Применение наводороженных титановых порошков для получения вакуумным спеканием пористых покрытий на хирургических имплантатах

Автор: Астанин В.В., Каюмова Э.З., Никитин В.В., Фархетдинов А.И.
Журнал: Российский журнал биомеханики @journal-biomech
Статья в выпуске: 1 (67) т.19, 2015 года.
Бесплатный доступ
Успех применения металлических материалов в ортопедии и травматологии во многом зависит от характера взаимодействия имплантата с живой костной тканью организма. На основе литературных данных определено, что шероховатая поверхность медицинских имплантатов оказывает благоприятное влияние на остеоинтеграционные процессы. Наилучшие результаты отмечаются для поверхностей с регламентированной пористостью. Но шероховатость и пористость поверхности отрицательно влияют на усталостную прочность при циклических нагрузках. Исследования разрушенных имплантатов, предоставленных практикующими травматологами-ортопедами, показали, что во всех случаях разрушения носят усталостный характер. Неровности на поверхности имплантатов играют роль концентраторов напряжений и стимулируют образование усталостных трещин. Следовательно, для устранения противоречий между требованиями остеоинтеграции и усталостной прочностью необходимо получить оптимальную структуру поверхности. Методом математического моделирования проведена оценка концентрации напряжений для различных форм шероховатости поверхности и определена структура поверхности титановых имплантатов, наименее предрасположенная к зарождению усталостных трещин. В результате предложен метод получения такой поверхности, заключающийся в вакуумном диффузионном спекании порошков с гладкой поверхностью основания имплантата. Подробно рассмотрено влияние температуры и времени спекания на получение пористой поверхности. Более того, экспериментально получены данные о положительном влиянии водорода, содержащегося в порошке, на процесс спекания. Исходя из литературных данных о прочности соединения имплантата с костной тканью, в работе проведен расчет необходимой относительной площади, занятой перешейками между частицами порошка и основанием имплантата. Выявлены температурно-временные режимы, способствующие формированию регламентированной структуры поверхности.
Имплантат, усталость материала, метод конечных элементов, шероховатость поверхности, диффузионное спекание
Короткий адрес: https://sciup.org/146216161
IDR: 146216161 | УДК: 669.295.5:621.762:61
Текст научной статьи Применение наводороженных титановых порошков для получения вакуумным спеканием пористых покрытий на хирургических имплантатах
Современная ортопедия и хирургия предъявляют высокие требования к применяемым в протезировании металлическим материалам: экстремальной химической инертности, биологической совместимости с живыми тканями, высокого
Астанин Владимир Васильевич, д.ф.-м.н., профессор кафедры материаловедения и физики металлов, Уфа Каюмова Эльвира Зинфировна, аспирант кафедры материаловедения и физики металлов, Уфа Никитин Валентин Викторович, д.м.н., профессор кафедры травматологии и ортопедии, Уфа Фархетдинов Айрат Илдарович, студент кафедры материаловедения и физики металлов, Уфа уровня механических свойств и надежности. Только такой подход позволит избегать различного рода послеоперационных осложнений и повторных операций в случае абсцессов, коррозии или разрушения имплантатов [5]. Особенно высокие требования предъявляются к имплантатам, предназначенным для остеоинтеграции, когда имплантат устанавливается на длительный срок или пожизненно.
В современной медицине в качестве материалов для изготовления имплантатов широко используются титан и его сплавы благодаря высокой коррозионной стойкости, малому удельному весу, высокой прочности и низкому модулю упругости [2, 6, 7], приближенному к свойствам кости, что обеспечивает механическую совместимость.
С целью повышения потребительских свойств медицинских материалов, в том числе имплантатов для травматологии и ортопедии, применяют различные виды обработки поверхности, в частности, используется метод порошковой металлургии для нанесения пористых покрытий [4]. Пористая структура поверхности позволяет увеличить площадь взаимодействия имплантата с костной тканью и повышает прочность соединения. На процесс остеоинтеграции, в случае пористой поверхности имплантата, большое влияние оказывают форма и размеры пор. В работе [4] исследовали способность врастания костных тканей в пористые имплантаты из сферических и губчатых порошков титана. Авторы отмечают, что к поверхности губчатых порошков титана костные ткани прирастают плотно, а от гладкой поверхности сферической частицы легко отслаиваются. Но, как известно, пористые поверхности могут провоцировать усталостные разрушения.
