Применение методики QFD для стандартизации параметров металлорежущего инструмента

Автор: Остапенко Мария Сергеевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.22, 2020 года.
Бесплатный доступ
Цель работы - исследовать применение методологии QFD (структурирование или развертывание функции качества, дом качества) для стандартизации параметров металлорежущего инструмента на примере токарных резцов, для определения наиболее значимых для потребителя технических характеристик продукта. В процессе работы осуществлялось построение Дома качества по токарному режущему инструменту для черновой и чистовой обработки. Выполнялись последовательно этапы сбора потребительских характеристик, технических характеристик, определения взаимосвязей между ними, а также создания корреляционной матрицы для определения положительной/отрицательной взаимосвязи между техническими характеристиками, потребительский и технический бенчмаркинг. По полученным данным были выявлены наиболее приоритетные технические характеристики, необходимые для дальнейшей разработки режущего инструмента. На основе проведенных этапов построения Дома качества определен перечень технических параметров токарных резцов, направленных на удовлетворение требований потребителя.
Управление качеством, методы управления качеством, дом качества
Короткий адрес: https://sciup.org/148314215
IDR: 148314215 | УДК: 006.015
Application of the QFD method for standardization of metal-cutting tool parameters
The purpose of the work is to investigate the application of the QFD methodology (structuring or deploying the quality function, quality house) for standardizing the parameters of a metal-cutting tool on the example of turning tools, to determine the most important technical characteristics of the product for the consumer. In the course of work, the quality House was built using a turning cutting tool for roughing and finishing. The stages of collecting consumer characteristics, technical characteristics, determining the relationships between them, as well as creating a correlation matrix to determine the positive/negative relationship between technical characteristics, consumer and technical benchmarking were performed sequentially. According to the obtained data, the most priority technical characteristics necessary for further development of the cutting tool were identified. Based on the stages of building a quality House, a list of technical parameters of turning tools aimed at meeting customer requirements is determined.
Текст научной статьи Применение методики QFD для стандартизации параметров металлорежущего инструмента
В условиях конкурентной борьбы именно качество обеспечивает жизнеспособность продукции. В понятие качества включают качество всех процессов, начиная от целей, которые ставит перед собой руководство (качество цели), и заканчивая качеством исполнения. Учитывая всеобъемлющий характер вопросов управления качеством, можно предположить, что происходит формирование принципиально новой философии управления производством, в основе которой лежит критерий качества [2]. Проблема исследования состоит в том, что в настоящее время проектирование зачастую осуществляется на основе отраслевых или внутренних стандартов, ГОСТов, но не всегда содержание этих документов полностью соответствует тому, что желает потребитель. Это касается многих отраслей производства, в том числе и машиностроения. Часто возникает ситуация, когда один результат производства востребован, а другой нет, в результате чего проект является невостребованным и затратным. Поэтому перед началом создания нового проекта необходимо собрать требования потребителя - что он хочет, какие характеристики предпочитает и считает необходимыми.
При анализе токарного металлорежущего инструмента, представленного на рынке, встал вопрос: а все ли требования потребителя учитываются производителем? Или инструмент создается, опираясь только на ГОСТы?
Для реализации этого подхода на этапе проектирования продукции существует инструмент управления качеством QFD (Quality Function Deployment) или Дом качества.
Анализ публикаций по теме применения QFD показал, что самыми распространенными сферами использования инструмента являются различные отрасли машиностроение. Например, в статье [1] описан процесс проектирования и разработки вертикального авиационного кресла с применением инструмента QFD. Авторы определили требования потребителей к вертикальной конструкции кресла для стоячей кабины самолета и связали их с техническими характеристиками устройства.
Лаптев Н. И. с соавторами [3] в статье «Развитие методологии QFD на примере производства удлинённых кумулятивных зарядов» демонстрируют, как за счёт использования методологии решаются задачи постоянного отслеживания уровня спроса, определения связи между требованиями потребителя и характеристиками удлинённых кумулятивных зарядов (УКЗ), анализа уровня качества продукции конкурентов, определения направления развития УКЗ, основываясь на анализе требований потребителя и/или позиций организации на рынке.
Фирсов А.С. в своей статье [4] использует инструмент QFD для нахождения оптимальных значений инженерных характеристик, чтобы задать значения для последующего автоматизированного составления технического задания на разрабатываемый металлорежущий станок ещё на ранних стадиях его проектирования.
Также методология QFD используется и в других сферах, например общественного питания [5, 11], медицине [7], для решения острых социальных проблем [10], банковской сфере [6], образовании [8].
Информации об использовании методологии QFD применительно к металлорежущим инструментам обнаружено не было.
Таким образом, использование методологии QFD поможет производителю при разработке или проектировании продукции, организации и проектировании услуг или определения уровня конкурентоспособности уже существующих продуктов и услуг. Это позволяет оценить требования потребителя и верно определить характеристики продукции или услуг, способные их удовлетворить. Методология помогает сокращать «барьеры» меду потребителем и производителем, позволив первому услышать желание второго. В современном мире это необходимо для того, чтобы создать процесс или услугу, пользующуюся высоким спросом на рынке.
МЕТОДИКА ИССЛЕДОВАНИЙ
В развернутом виде методология QFD имеет четыре (фазы) процесса проведения. В данной работе мы рассматривали только первую фазу, включающую в себя идентификацию целей по качеству, проектирование и развитие изделия. Стоит учитывать тот аспект, что методология универсальна для различных видов продукции и услуг, но, несмотря на это, она требует адаптации под каждый вид продукции [9].
Начальным этапом построения дома качества является сбор характеристик, которые потребитель считает важными в продукте. Для определения характеристик потребителя необходимо провести опрос экспертов, профессионалов в области эксплуатации токарных режущих инструментов. Опрос проводился по требованиям к инструменту для чистовой и черновой обработки.
В первую очередь был организован опрос экспертов в виде открытого анкетирования, о том какими характеристиками должен обладать идеальный для них токарный резец по видам обработки.
