Повышение точности механообработки на основе совместного численного геометрического и физического моделирования

Бесплатный доступ
Мотивация нового исследования. Технологическая подготовка современного машиностроительного производства базируется на CAD/CAM/CAE/CAPPсистемах. В CAD/CAMсистемах моделирование деталей и обработки на станках с ЧПУ производится в идеализированной постановке: используются гладкие поверхности, линейные кромки и точечные вершины взаимодействующих тел; не учитываются упругие и тепловые деформации заготовок, а также износ инструментов. Как следствие, получаемые моделированием детали зачастую существенно отличаются от реальных, получаемых на станках. В существующих научных публикациях приводятся численные расчеты напряженнодеформированного состояния идеализированных инструментов и заготовок, включая моделирование зоны резания, а также учет их деформаций в управляющих программах для станков с ЧПУ. Приводятся аналитические твердотельные модели с поверхностями износа инструментов, которые используются в моделях стружкообразования. Однако все эти исследования отражаются в публикациях по отдельности, а указанные идеализированные модели снижают адекватность расчетов. Возникла потребность в более адекватном CAD/CAM/CAEмоделировании с учетом шероховатости, износа, деформаций элементов технологической системы и в их совместном использовании для расчета точности обработки на станках с ЧПУ. Таким образом, целью нового исследования является повышение точности обработки на станках с ЧПУ путем совместного численного геометрического и физического моделирования этой обработки с учетом шероховатости, износа и деформаций элементов технологической системы. Методологическая база исследования включает в себя воксельное моделирование во взаимосвязи с сеточными или бессеточными методами расчета напряженнодеформированного состояния элементов технологической системы. Уже полученные и ожидаемые результаты исследования. Получены математические модели основных типов шероховатости с выступами, расположенными вдоль заданных линий; математические модели основных типов износа режущих инструментов; разработана методика воксельного моделирования оборудования, инструментов и заготовок, включая моделирование дисперсно и волоконноармированных объемного плетения композитных заготовок; созданы математические модели изменения геометрии инструмента в связи с износом в процессе резания и влияния этого износа, а также различных деформаций на получаемые детали. Планируется развитие численного моделирования резания волоконноармированных композитных заготовок для определения сил резания. Общие выводы связаны с оценкой возможностей предлагаемого численного подхода в новом поколении CAD/CAM/CAEсистем и перспективами применения таких систем в конструкторскотехнологической подготовке производства.
CAD/CAM/CAE, обработка на станках с ЧПУ, воксельное моделирование, конечно-элементное моделирование, шероховатость, износ, зона резания, композит
Короткий адрес: https://sciup.org/147252232
IDR: 147252232 | УДК: 621.91 | DOI: 10.14529/engin250308
Machining accuracy improving based on joint numerical geometric and physical modeling
Motivation for the new study. Technological preparation of modern mechanical engineering production is based on CAD/CAM/CAE/CAPP systems. In CAD/CAM systems, modeling of parts and machining on CNC machines is performed in an ideal setting: smooth surfaces, linear edges and point vertices of bodies are used; elastic and thermal deformations and tool wear are not taken into account. As a result, parts obtained by modeling often differ from those obtained in the machining process. Modern scientific studies provide numerical calculations of the stressstrain state of idealized tools and workpieces, including modeling of the cutting zone, as well as consideration of their deformations in control programs for CNC machines. At the same time there are analytical solid models of tool wear surfaces and their use in chip formation models. However, all these studies are reflected in publications separately, and the specified idealized models reduce the adequacy of calculations. There is a need for CAD/CAM/CAE modeling in view of roughness, wear, deformations of the elements of the technological system and their joint consideration for calculating the machining accuracy during CNC machining. Thus, the aim of the new study is to improve the machining accuracy during CNC machining by joint numerical geometric and physical modeling of such processing in view of roughness, wear and deformations of the elements of the technological system. The methodological base of the study includes voxel modeling in conjunction with mesh or meshless methods for calculating the stressstrain state of the technological system elements. Obtained and expected research results: mathematical models of the main types roughness with peaks located along specified lines, mathematical models of the main types of tool wear, voxel modeling of the technological system elements, including modeling of dispersed and fiberreinforced 3D woven composite workpieces, mathematical models of tool geometry changing caused by tool wear during machining and the effects of this wear, as well as deformations on the machined parts. It is planned to develop numerical modeling of machining fiberreinforced composite workpieces to determine the cutting forces. General conclusions are related to the assessment of the prospects of the proposed numerical approach in the new generation of CAD/CAM/CAE systems and the potential of their application in preproduction engineering.