Усталостное разрушение является одной из важных проблем при эксплуатации имплантатов. Установленные на длительный срок имплантаты в процессе движения тела испытывают многократные циклические нагрузки, а нахождение металлических материалов длительное время в жидкой солевой среде провоцирует зарождение усталостных трещин на поверхности.
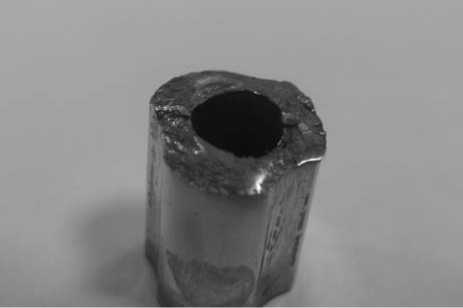
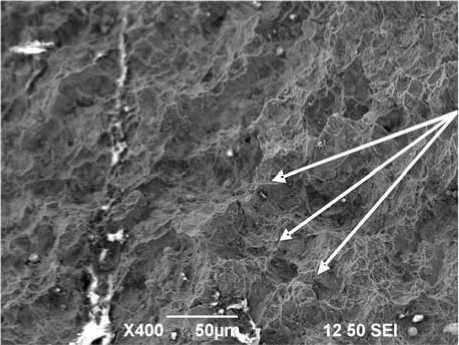
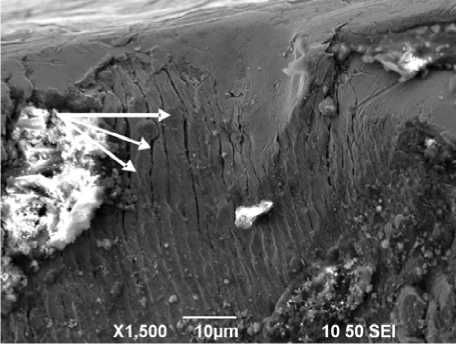
На рис. 1 приведены пример усталостного разрушения ортопедических имплантатов и микроструктура поверхности изломов. Исследование изломов показало, что независимо от материала имплантата причиной разрушения является усталость материала. Стрелками показаны бороздки, характерные для усталостного разрушения.
Таким образом, к состоянию поверхности имплантата возникают взаимоисключающие требования: с одной стороны, развитая шероховатость и пористость, с другой – стойкость к зарождению усталостных трещин, которые при изгибных нагрузках обычно возникают на шероховатых поверхостях. Решением проблемы может стать получение специальной формы шероховатости, минимизирующей концентрацию напряжений на поверхности.
В настоящей работе методом математического моделирования проведена оценка концентрации напряжений для различных форм шероховатости, а затем предложен путь для получения оптимальной структуры поверхности.
Моделирование и расчет механических напряжений
Для определения влияния различной формы шероховатости поверхности на распределение и на величину напряжений при изгибе использовали математическое моделирование методом конечных элементов с помощью пакета ANSYS . Приложенная нагрузка на образцы (50 Н), как и прочие условия, были одинаковыми.