В результате получили список из 24 характеристик инструмента для черновой и чистовой обработки.
На основе полученных данных была создана анкета с целью получения информации о характеристиках инструмента и ранжирования их по важности. Она содержит закрытые вопросы, и ее фрагмент представлен на рис.1.
После этого был проведен опрос экспертов данной области, а полученные результаты сведены в таблицы 1,2.
ЗАКРЫТАЯ АНКЕТА ОПРОСА ПОТРЕБИТЕЛЕЙ
ЧЕРНОВАЯ ОБРАБОТКА
-
1. Необходимо ли вам надежное крепление инструмента на станке-’ а. Да, при любых . словнях
-
Ъ. Да. при больших скоростях резания
-
с. Нет
-
2. Важна ли ятя вас возможность быстрой смены резца'1 а Да
-
3. Важна ли для вас возможность быстрой смены пластины'1 а- Да
Ъ Нет
Ъ Нет.
-
4 Необходимо ли вам, чтобы форма державки обеспечивала быстрое снятие установку резца на станок0
-
5. Допустим ли для вас износ конструктивных элементов стружкой’’ а Да
-
6. Важно ли для вас налжчие максимального количества режущих граней3 а Да
-
7. Важно ли для вас дробление стружки3 а Да пусть срезается элементная стружка Ъ. Да пусть срезается стружка надлома С. Да вид стружка не важен
-
4. Нет, пусть срезается суставчатая стружка
а Да Ъ. Нет
Ъ. Нет.
Ь. Нет
е. Нет. пусть срезается сливная стружка
(. Нет, вид стружки не важен
S. Необходимо ли вам. чтобы инструмент был универсален в обработке различных групп материалов 3
а Да Ъ. Нет.
-
9 Необходимо ли вам. чтобы инструмент был мниверсален по видам обработки (торцевая, проходная и тд)?
а- Да Ъ. Нет.
-
10 Важно ли вам чтобы мнстрх'мент обеспечивал фаску в 45е?
Рис. 1. Фрагмент анкеты опроса потребителей токарных резцов
В таблице цветом указан ранг характеристики, на основании опроса потребителей, в зависимости от количества ответов «Да» среди всех полученных результатов.
Ранжирование по цвету определяет важность характеристики:
-
- Наиболее важная характеристика
-
- Особо важная характеристика
-
- Важная характеристика
-
- Характеристика средней важности
-
- Не особо важная характеристика
-
- Не важная характеристика
Также для каждой характеристики был рассчитан коэффициент весомости по формуле:
К= д/Д, где Д- общее количество ответов «Да» по всем характеристикам;
д- количество ответов «Да» характеристики, для которой рассчитывается коэффициент.
В результате анкетирования было определено, что все характеристики, представленные в закрытом анкетировании важны для потребителя, так как единогласного «Нет» не было ни у одной позиции. Определили ранг и значение весомости каждой характеристики, как для чистовой, так и для черновой обработки.
Таблица 1. Итог ранжирования характеристик инструмента для черновой обработки
|
Черноваяо бработка |
||
|
1 |
3. Быстрая смена пластины |
0,0594 |
|
2 |
10. Универсальность инструмента по различным видам операций |
0,0594 |
|
3 |
16. Максимальная производительность |
0,0594 |
|
4 |
18. Максимальная стойкость |
0,0594 |
|
5 |
1. Надёжное крепление инструмента на станке (в резцедержателе) |
0,0594 |
|
6 |
23. Идентификация резца на корпусе или тубусе для хранения |
0,0594 |
|
7 |
2. Быстрая смена резца |
0,0495 |
|
8 |
4. Быстрое снятие/установка резца на станок |
0,0495 |
|
9 |
5. Закрепление пластины без использования доп. инструментов |
0,0495 |
|
10 |
12. Инструмент обеспечивает фаску 45° |
0,0495 |
|
11 |
14. Инструмент обрабатывает поверхности высокой твёрдости |
0,0495 |
|
12 |
15. Большие подачи |
0,0495 |
|
13 |
7. Максимальное количество режущих граней |
0,0396 |
|
14 |
8. Дробление стружки |
0,0396 |
|
15 |
11. Универсальность державки |
0,0396 |
|
16 |
13. Создание уступов инструментом |
0,0396 |
|
17 |
19. Низкая стоимость |
0,0396 |
|
18 |
9. Универсальность инструмента при обработке различных групп материалов |
0,0297 |
|
19 |
20. Использование двухсторонней пластины |
0,0297 |
|
20 |
22. Индикация износа |
0,0297 |
|
21 |
17. Инструмент обеспечивает срез минимум толщиной 4мм |
0,0198 |
|
22 |
24. Система хранения в виде тубуса или бокса |
0,0198 |
|
23 |
6. Износ конструктивных элементов стружкой |
0,0099 |
|
24 |
21. Аникоррозионное покрытие на корпусе инструмента |
0,0099 |
Таблица 2. Итог ранжирования характеристик инструмента для чистовой обработки
|
Чистовая обработка |
||
|
1 |
20. Шероховатость до Ra=0.8 |
0,0600 |
|
2 |
22. Максимальная стойкость |
0,0600 |
|
3 |
24. Максимальная производительность |
0,0600 |
|
4 |
14. Идентификация резца на корпусе или тубусе для хранения |
0,0600 |
|
5 |
1. Износ конструктивных элементов стружкой |
0,0600 |
|
6 |
7. Индикация износа |
0,0500 |
|
7 |
13. Закрепление пластины без использования доп. инструментов |
0,0500 |
|
8 |
17. Создание уступов инструментом |
0,0500 |
|
9 |
18. Инструмент обрабатывает поверхности высокой твёрдости |
0,0500 |
|
10 |
19. Заданная точность результата |
0,0500 |
|
11 |
21. Быстрая смена пластины |
0,0500 |
|
12 |
2. Надёжное крепление инструмента на станке (в резцедержателе) |
0,0500 |
|
13 |
11. Наличие рекомендаций к режимам обработке |
0,0500 |
|
14 |
4. Максимальное количество режущих граней |
0,0400 |
|
15 |
12. Система хранения в виде тубуса или бокса |
0,0400 |
|
16 |
23. Низкая стоимость |
0,0400 |
|
17 |
25. Большие подачи |
0,0400 |
|
18 |
10. Скорость смены и поворота пластины |
0,0300 |
|
19 |
16. Получение инструментом фаски торцеванием |
0,0300 |
|
20 |
3. Быстрая смена резца |
0,0200 |
|
21 |
5. Использование двухсторонней пластины |
0,0200 |
|
22 |
8. Наличие виброгасителя |
0,0200 |
|
23 |
6. Инструмент обеспечивает срез минимум толщиной 4мм |
0,0100 |
|
24 |
9. Аникоррозионное покрытие на корпусе инструмента |
0,0100 |
ПОСТРОЕНИЕ ДОМА КАЧЕСТВА
На первом этапе с помощью матричной диаграммы необходимо перевести желания потребителя в технические характеристики изделия. Конечным результатом первой фазы является определение важнейших характеристик продукции, соответствующих ожиданиям потребителя и обеспечивающих его конкурентоспособность на рынке.
