Повышение производительности труда на сборочных участках

Автор: Мозговой Николай Иванович, Чивас Владислав Станиславович
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Технологии, машины и оборудование для агропромышленного комплекса
Статья в выпуске: 1 (38), 2023 года.
Бесплатный доступ
Для большинства современных сельскохозяйственных предприятий в условиях рынка и существующих санкций остро стоит вопрос по рационализации производства с целью снижения издержек и повышения его производительности. Одним из основных рабочих органов сельскохозяйственной техники являются пневмоцилиндры, которые представляют собой механические устройства, использующие мощность сжатого газа для создания силы при возвратно-поступательном линейном движении. В статье изложены основные принципы организации технологического процесса сборки пневмоцилиндров, направленные на повышение производительности труда. Описывается влияние каждого принципа на результат технологической сборки изделий: испытательного стенда, который повышает точность позиционирования собираемых деталей для сельскохозяйственной техники с минимизацией влияние человеческого фактора на результат; повышения эргономичности рабочего места снижает утомляемость рабочего и исключает его ненужное перемещение; снижения расхода смазочного материала во время выполнения сборочной операции за счет внедрения специального приспособления; повышения долговечности ответственных деталей сельскохозяйственной техники за счет улучшения их качества смазывания. Рассмотренные принципы повышения производительности труда на участке сборки не являются узкоспециализированными, возможна адаптация принципов под номенклатуру изделий другого предприятия.
Принципы организации, технологический процесс сборки, повышение производительности труда
Короткий адрес: https://sciup.org/147240747
IDR: 147240747 | УДК: 621.9
Increased productivity in assembly areas
For the majority of modern agricultural enterprises under market conditions and existing sanctions, the issue of streamlining production in order to reduce costs and increase its productivity is acute. One of the main working bodies of agricultural machinery are pneumatic cylinders, which are mechanical devices that use the power of compressed gas to create force in a reciprocating linear motion. The article describes the basic principles of organization of the technological process of pneumatic cylinders assembly, aimed at increasing labor productivity. The influence of each principle on the result of the technological assembly of the products is described: a testing stand, which increases the accuracy of positioning of the assembled parts for agricultural machinery with minimization of the human factor influence on the result; increase of ergonomics of the working place reduces fatigability of the worker and excludes his unnecessary motion; decrease of the lubricant consumption during the assembly operation at the expense of the introduction of a special device; increase of durability of critical parts of agricultural machinery. The considered principles of increasing labor productivity at the assembly area are not highly specialized, adaptation of the principles to the product range of another enterprise is possible.
Текст научной статьи Повышение производительности труда на сборочных участках
Мероприятия по совершенствованию технологических и организационных процессов позволяют повысить уровень конкурентоспособности предприятий, что положительно влияет на прибыльность предприятия и его имидж в целом.
Одним из способов рационализации является оптимизация сборочных процессов, которая достигается путем соблюдения основополагающих принципов организации ТП сборки. Данные принципы легли в основу организации ТП сборки пневмоцилиндров на одном из предприятий города Барнаула, доказав свою эффективность на практике.
Исходными данными для проектирования технологических процессов сборки изделия являются:
- сборочный чертеж изделия - пневмоцилиндра;
-
- чертежи деталей;
-
- спецификация к изделию;
-
- годовой объем выпуска изделий - 2000 шт;
-
- продолжительность выпуска изделия - 2 года.
Материалы и методы исследования
В условиях функционирования рыночной экономики важной составляющей производственного процесса является достижение высокого качества выпускаемой продукции, поскольку именно качество в наибольшей мере предопределяет конкурентоспособность изделий на рынке. Такая тенденция требует повышенного внимания к вопросам стандартизации и совершенствованию технологического процесса сборки, применения новых и передовых технологий при разработке технологического процесса: разработка чертежей и технологической документации, связанная с выбором необходимой точности поверхностей и шероховатости, обоснованием посадок, с учётом технологических особенностей обработки выбором контрольно-измерительных средств, особенно с обоснованным нормированием последовательности сборки изделия в целом, что, в первую очередь, формирует качественные показатели машиностроительных изделий.
