Проблемы аттестации оборудования критических зон при производстве готовых лекарственных средств и медицинских иммунобиологических препаратов

Автор: Казьянин А.В., Орлова Е.В., Кутковой В.Б.
Журнал: Сибирский журнал клинической и экспериментальной медицины @cardiotomsk
Рубрика: Организация производства медицинских препаратов
Статья в выпуске: 2-2 т.26, 2011 года.
Бесплатный доступ
В статье представлены материалы, касающиеся аттестации комплексного технологического оборудования критических зон при производстве, как медицинских иммунобиологических препаратов, так и готовых лекарственных средств.
Оборудование, критические зоны, комплексные линии, медицинские иммунобиологические препараты
Короткий адрес: https://sciup.org/14919494
IDR: 14919494 | УДК: 615.014.24
The problem of critical zones pharmaceutical equipment attestation in manufacture of ready medical products and medical immunobiological preparations
This paper is concerned with the use of the pharmaceutical equipment in critical zones in manufacture of ready medical products and medical immunobiological preparations.
Текст научной статьи Проблемы аттестации оборудования критических зон при производстве готовых лекарственных средств и медицинских иммунобиологических препаратов
Предприятию-производителю медицинских иммунобиологических препаратов (МИБП) и готовых лекарственных средств (ГЛС) приходиться решать проблемные вопросы, связанные с аттестацией комплексных поточных линий критических зон, участвующих в финишных технологических процессах.
В настоящее время нет четких системных требований по аттестации оборудования, использующегося для про- изводства МИБП и ГЛС, все требования определяются указаниями нормативных документов – ГОСТ Р 52249, Санитарные правила СП 3.3.2.1288-03, ГОСТы серии Р ИСО [1, 2, 5]. Но в данных документах представлены общие требования к оборудованию, а на практике приходится сталкиваться с ситуациями, когда однотипное оборудование приходиться аттестовывать разными способами.
В связи с этим, целью нашей работы явилась разработка четкого алгоритма действий для решения вопросов по аттестации комплексного оборудования, используемого для производства детских вакцин, входящих в график Национального календаря прививок (АКДС-вак-цина, АДС-М-анатоксин) и готовых лекарственных средств (лидаза, кокарбоксилазы гидрохлорид).
Материал и методы
В работе использовались физико-инструментальные методы исследования для контроля параметров технологического оборудования: измерение температурного поля специальными приборами Альфалог и Технограф, измерение номинального объема препарата при помощи калиброванных шприцев. Также использовались методики выполнения измерений, рекомендуемые нормативными документами для проведения аттестационных работ – ОСТ 42-510-98, МУ 44-116 [3, 4].
зации, наполнения, сублимации и герметизации ампул объемом 2,3 мл, для производства препаратов лидазы, кокарбоксилазы гидрохлорида, даларгина.
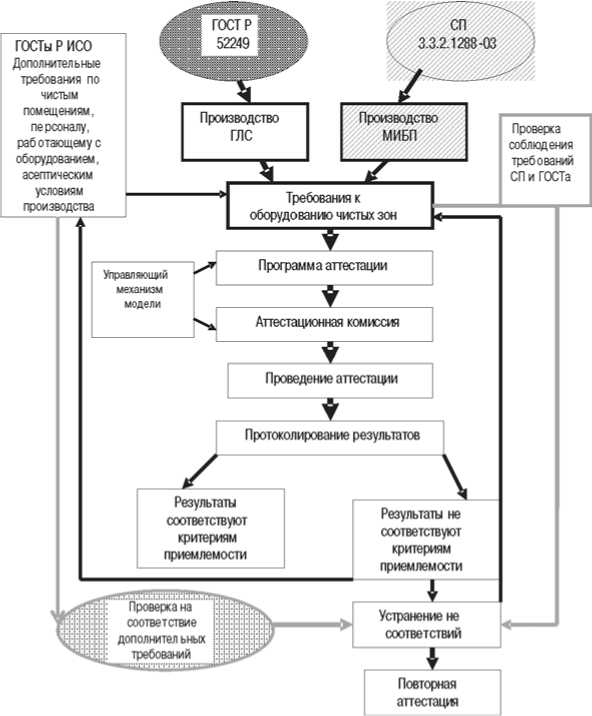
Для осуществления процесса валидации комплексного типового оборудования разработали модель алгоритма аттестации, представленную на рисунке 1.
В соответствии с разработанным алгоритмом каждую составляющую единицу оборудования комплексных линий подвергли аттестации. Большинство единиц аттес-товывали по типовым стадиям – монтаж – IQ (Installation Qualification), оснащенное состояние – OQ (Operational Qualification), функционирующее состояние PQ (Performance Qualification). В ряде случаев возникла необходимость в проведении аттестации процесса – PV (Process Validation).