Так как с помощью анкетирования уже определились требования потребителя, далее необходимо определить технические характеристики инструмента, используя международные стандарты и ГОСТы, на которые опираются разработчики при создании продукта. В общей сложности было проанализировано 30 стандартов, но основным источником характеристик режущего инструмента является ГОСТ Р 54133-2010/ISO/TS 13399-2:2005. В нём наиболее полно перечислены характеристики токарного режущего инструмента.
В результате был составлен список из 62 пунктов, всех определенных технических характеристик, который в результате объединения и укрупнения некоторых пунктов сократился до 23 характеристик.
После определения технических характеристик и желаний потребителя был проведен этап определения связи между ними. В матрице связь обозначается: □ - сильная связь; О - сред- няя связь; ∆ – слабая связь; если связь отсутствует – обозначение не ставится.
В результате были построены матрицы взаимосвязи потребительских и технических характеристик для чистового и чернового токарного режущего инструмента (рис. 2,3).
Следующий этап – это построение «крыши» Дома Качества. Этот этап очень важен, так как на нём создаётся корреляционная матрица для выявления положительных или отрицательных связей между техническими характеристиками. Так как технические характеристики и для чернового, и для чистового токарного режущего инструмента были определены общие, значит и «Крыша» дома будет одинаковой.
Связь между характеристиками может быть положительной, когда при улучшении одного параметра, улучшается второй. И отрицательной, когда при улучшении одного параметра второй ухудшается. Для обозначения положительной связи был принят знак «+», отрицательной «-», при отсутствии связи знак не ставится. Знак ставится на пересечении двух характеристик. Полученная матрица представлена на рисунке 4.
Далее необходимо определить направления улучшений для каждой характеристики в виде стрелки, направленной вверх, если улучшение положительное и вниз, если отрицательное. Результаты оценки представлены на рис. 5,6, для черновой и чистой обработки соответственно.
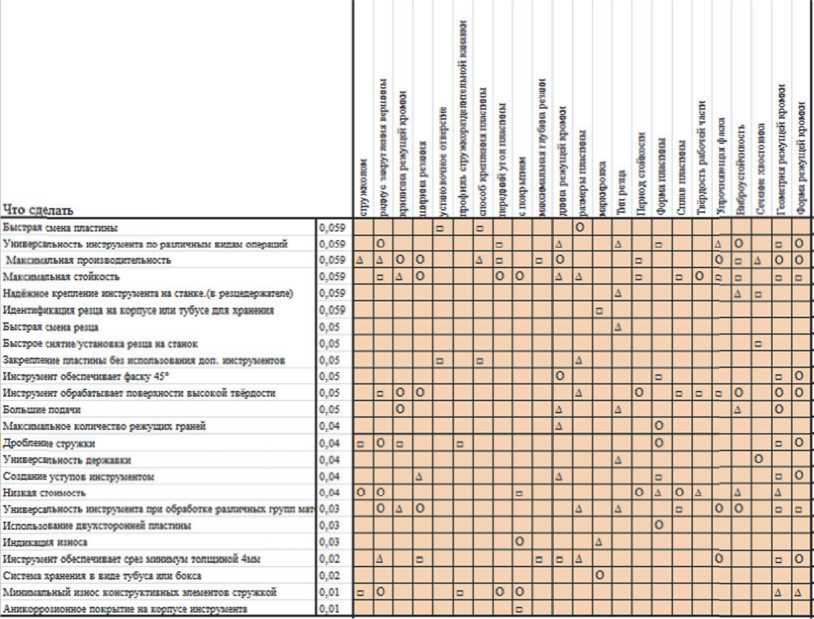
Рис. 2. Матрица определения взаимосвязи потребительских и технических характеристик чернового токарного режущего инструмента
Шероховатость ДО RasO, 8 Максимальная стойкость максимальная производительность идентификация резца на корпусе ми тубусе для хранения Минимальный износ конструктивных элементов стружкой индикация износа