Последовательность общей сборки изделия определяется его конструктивными особенностями и заложенными в конструкции методами получения требуемой точности. Форма организации сборочного процесса оказывает меньшее влияние на последовательность сборки изделия.
ТП сборки пневмоцилиндров состоит из 8 этапов, прописанных в инструкции по сборке (рис.1).
Этап1
Этап2
ЭтапЗ
Этап4
Этапб
Этапб
Этап?
Этапе
|
№ версии: |
А1 |
Действует с: |
|||
|
Утвердил: |
Дата утв: |
||||
|
Участков: |
1 |
Этапов: |
8 |
||
|
Конт, точек: |
12 |
Листов К.Д. |
1 |
||
|
Этапы процесса |
|||||
|
Этап |
Название этапа |
К.Т. |
|||
Пред, инстр. | ТВПЕ.300648 001-032ИСБ |
Подготовка рабочего места и деталей
Выставление отверстий в одной плоскости
Подготовка корпуса
Установка корпуса на заднюю крышку
Подготовка штока
Сборка штока
Установка передней крышки
Проверка на герметичность
Рисунок 1 - Этапы сборки пневмоцилиндров
Данная технология сборки основана на пяти принципах, которые обеспечивают высокое качество работ и максимальную производительность труда.
Первый принцип – это разработка и актуализация производственных инструкций по сборке.
Инструкция по сборке представляет собой документ, в котором однозначно определен алгоритм действий, позволяющий наиболее оптимальным способом выполнить операции по сборке пневмоцилиндра. Правильно составленная инструкция позволяет увеличить темпы сборки, снизить влияние человеческого фактора на качество собираемых изделий, а также сократить время обучения нового сотрудника [3, 4, 5].
Второй принцип – это правильная организация рабочего пространства.
Безусловно, понятие «правильности» каждому человеку индивидуально, но существуют основные нормы, позволяющие повысить эргономичность рабочего места, в такие нормы входят габариты верстаков, высота расположения и глубина полок, организация мест хранения инструмента, отсутствие на рабочем месте посторонних предметов, которые не участвуют в процессе сборки и другие параметры рабочего пространства.
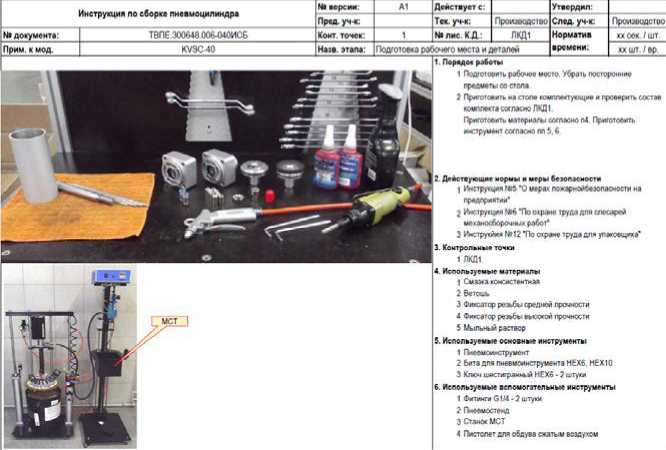
Пример организации рабочего места слесаря представлен на рисунке 2.
Страниц» 3 hi 12
Рисунок 2 – Пример организации рабочего места слесаря.
Повышение эргономичности рабочего места, снижает утомляемость рабочего, а также устраняет его ненужное перемещение, сокращая общее время сборочного процесса и повышая производительность.
Третий принцип – это использование современного механизированного и слесарносборочного инструмента.