Текст научной статьи Повышение точности механообработки на основе совместного численного геометрического и физического моделирования
Е.И. Щурова, , И.А. Щуров, , Южно-Уральский государственный университет, Челябинск, Россия
Мотивация и предмет исследования. Технологическая подготовка машиностроительного производства включает в себя в числе прочего разработку технологических операций, в том числе обработку на станках с ЧПУ. Наибольшие трудности возникают при обработке крупногабаритных нежестких деталей, таких как турбинные лопатки. По данным компании Sandvik Coromant прогиб лопатки во время фрезерования может достигать 2 мм, что существенно сказывается на точности обработки. Кроме того, путь резания (здесь и далее термины по ГОСТ 2576283) при фрезеровании крупных лопаток на чистовой операции достигает десятков метров, что при обработке одной заготовки приводит к значительному износу фрезы и изменению ее производящих размеров. Этот износ также сказывается на точности обработки. Минимизировать влияние на точность детали данных технологических факторов позволяет внесение корректоров в управляющую программу на соответствующих участках траектории движения инструмента. Величины корректоров должны быть определены с учетом указанных прогибов и износа инструмента в выбранных точках траектории его движения. С этой целью необходимо рассчитать силы резания, что в современных условиях наиболее адекватно реализуется численными сеточными и бессеточными методами моделирования, реализуемыми с использованием коммерческих CAE-программ [1]. Как известно, силы резания и сам характер напряженно-деформированного состояния зоны резания и стружкообразования существенно зависят от состояния поверхности заготовки, ее шероховатости и износа инструмента. Между тем применяемые в настоящее время CAD-программы, основанные на аналитической геометрии в пространстве, как правило, позволяют получать гладкие поверхности, гладкие линии их пересечения и точечные вершины моделируемых объектов. Известны примеры моделирования шероховатости поверхностей с использованием волнистых гладких поверхностей на основе сплайнов или тех же самых канонических поверхностей. Таким же образом в проводимых исследованиях моделируются и поверхности износа инструментов [2]. Очевидно, что данное моделирование не адекватно реальным поверхностям. Кроме того, в случае использования встроенных в CAE-системы генераторов сеток в этом случае создаются объемные по числу узлов и элементов модели, которые трудно реализуемы на персональных компьютерах инженеров-технологов промышленных предприятий.
Одним из перспективных вариантов преодоления указанных трудностей является отказ от аналитических твердотельных моделей и использование их численных аналогов. Основой для такого моделирования является воксельное моделирование, широко применяемое не только в компьютерных играх и медицине, но и в технике. Достоинством этого подхода является его основа – алгебра множеств, которая выгодно отличается от аналитической геометрии устойчивостью в получении результатов для сколь угодно сложных условий, включающих не только геометрию поверхностей инструментов и заготовок, но и их шероховатости, дефекты и износ. Другим достоинством этого подхода является его численная основа, которая полностью сопрягается с основой численного физического моделирования: сеточных и бессеточных методов расчета, применяемых в CAE-системах, что позволяет сократить размеры моделей. В связи с этим во-ксельное моделирование часто отражается в научных публикациях, посвященных в том числе и решению геометрических задач обработки на станках с ЧПУ, а также влиянию деформаций и износа на точность обработки. Анализ литературы показал, что в настоящее время такие задачи решаются по отдельности: только идеальное формообразование (без учета технологических факторов), например, расчет высоты остаточных гребешков шероховатости; учет влияния сил резания и деформаций на точность обработки; учет влияния износа инструмента на точность обработки (только геометрическая постановка). Необходим комплексный подход учета совместного влияния всех указанных и других факторов, таких как погрешности инструментов, погрешности закрепления заготовки, погрешности формообразующего движения на точность обработки. В связи с этим была выдвинута гипотеза о том, что подобное моделирование возможно только на основе комплексного подхода взаимосвязанных модулей CAD/CAM/CAE-систем, базирующихся на общей численной основе: воксельном моделировании геометрии и сеточных и бессеточных методах расчета при решении физических задач. Геометрическое моделирование инструментов и заготовок должно выполняться с учетом их шероховатости и износа, которые должны учитываться, например, в конечно-элементных (МКЭ) или SPH-моделях силовых расчетов, которые, в свою очередь, являются основой для расчета удаляемых с инструмента вокселей как результата его износа в зависимости от пути резания и давлений на его конечные элементы или SPH-частицы со стороны заготовки и стружки. Указанная взаимосвязь и является основой термина «совместное геометрическое и физическое моделирование» элементов технологической системы и процессов резания. Именно данный подход, связанные с ним методологические вопросы и математические модели и является предметом рассматриваемого исследования .