Закрепление пластины без исго^-ьзовэния дол. иктру ментов Создание уступов ин струментом инструмент обрабатывает поверхности высокой твёрдости Заданная точность рез ультата Бы стра я сме-э пластины надёжное крепление инструмента на станкеДв резцедержателе) наличие рекомендаций к режимам обработки Максимальное количество режущих г раней Система хранения в виде тубуса или бокса ь-изк а я стоимость
Большие подачи
Скорость смены и поворота пластины
Получение инструментом фаски тор^евание^^_ Быстрая смена резца использование двухсторонней пластины наличие в ибро-асите/я
Инструмент обеспечивает срез минимум толщинои4мм Аникоррозионное покрытие на коргтусе инструмента
0.06
0,06
0,06
0,06
0f05 0.05
0.05
0r05 0.05 0,05 0.05
0.05 0,04 0.04
0.04
0.04
0,03
0,03
0,02
0.02
0r02
0,01
0,01
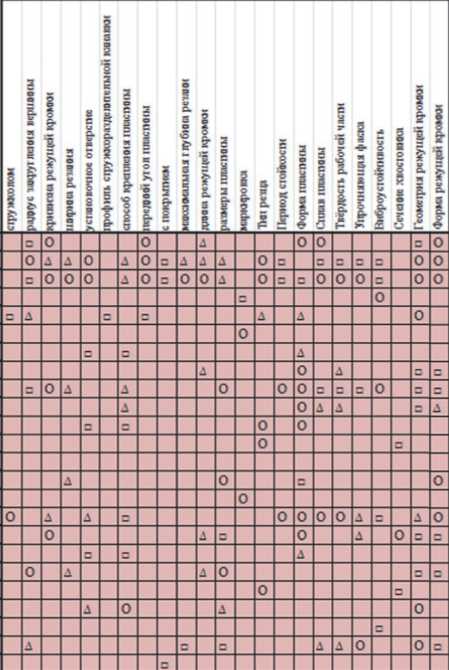
Рис. 3. Матрица определения взаимосвязи потребительских и технических характеристик чистового токарного режущего инструмента
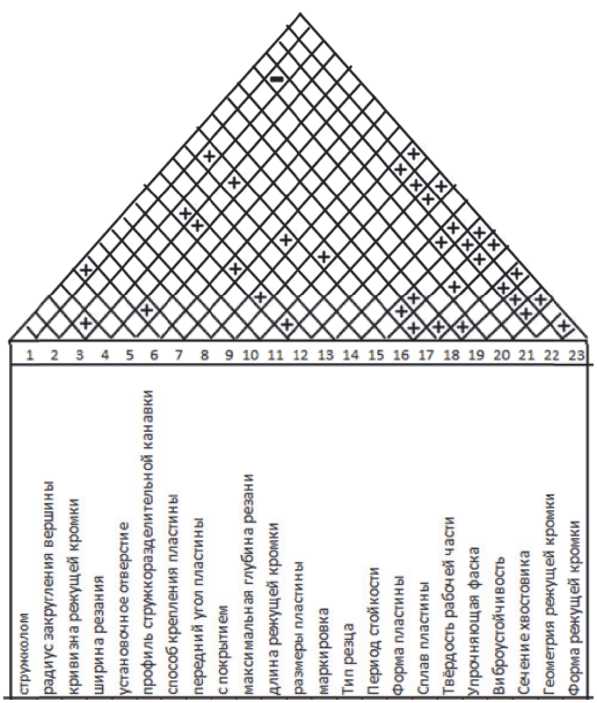
Рис. 4. Корреляционная матрица технических характеристик токарного режущего инструмента
Оценивание проводилось по системе в наличии много – хорошо (стрелка вверх), в наличии много – плохо (стрелка вниз). Некоторые характеристики имеют максимальный и минимальный предел, например, радиус закругления вершины может быть максимальный, но не должен доводить до полного округления инструмента. Характеристики с незаполненными полями слишком обширны в понятии, что создаёт проблему для их оценивания.
Следующим этапом является построение «Веранды» Дома качества. «Веранда» представляет собой потребительский бенчмаркинг или анализ конкурентов, представленный в виде матрицы. Он проводится с целью определения - насколько существующие на рынке конкуренты ориентированы на удовлетворение желаний потребителя. Были отобраны 7 наиболее распространенных компаний (как зарубежных, так и отечественных) в области производства токарного режущего инструмента:
-
• ZCC (ZHUZHOU CEMENTED CARBIDE CUTTING TOOLS) – Китай;
-
• ISCAR – Израиль;
-
• Sandvic– Швеция;
-
• Mitsubishi Carbide – Япония;
-
• Tungaloy – Япония;
-
• Walter – Германия;
-
• КЗТС ( Кировоградский Завод Твёрдых
Сплавов) – Россия.
Далее была построена матрица весомости потребительских характеристик у представленных на рынке компаний в области токарного режущего инструмента. Для анализа чернового токарного режущего инструмента были выбраны твердосплавные пластины CNMG, чистового CCMT.
Каждой компании присвоили определенное графическое обозначение, для упроще-
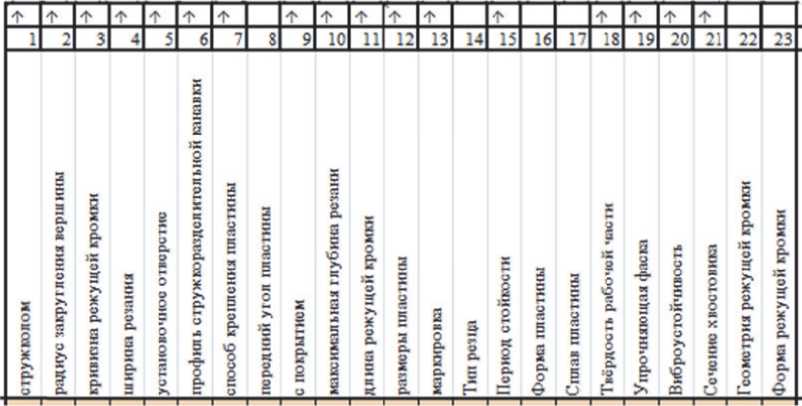
Рис. 5. Направления улучшения технических характеристик чернового токарного режущего инструмента
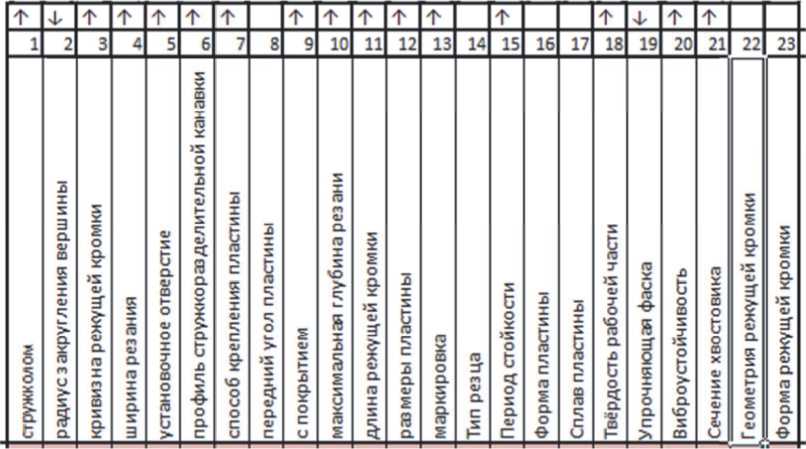
Рис. 6. Направления улучшения технических характеристик чистового токарного режущего инструмента
ния работы и более наглядного представления матрицы.