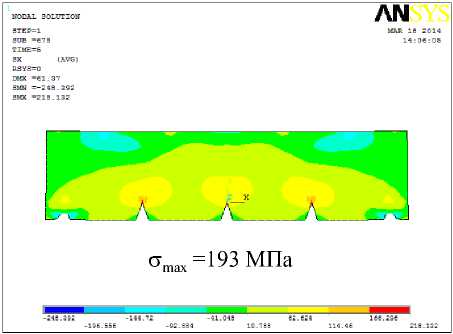
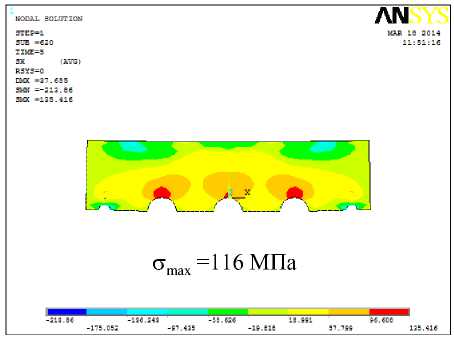
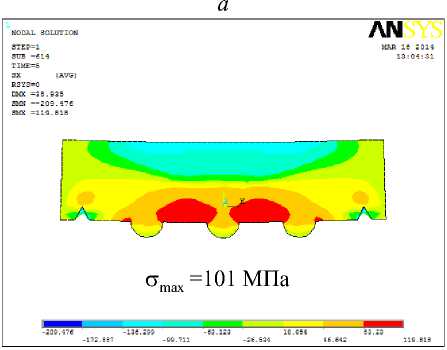
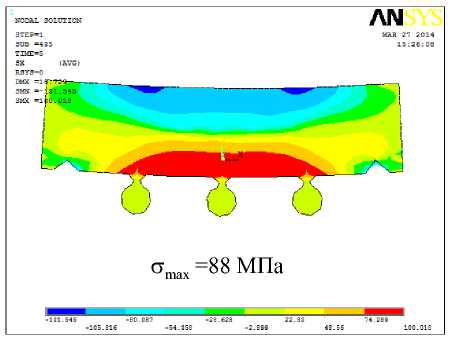
На рис. 2 представлено распределение напряжений σ х , оказывающих наибольшее влияние на зарождение усталостных трещин. Анализ результатов моделирования показал, что наименьшее значение концентрации напряжений создают грибовидные наросты на поверхности (рис. 2, г ). Следовательно, оптимальную форму

а
б
в
Рис. 1. Усталостное разрушение медицинских имплантатов из титанового сплава Ti-6Al-4V (ВТ6) ( а ); нержавеющей стали 316L (03Х17Н14М3) ( б ) и микроструктура изломов ( в , г ) соответственно
г
шероховатости могут придать частицы, соединенные перешейком с основанием имплантата. В то же время этот вид поверхности должен обладать достаточной прочностью на срез, что определяется прочностью материала, количеством наростов на единицу площади поверхности и диаметром перешейков.
P т= ,--[4 (1)
n • F где P – нагрузка, Н; n – количество перемычек; F – площадь поперечного сечения перешейка, мм2, в предположении, что его форма в сечении круглая, F =πd²/4.
В работе [4] показано, что достаточная прочность соединения имплантата с костной тканью соответствует напряжению среза 27 Н/мм2. Учитывая среднее значение предела прочности технически чистого титана 353 МПа, получим допустимое напряжение на срез перешейков: [т] < 0,6, ст В = 212 МПа. Отсюда относительная площадь, занятая перешейками, должна быть не менее 12,8 %.
Подобного вида структуру можно получить путем диффузионного спекания порошков с гладкой поверхностью основания имплантата. При этом необходимо получить определенный размер и форму пор, перешейков и других элементов структуры. Регулировать эти параметры можно подбором температуры и времени спекания. Однако следует учитывать, что чрезмерное увеличение температуры и времени выдержки приводит к огрублению микроструктуры основания и, как следствие, к снижению усталостной прочности [1]. Известно, что улучшить результат диффузионной сварки можно за счет предварительного растворения в титане
б
в г
Рис. 2. Напряженное состояние образцов с различной шероховатостью поверхности (внизу дана цветовая шкала величин эквивалентных напряжений, МПа)
некоторого количества водорода [3]. С этой целью проведены эксперименты по диффузионному спеканию титановых порошков, в том числе содержащих водород, с образцами из титанового сплава.
Материал и методика исследований
Эксперименты по диффузионной сварке основы из титанового сплава ВТ6 с порошком титана ВТ1-0 и Ti-H проводились с помощью установки для изотермической вакуумной формовки и отжига «ФерриВатт», величина вакуума 10–5 мм рт. ст. Сварка проводилась при температурах 700, 800, 900 и 950 ºС, время выдержки при постоянном давлении составляло 2 и 4 ч, охлаждение с печью. Образцы для подложки из сплава ВТ6 имели форму пластины с размерами 17×17×3 мм. Размер частиц порошка технически чистого титана (Ti) и титана с растворенным в нем водородом (Ti-H) составлял 576 и 6 мкм соответственно. Порошок насыпался на поверхность отполированного и обезжиренного образца, а сверху придавливался плоским грузом массой 1,5 кг.