Возможность быстрой переналадки, высокий КПД, мобильность, так же компактность современного инструмента позволяет выполнять операции ТП сборки быстро, качественно, обеспечивая высокую повторяемость.
Четвертый принцип – это разработка и внедрение специальной оснастки.
Использование специальной оснастки, спроектированной для конкретной операции, часто обусловлено особенностью конструкции сопрягаемых деталей. В данном случае в арсенале слесаря существуют оправки для установки поршня в сборе с уплотнительными элементами в корпус пневмоцилиндра. Приспособление повышает эффективность труда рабочего и снижает уровень брака.
Пятый принцип – это автоматизация процессов.
Технологический процесс сборки включает в себя целый ряд операций, две из них -смазка внутренней поверхности корпуса и контрольное испытание пневмоцилиндров – автоматизированы [6, 7, 8] .
На данном предприятии в ТП сборки автоматизированы две операции - это смазка внутренней поверхности корпуса при помощи машины смазки (рис.3) и контрольное испытание готового изделия при помощи испытательного стенда для пневмоцилиндров (рис.4) .
Смазка внутренней поверхности корпуса пневмоцилиндра необходима для уменьшения трения между сопрягаемыми деталями во время их работы. Для уменьшения расхода смазочного материала во время выполнения операции было разработано специальное приспособление – станок МСТ (машина смазки труб) (рис. 3).
Оборудование состоит из двух модулей: модуль маслонагнетателя и модуль распыления.
В процессе сборки слесарь, в первую очередь джойстиком поднимает (опускает) емкость для сбора смазки на необходимую высоту, затем подносит корпус пневмоцилиндра к соплу и нажатием кнопки активирует маслонагнетатель. Смазка под давлением попадает в сопло модуля распыления и оттуда распыляется равномерным слоем по поверхности корпуса.
Станок имеет гибкую систему регулировок и позволяет наносить смазку быстро и равномерно, помимо этого, излишки смазки скапливаются в емкости, а затем используется повторно.
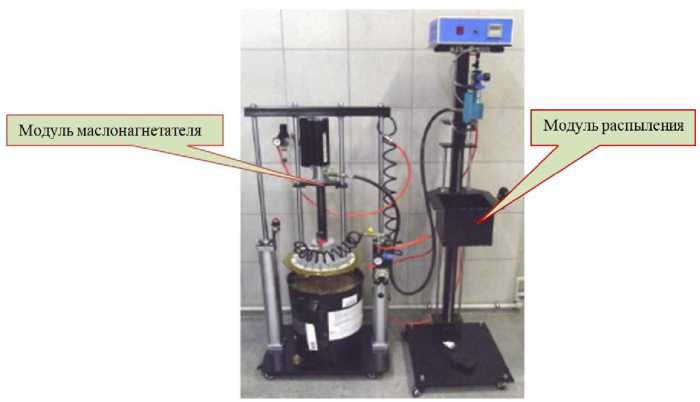
Рисунок 3 – Станок МСТ .
Чтобы проверить собранное изделие на наличие брака проводят контрольное испытание, в ходе которого определяются его работоспособность и герметичность.
Для сокращения потерь времени на стадии испытаний был разработан испытательный стенд (рис.4). Данный стенд выполняет цикл испытаний в автоматическом режиме, минимизируя влияние человеческого фактора на результат.
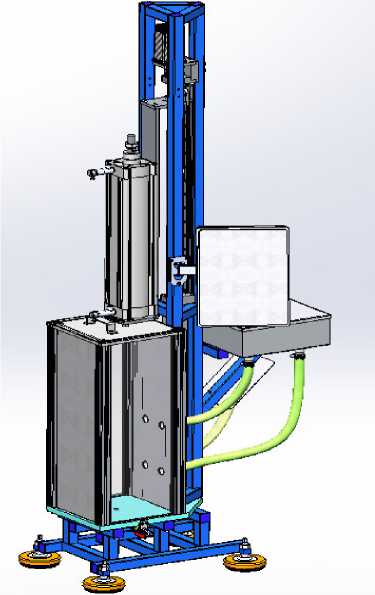
Рисунок 4 – Испытательный стенд.