Графическое обозначение, используемое в матрице, представлено в таблице 3, каждый знак ставится в ячейке характеристики соответствия, к которой он относится. Было определено 5 видов соответствия:
-
1 – очень слабое соответствие;
-
2 – слабое соответствие;
-
3 – среднее соответствие;
-
4 – сильное соответствие;
-
5 – очень сильное соответствие.
Все обозначения одной компании были последовательно соединены одной кривой, чтобы более наглядно показать сильные и слабые стороны конкурентов относительно требуемых потребителем характеристик. Каждая компания имеет свой цвет линии (рис. 7,8).
Далее идёт этап создания «Подвала» Дома качества. Он включает в себя два пункта: опре- деление технических коэффициентов и технический бенчмаркинг.
На основе представленных выше данных был сделан расчёт весомости технических характеристик режущего инструмента. У каждой характеристики вычисляется количество связей, каждая связь имеет свой вес: □ - 9, О - 6, А - 3. Величина связи, умножается на соответствующий коэффициент весомости потребительских характеристик, и вычисляется общая сумма по всем связям технической характеристики (суммарная оценка). В результате были получены коэффициенты весомости технических характеристик токарного инструмента и определена приоритетность в процентном отношении.
Следующий пункт построения «подвала» – это технический бенчмаркинг. При его проведении сравнивался исключительно функционал и технические характеристики своего и конкурирующих продуктов. Так как список технических параметров был сильно сокращён для удобства
Таблица 3. Графическое обозначение компаний производителей токарных режущих инструментов
|
Название компании |
Обозначение |
Цвет линии |
|
ZCC |
А |
|
|
ISCAR |
□ |
|
|
Sandvic |
о |
|
|
Mitsubishi |
0 |
|
|
Tungaloy |
# |
|
|
Walter |
ф |
|
|
КЗТС |
+ |
|
1 |
2 |
3 |
4 |
5 |
|
|
Шероховатость до Ra=0 8 |
AoS^?S |
||||
|
Максимальная стойкость |
|||||
|
Максимальная производительность |
JdCX ? <14 |
||||
|
Идентификация резца на корпусе или тубусе для хранения |
— |
||||
|
Минимальный износ конструктивных элементов стружкой |
LesSc^- |
||||
|
Индикация износа |
|||||
|
Закрепление пластины без использования доп. инструментов |
|||||
|
Создание уступов инструментом |
АорАк'Ь^ |
||||
|
Инструмент обрабатывает поверхности высокой твёрдости |
|||||
|
Заданная точность результата |
|||||
|
Быстрая смена пластины |
|||||
|
Надёжное крепление инструмента на станке.(в резцедержателе) |
iiJA^ V AU< |
||||
|
Наличие рекомендаций к режимам обработки |
|||||
|
Максимальное количество режущих граней |
|||||
|
Система хранения в виде тубуса или бокса |
Bt rc^-^ |
||||
|
Низкая стоимость |
|||||
|
Большие подачи |
|||||
|
Скорость смены и поворота пластины |
|||||
|
Получение инструментом фаски торцеванием |
|||||
|
Быстрая смена резца |
|||||
|
Использование двухсторонней пластины |