Микроструктуру в вертикальном сечении образца, запрессованного в полимер, исследовали с помощью оптического микроскопа OLYMPUS GX 51. С целью повышения контраста изображения шлифы не подвергали травлению. Относительную площадь перешейков оценивали по их относительной ширине в плоскости шлифа, что при достаточной статистике измерений вполне адекватно.
Результаты экспериментов и обсуждение
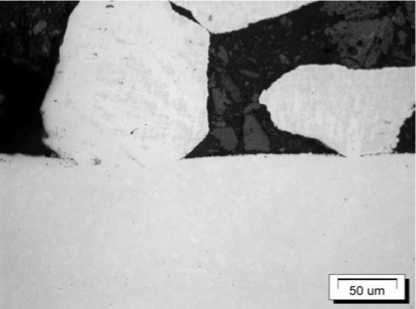
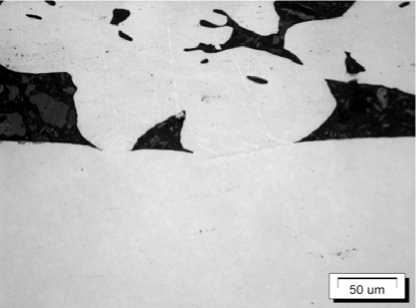
При температуре 700 ºС независимо от времени выдержки и присутствия водорода диффузионное соединение не образуется. Повышение температуры до 800 ºС и выше привело к появлению перешейков между частицами и подложкой (рис. 3), а также между самими частицами.
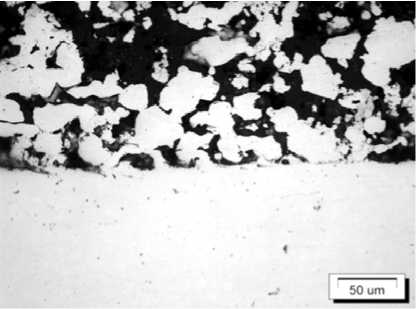
Можно выделить следующие особенности. Порошок Ti (см. рис. 3, а ) при 900 ºС (2 часа) сваривается таким образом, что в зоне контактных перешейков остаются острые краевые углы с довольно острыми вершинами. Подобная конфигурация вызывает высокую концентрацию напряжений в вершинах углов и приводит к снижению прочности соединений. Повышение времени спекания (4 часа) и температуры до 950 ºС (рис. 3, б ) несколько увеличивает радиусы закругления при вершинах краевых углов, но радикально конфигурацию не меняет.
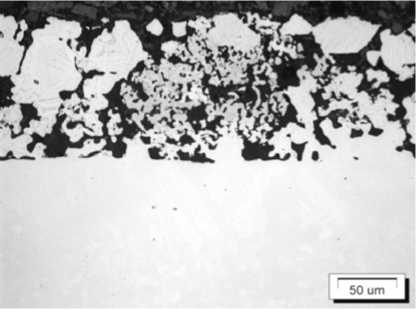
Результат существенно меняется для порошка, содержащего водород (см. рис. 3, в , г ). Краевые углы и радиусы закругления при вершинах увеличиваются. Часто встречаются тупые краевые углы и широкие перешейки. Особенно это заметно при условиях 950 ºС, 4 часа. Частицы, свариваясь между собой, образуют сплошную губку.
Режим спекания и наличие водорода влияют на относительную площадь (ширину) перешейков (таблица). Повышение температуры, как и времени спекания, увеличивает относительную ширину перешейков. Сравнивая одни и те же режимы, можно видеть, что присутствие водорода заметно влияет на эту величину.