Суть испытания заключается в том, чтобы проверить пневмоцилиндр на герметичность. Для этого изделие устанавливают на площадку стенда, подключают к пневматической магистрали и опускают в резервуар с жидкостью. После этого в магистрали создается давление, шток пневмоцилиндра выдвигается на величину рабочего хода и останавливается на определенное время, затем возвращается обратно, этот цикл повторяется несколько раз автоматически, по заданному алгоритму.
Герметичность оценивается по неизменности величины давления в магистрали, и дополнительно контролируется визуально сквозь прозрачные стенки резервуара.
Результаты и обсуждение
Разработка и актуализация инструкций позволяет исключить «ненужные» действия и операции в технологическом процессе.
Правильная организация рабочего места повышает эффективность труда и уменьшает утомляемость.
Использование качественного слесарно-сборочного и механизированного инструмента повышают производительность труда.
Автоматизация процессов позволяет сократить расход материалов и влияние человеческого фактора на качество изготавливаемой продукции и результаты испытаний.
Выводы
-
1. Предложен испытательный стенд, входящий в технологический процесс сборки, который повышает точность позиционирования собираемых деталей для сельскохозяйственной техники с минимизацией влияние человеческого фактора на результат.
-
2. Повышение эргономичности рабочего места позволило снизить утомляемость рабочего и исключить его ненужное перемещение, что привело к сокращению общего времени сборочного процесса и повысило производительность.
-
3. Снижен расхода смазочного материала во время выполнения сборочной операции за счет внедрения специального приспособления – станка МСТ.
-
4. Повышена долговечность ответственных деталей сельскохозяйственной техники за счет улучшения качества смазывания пар трения-качения.
Принципы повышения производительности труда на участке сборки, которые данное предприятие активно развивает не являются узкоспециализированными, это значит, что практику их внедрения и развития можно применить на других предприятиях. После адаптации принципов под другую номенклатуру изделий гарантированно возрастет производительность предприятия и снизятся производственные издержки.
Список литературы Повышение производительности труда на сборочных участках
- Басаков, М.И. Охрана труда: безопасность жизнедеятельности в условиях производства: учебно-практическое пособие / М.И. Басаков. - М.: Ростов н/Д: Феникс, 2017. - 345 c.
- Герасимова, Г.Е. Все о качестве. Отечественные разработки. Научно-технический сборник. Выпуск №5(56) 2008: Процессы: подходы и трудности. Бережливое производство / Г.Е. Герасимова. - М.: НТК "Трек", 2017. - 998 c.
- ГОСТ Р 56908-2016. Бережливое производство. Стандартизация работы. М., 2016. 11 с.
- Матвеев, В.Н., Абызов А.П., Схиртладзе А.Г. Научные основы технологии машиностроения. Учебное пособие для вузов. Альметьевск, 2003. 245с.
- Производственная инструкция по сборке пневмоцилиндров ТВПЕ.300648.006-040.
- Раджу, Н. Бережливые инновации: технологии умных затрат: [12+] / Н. Раджу, Д. Прабху. - Москва: Олимп-Бизнес, 2017. - 416 с. - Режим доступа: по подписке. - URL: http://biblioclub.ru/index.php?page=book&id=494951 (дата обращения: 01.12.2022). - 978-5-9909050-6-1. - Текст: электронный.
- ISBN: 978-5-9909050-6-1
- Хоббс, Д. Внедрение бережливого производства. Практическое руководство по оптимизации бизнеса / Д. Хоббс. - Москва: Гревцов Паблишер, 2015. - 352 c. - Текст: непосредственный.
- Энциклопедия по машиностроению XXL - URL: https://mash-xxl.info/info/718504/- (дата обращения: 02.12.2022).