|||||
|
Наличие виброгасителя |
|||||
|
Инструмент обеспечивает срез минимум толщиной 4мм |
5^SS |
||||
|
Аникоррозионное покрытие на корпусе инструмента |
|||||
Рис. 8. «Веранда» Дома качества для чистового токарного режущего инструмента
|
1 |
2 |
з |
4 |
5 |
|
|
Быстрая смена пластины |
|||||
|
Универсальность инструмента по различным видам операций |
|||||
|
Максимальная производительность |
|||||
|
Максимальная стойкость |
|||||
|
Надёжное крепление инструмента на станке.(в резцедержателе) |
|||||
|
Идентификация резца на корпусе или тубусе для хранения |
|||||
|
Быстрая смена резца |
|||||
|
Быстрое снятиеустановка резца на станок |
|||||
|
Закрепление пластины без использования доп, инструментов |
|||||
|
Инструмент обеспечивает фаску 45° |
|||||
|
Инструмент обрабатывает поверхности высокой твёрдости |
—— |
||||
|
Большие подачи |
|||||
|
Максимальное количество режущих граней |
|||||
|
Дробление стружки |
|||||
|
Универсальность державки |
|||||
|
Создание уступов инструментом |
|||||
|
Низкая стоимость |
|||||
|
Универсальность инструмента при обработке различных групп материалов Использование двухсторонней пластины |
|||||
|
Инструмент обеспечивает срез минимум толщиной 4мм Система хранения в виде тубуса или бокса |
|||||
|
Минимальный износ конструктивных элементов стружкой |
|||||
|
Аникоррозионное покрытие на корпусе инструмента |
А ^ОУ йЙ |
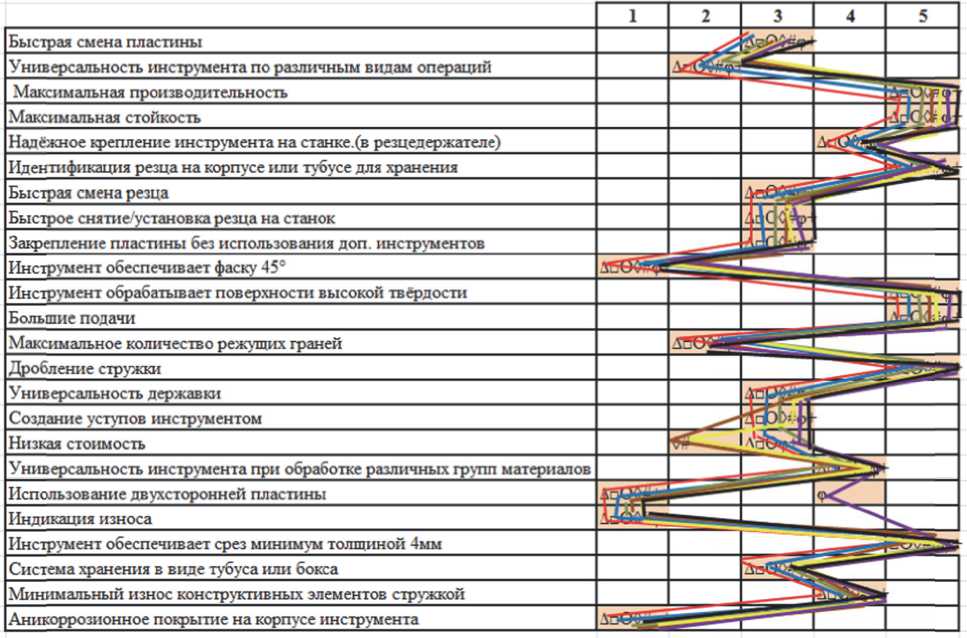
Рис. 7. «Веранда» Дома качества для чернового токарного режущего инструмента
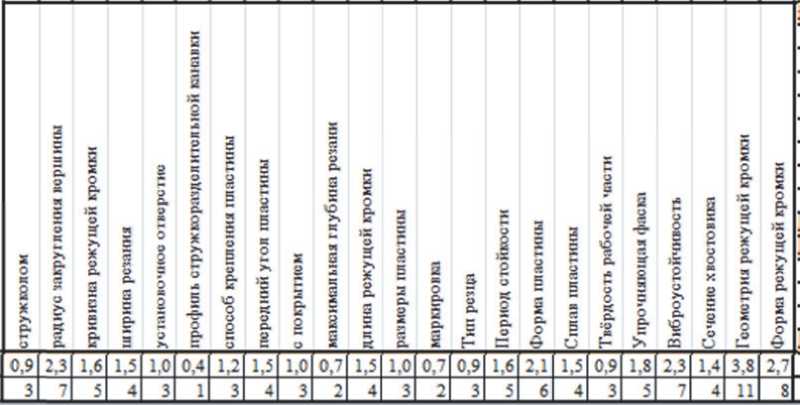
Рис. 9. Коэффициенты весомости технических характеристик чернового токарного режущего инструмента
построения Дома качества, поэтому не все характеристики могут быть переведены в измеряемые. Оценка проводилась качественно по системе соответствует/несоответствует.
При проведении потребительского анализа для каждой компании использовались графические обозначения, представленные в таблице 2. Полученные данные для чернового токарного режущего инструмента представлены на рисунке 11, для чистового - на рисунке 12.
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Таким образом, все этапы построения «Дома качества» были проведены, результаты были скомпонованы в общую матрицу для токарного режущего инструмента для черновой и чистовой обработки (рис.13, 14).
В результате построения Дома качества определен «голос потребителя» с учетом весомости каждого требования. Были проанали-
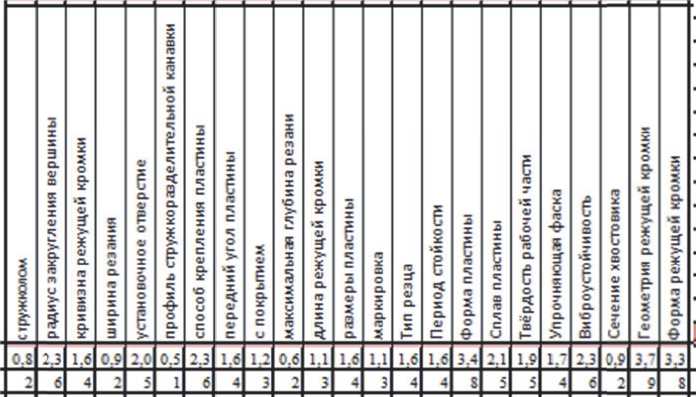
Рис. 10. Коэффициенты весомости технических характеристик чистового токарного режущего инструмента
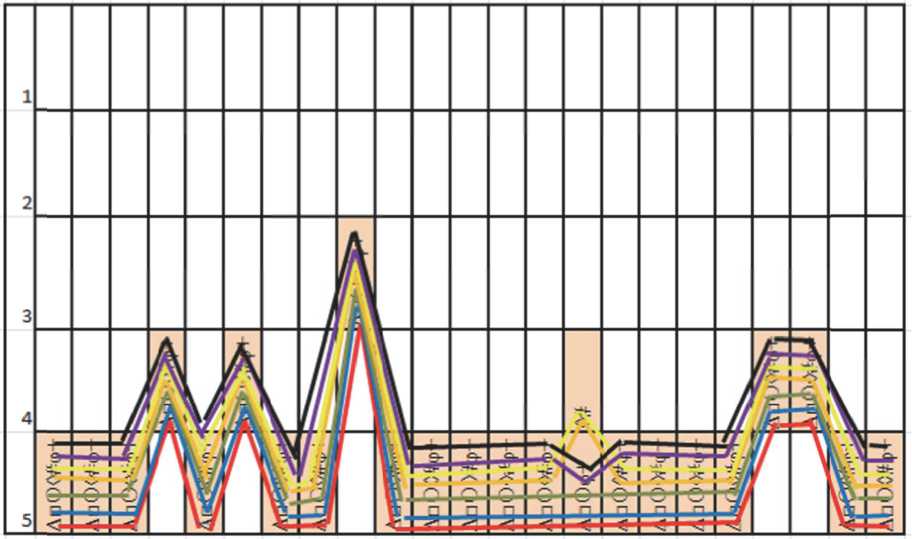
Рис. 11. Бенчмаркинг технических характеристик токарного режущего инструмента для черновой обработки
зированы 30 международных и национальных стандартов и определены 23 технических характеристик токарных режущих инструментов.