б
в
Рис. 3. Диффузионная связь порошка Ti ( а , б ) и Ti-H ( в , г ) с основой из сплава ВТ6: а – 900 ºС, 2 ч; б – 950 ºС, 4 ч; в – 900 ºС, 2 ч; г – 950 ºС, 4 ч
г
Влияние режима спекания на относительную ширину перешейков
|
Порошок |
t , ч |
T , ºС |
Относительная ширина перешейков |
|
Ti |
2 |
800 |
0,016 |
|
900 |
0,072 |
||
|
4 |
800 |
0,008 |
|
|
900 |
0,024 |
||
|
950 |
0,044 |
||
|
Ti-H |
2 |
800 |
0,057 |
|
900 |
0,045 |
||
|
950 |
0,209 |
||
|
4 |
800 |
0,018 |
|
|
900 |
0,118 |
||
|
950 |
0,227 |
Возвращаясь к условию прочности связи с костной тканью, можно отметить, что порошок титана без водорода не обеспечивает необходимой относительной площади перешейков, для порошка Ti-H условие прочности выполняется при режимах 950 ºС, 2 часа и 4 часа.
Формирование качественного диффузионного соединения облегчается в результате усиленной водородом адгезии [3]. Причины усиления адгезии пары титан– титан не ясны в достаточной степени. Ясно, однако, что они не связаны с образованием гидридов, так как компактводородные процессы эффективны лишь при таких высоких температурах (800–950 °С), когда гидриды в титановых сплавах не образуются. Возможно, благоприятное действие водорода связано с тем, что он способствует формированию более рыхлой оксидной пленки на поверхности титана и его сплавов, а также более легкому и быстрому ее растворению. Еще одна причина может быть связана с обусловленным водородом облегчением и усилением межатомного взаимодействия атомов при контакте титана с титаном при повышенных температурах [3].
Заметим, однако, что при низких температурах водород уменьшает когезивную прочность металлов, это является одной из причин водородной хрупкости, особенно при знакопеременных нагрузках. Вакуумный отжиг удаляет водород из титана, но насколько полно и какова оптимальная концентрация водорода – эти и другие вопросы выходят за рамки данной работы и будут рассмотрены в дальнейшем.
Выводы
Наименьшее значение концентрации напряжений на поверхности основания имплантата создают грибовидные наросты, соединяющие губчатый слой с основанием и получаемые с помощью диффузионного спекания порошка.
Насыщение порошка водородом способствует получению необходимой структуры пористого слоя при температурах 900–950 ºС и времени выдержки 2–4 часа.
Список литературы Применение наводороженных титановых порошков для получения вакуумным спеканием пористых покрытий на хирургических имплантатах
- Братухин А.Т., Колачев Б.А., Садков В.В., Талалаев В.Д. Технология производства титановых самолетных конструкций. -М.: Машиностроение, 1995. -448 с.
- Забелин С.Ф., Дорожков А.А. Совершенствование технологии получения металлических имплантантов биомедицинского назначения//Ученые записки ЗабГГПУ. Серия: Физика, Математика, Техника, Технология. -2011. -№ 3. -С. 85-92.
- Ильин А.А., Колачев Б.А., Носов В.К., Мамнов А.М. Водородная технология титановых сплавов. -М.: МИСИС, 2002. -392 с.
- Ильющенко А.Ф., Савич В.В. Возможности и перспективы использования технологий порошковой металлургии, модифицирования поверхности и нанесения защитных покрытий в изделиях медицинской техники. 50 лет порошковой металлургии Беларуси. История, достижения, перспективы. -Минск, 2010. -С. 542-577.
- Ночовная Н.А., Черемушникова Е.В., Анташев В.Г. Металлические материалы для эндопротезирования/под общ. ред. академика РАН Е.Н. Каблова. -М.: ВИАМ, 2014. -72 с.
- Савич В.В., Сарока Д.И., Киселев М.Г., Макаренко М.В. Модификация поверхности титановых имплантатов и ее влияние на их физико-химические и биомеханические параметры в биологических средах. -Минск: Беларус. Навука, 2012. -244 с.
- Hudak R., Penhaker M., Majernik J. Biomedical Engineering -Technical Applications in Medicine. -Rijeka, Croatia: InTech, 2012. -432 p.