Методологическая база и математические модели исследования
Отмеченный выше комплексный подход требует создания своей методологической базы: требуется наличие базовых понятий, принципов и правил моделирования. Основная часть этой методологии была разработана ранее и представлена в одной из публикаций [3]. Вместе с тем ряд терминов требует уточнения. В частности, было уточнено понятие вокселя, параметр состояния которого теперь содержит в себе не только номер части моделируемого объекта или номера его поверхностей, но и его номер в октодереве всей модели. Уточнены принципы, касающиеся не только моделирования поверхностей элементов технологической системы, но и шероховатостей поверхностей и их износа.
Разработанные математические модели позволяют описывать геометрию шероховатостей разных видов для разных поверхностей. Часть результатов такого моделирования для поверхностей вращения показана на рис. 1. Выступы шероховатости для наглядности показаны с увеличенными шагами.
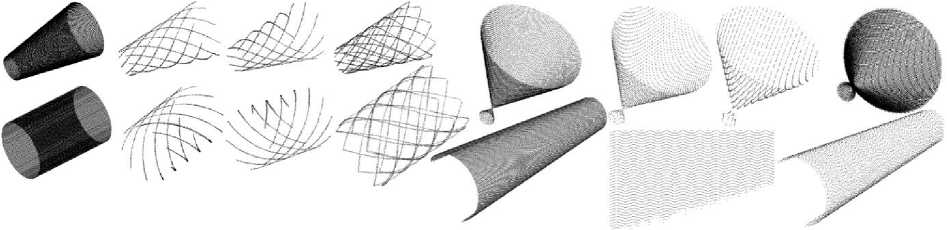
Рис. 1. Узловые точки вокселей поверхностей вращения и выступов шероховатости
Fig. 1. Nodal points on the surfaces of revolution of voxels and roughness protuberances
Аналогичные математические воксельные модели были получены для режущего клина инструмента с типичными характерами износа (рис. 2). Слева приведен пример износа реального резца, в середине - его воксельный аналог (цветами на основе значений параметров состояний вокселей выделены различные поверхности режущего клина), далее показаны результаты расчета напряжений в клине от силы резания.

Рис. 2. Изношенный участок режущего клина реального инструмента, его воксельный аналог и напряжения от силы резания. Справа – модель композитной лопатки
Fig. 2. Worn section of a cutting wedge from a real tool and its voxel analog, as well as stresses from cutting forces. On the right, there is a model of composite blade
Также была разработана математическая модель волоконно-армированной структуры объемного плетения (ортогональное расположение волокон) для заполнения ею пространства, описываемого твердотельным CAD-моделированием деталей любой формы. Результаты работы компьютерной программы на основе данной математической модели показаны на рис. 2 справа. Для наглядности размеры волокон и их граничных слоев в матрице увеличены на порядки. Данная деталь позволяет в выбранных точках ее обработки фрезой вырезать небольшие фрагменты прямоугольной формы для моделирования резания вышеприведенными фрагментами изношенного режущего клина с шероховатостью его передней и задних поверхностей. Необходимость такой композитной модели связана с различным расположением волокон по отношению к инструменту в различных точках обработки заготовки, что существенно влияет на картины напряженно-деформированного состояния зоны резания, характер стружкообразования и возникающих сил резания. Далее, как было показано выше, эти силы используются для расчета деформаций заготовки, при этом в случае заготовок больших размеров данные расчеты выполняются в CAE-программах для гомогенных анизотропных композитных структур по существующим моделям материалов. В ходе исследования были получены и другие математические модели, о которых было сказано во Введении. Перечисленные вопросы нашли свое отражение в подготовленных статьях, направленных в научные журналы.
Выводы
-
1. Выполненные исследования являются начальным шагом в решении комплексного вопроса, связанного с созданием нового поколения CAD/CAM/CAE-систем, основанных на численных методах расчета: совместном использовании геометрического (воксельного) и физического (МКЭ или SPH) типов моделирования.
-
2. Доказано, что модели тел – элементов технологической системы – адекватно отражают их поверхности, включая шероховатость и износ.
-
3. Физическое моделирование контакта тел с использованием идеальных поверхностей и кромок количественно и качественно отличается от такого моделирования тел с шероховатостью и износом.
-
4. Предлагаемый подход является достаточным для решения комплекса задач в заявленной выше постановке.