При определении взаимосвязи между техническими характеристиками выявлено, что таким параметрам, как «Ширина резания», «Максимальная глубина резания», «Размеры пластины», свойственно положительное направление улучшения, но всё же их наличие имеет большее значение при черновой обработке, чем при чистовой.
Матрица весомости потребительских характеристик у представленных на рынке компаний, производящих металлорежущий инструмент показывает (рис. 7), что требование с мини- мальным соответствием является: «Инструмент обеспечивает фаску 45°», «Использование двухсторонней пластины» и «Индикация износа». Также стоит отметить что, пункты «Инструмент обеспечивает фаску 45°» и «Создание уступов инструментов» для чернового резца друг друга исключающие характеристики. Инструмент может воспроизводить обе, но это уже относится к возможностям оборудования. В случае чистового режущего инструмента матрица показала, что самыми слабыми характеристиками являются «Индикация износа» и «Антикоррозионное покрытие инструмента». Производитель не применяет антикоррозионное покрытие, считая, что при регулярном использовании сма-
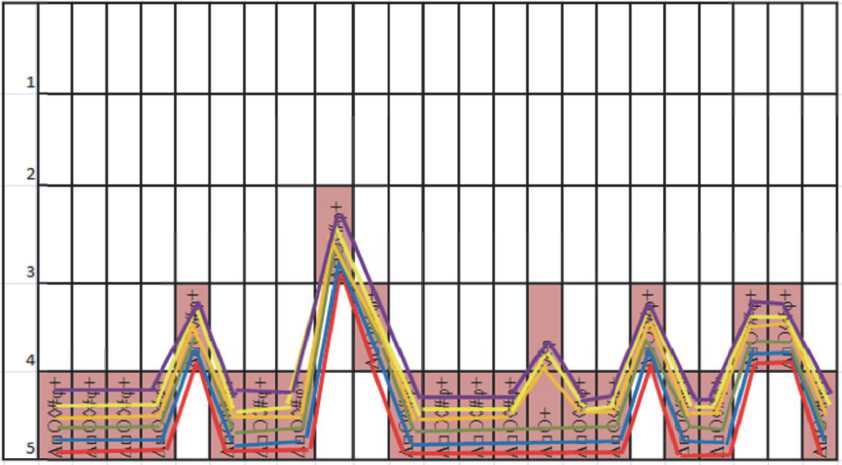
Рис. 12. Бенчмаркинг технических характеристик токарного режущего инструмента для чистовой обработки
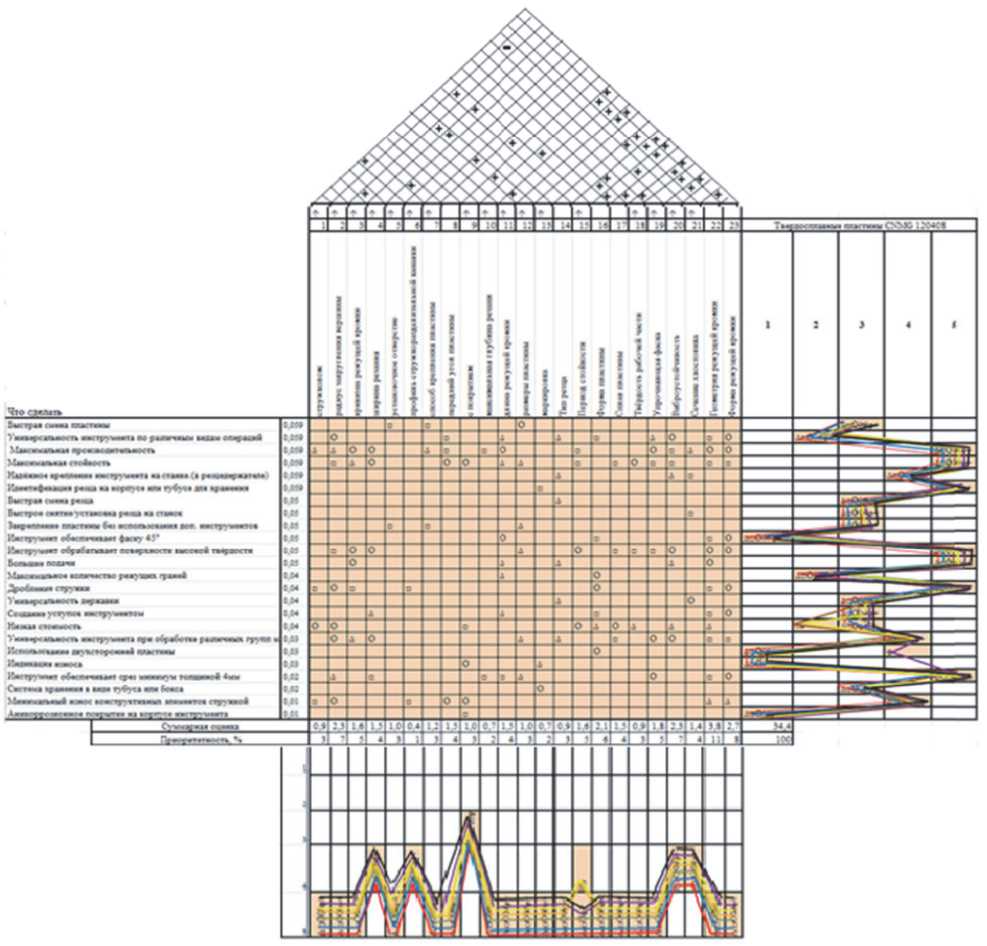
Рис. 13. Дом качества токарного режущего инструмента для черновой обработки
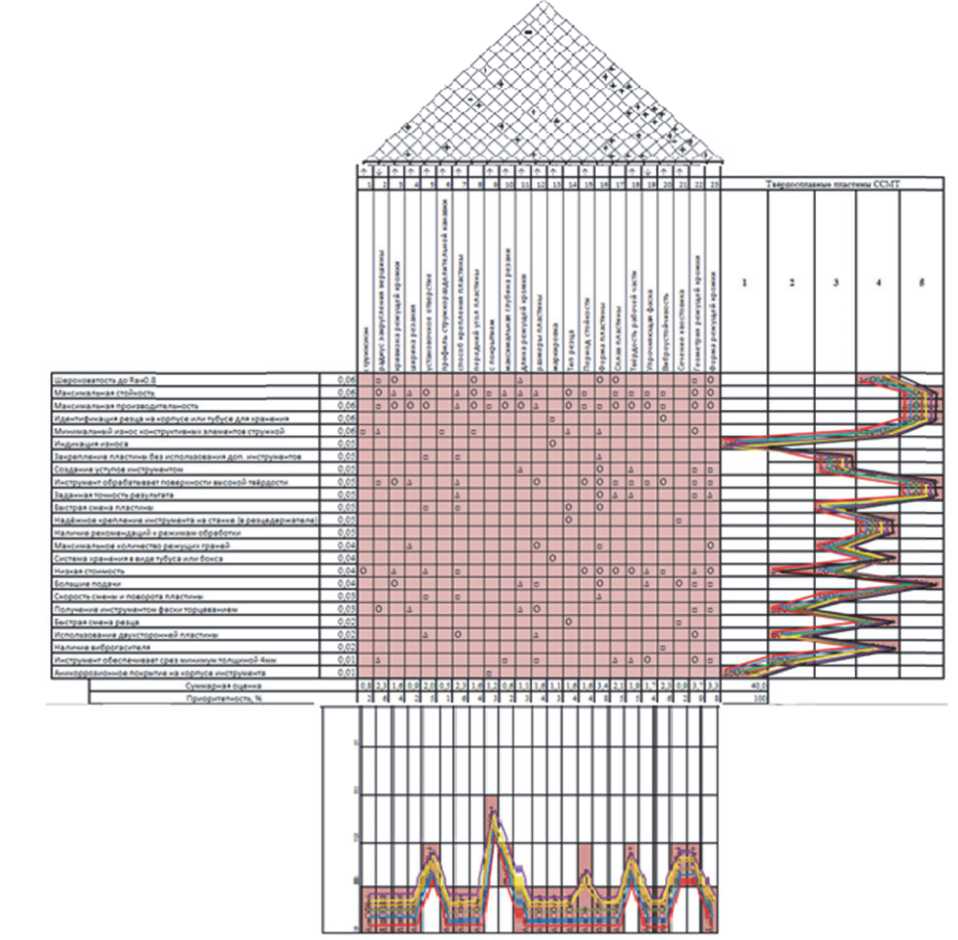
Рис. 14. Дом качества токарного режущего инструмента для чистовой обработки
зочно-охлаждающей жидкости, при обработке не даёт инструменту подвергаться коррозии. В следствие эта операция является лишними затратами организации. В итоге, в обоих случаях данные демонстрируют, что у конкурентов есть характеристики, на которых они не акцентируют внимание. Но при этом потребитель считает их важными при выборе токарного режущего инструмента.
В результате проведенного бенчмаркинга можно сделать что почти все технические характеристики как для черновой, так и для чистовой обработки, максимально исполнены конкурентами, не считая характеристики «Покрытие».
ЗАКЛЮЧЕНИЕ
