilling/M-C. Murugesh, K. Sadashivappa//International Journal of Advances in Engineering & Technology. -2012. -Vol. 3, iss. 1. -P. 233-239.
- Comparative analysis of drills for composite laminates/L.-M. Durao //Journal of Composite Materials. -2011. -№ 46 (14). -P. 1649-1659.
- A study aimed at minimizing delamination during drilling of CFRP composites/V.-N. Gaitonde //Journal of Composite Materials. -2011. -№ 45 (22). -P. 2359-2368.
- Mechanism of damage generation during drilling of carbon/epoxy composites and titanium alloy stacks/B. Wang //Engineering Manufacture. -2014. -Vol. 228, iss. 7. -P. 698-706.
- Isbilir, O. Delamination and wear in drilling of carbon-fiber reinforced plastic composites using multilayer TiAlN/TiN PVD-coated tungsten carbide tools/O. Isbilir, E. Ghassemieh//Journal of Reinforced Plastics and Composites. -2012. -№ 31 (10). -P. 717-727.
- Дьяконов, В. П. MATLAB 6.5/7.0 + Simulink 5/6. Обработка сигналов и проектирование фильтров/В. П. Дьяконов. -Москва: Солон-пресс, 2005. -576 с.