В работе рассмотрено использование методологии QFD для токарного металлорежущего инструмента черновой и чистовой обработ- ки. Был разработан Дом качества первой фазы «Планирования продукции». В процессе работы осуществлялось построение Дома качества по токарному режущему инструменту для черновой и чистовой обработки. Выполнялись последовательно этапы сбора потребительских характеристик, технических характеристик, определения взаимосвязей между ними, а также создания корреляционной матрицы для определения положительной/отрицательной взаимосвязи между техническими характеристиками, потребительский и технический бенчмаркинг.
В результате были выявлены основные технические характеристики на которые стоит ставить в приоритет производителю:
-
• Радиус закругления вершины
-
• Период стойкости
-
• Виброустойчивость
-
• Геометрия режущей кромки
-
• Форма режущей кромки
Производителям стоит организовать исследования по созданию инструмента с характеристиками индикация износа, крепление пластины без дополнительных инструментов, а также пересмотреть возможность антикоррозионного покрытия.
Список литературы Применение методики QFD для стандартизации параметров металлорежущего инструмента
- Dasuki N.M., Romli F.I. Quality Function Deployment for New Standing Cabin Concept of Commercial Transport Aircraft // Journal of Mechanical Engineering. 2018. № SI 5(2). C. 247-257.
- Кушнир В.И. Опыт внедрения статистических методов управления качеством в системе TechnologiCS [Электронный ресурс]. URL: https://development.csoft.ru/support/articles/cm_17_technologics.html (дата обращения: 30.01.2020).
- Лаптев Н.И. [и др.]. Развитие Методологии QFD на примере производства удлинённых кумулятивных зарядов // Известия Самарского научного центра Российской академии наук. 2016. Т.18. № 4. C. 53-57.
- Фирсов А.С. QFD-метод макропроектирования металлорежущих станков // Вестник Витебского государственного технологического университета. 2003. № 5. C. 72-77.
- Chen K.-J. [и др.]. Integrating Refined Kano Model and QFD for Service Quality Improvement in Healthy Fast-Food Chain Restaurants // International Journal of Environmental Research and Public Health. 2018. № 7 (15). C. 1310.