Эта необходимость определялась управляющим механизмом модели – программой и комиссией по аттестации, результаты представлены в таблице.
Как видно из данных, представленных в таблице, для оборудования комплексных линий, производящих МИБП, необходимо моделирование процедуры асептического розлива.
Результаты и обсуждение
На предприятии используются 5 комплексных линий оснащенных оборудованием фирмы Роберт Бош (Германия) и Мако-фар (Италия). В составе этих линий установлено типовое моечное, разливо-запаячное и стерилизационное оборудование.
Пример состава и размещения линии по классам чистоты для производства комбинированных вакцин и анатоксинов:
-
1. Линия БОШ 2: Моечная машина RRU 3040, зона чистоты D; Стерилизационный туннель HQL-2220, зона чистоты D,С,B; Раз-ливо-запаячный комплекс ALK-3040, зона чистоты В с ламинарным модулем класса чистоты А. Линия предназначена для мойки, стерилизации, наполнения и герметизация ампул объемом 1,2 мл по методу поточного производства. Номинальная производительность линии 10 000 ампул/ ч.
-
2. Линия 5 БОШ – Макофар: Моечная машина RURE 12, класс чистоты D; Стерилизационный туннель DST 2247, класс чистоты D,С,B; Разливочный аппарат AVR-F 04, класс чистоты В, с ламинарным модулем А; Лиофильные установки ТГ-50, аппаратный зал класса чистоты С; Машина герметизации А6/FA, класс чистоты В. Номинальная производительность линии до 10 000 ампул/ч. Линия предназначена для мойки, стерили-
.1288-03
ГОСТР
'' П роверк а й соответствие дополнител ьных требований
Производство МИБП
Проверка соблюдения требований СП и ГОСТа
Устранение не соответствий
Результаты не соответствуют критериям приемлемости
ГОСТы Р ИСО Дополнительные требования по чистым помещениям, пе рсоналу, работающему с оборудованием, асептическим условиям производства
Результаты соответствуют критериям приемлемости
Требования к оборудованию чистых зон
Протоколирование результатов
Производство ГЛС
Программа апестации
Аттестационная комиссия
Управляющий механизм модели
Проведение апестации
Повторная апестация
Рис. 1. Модель алгоритма проведения аттестации комплексного оборудования чистых зон
Пример состава и размещения линии по классам чистоты для производства ГЛС:
Таблица
Стадии аттестации для оборудования комплексных линий
|
Вид оборудования |
Линия БОШ 2, производство вакцин, стадии |
Линия БОШ – Макофар, производство ГЛС, стадии |
Примечание |
|
1. Моечные машины |
IQ, OQ, PQ |
IQ, OQ, PQ |
PQ – проверка качества мойки ампул, согласно методике, рекомендуемой ОСТ 42-510-98. Чернила разливали в партию ампул, объем выборки не менее 1000 шт. |
|
2. Разливо-запаячные |
|||
|
машины |
IQ, OQ, PV1 PV2 PV3 |
IQ, OQ, PV1 PV2 - |
PV1 – контроль номинального объема препарата в запаянных ампулах при помощи калибровочных шприцев типа “Рекорд”, с ценой деления 0,1 мл, поверенных заводом-изготовителем PV2 – проверка качества очистки съемных частей, контактирующих с биопрепаратом PV3 – моделирование асептического розлива с использованием тиогликолевой среды |
|
3. Стерилизационные |
|||
|
туннели |
IQ, OQ, PQ |
IQ, OQ, PQ |
PQ – измерение высокотемпературного поля (до +300 °С) с использованием специальных приборов и методик |
Выводы
На предприятии выдвинут ряд основных требований к оборудованию, который сформирован по результатам анализа положений нормативных документов, а также по результатам аттестации оборудования линий:
-
1. Оборудование должно располагаться в виде комплексных поточных технологических линий, что минимизирует потери при транспортировании и перемещении полуфабриката.
-
2. Первичная упаковка ЛС должна обязательно подвергаться качественной автоматической мойке и выдерживать температуру депирогенизации в условиях кратковременной стерилизации в пределах 300 °С.
-
3. Все оборудование комплексных линий должны быть расположено в чистых зонах, зоны наибольшего риска (контакта с полупродуктом) должны быть обеспечены ламинарным модулем с однонаправленным потоком чистого стерильного воздуха и соответствовать классу чистоты А.
-
4. Части оборудования, контактирующего с полупродуктом, должны быть съемными, легко очищаться и выдерживать многократную стерилизацию.
-
5. На разливочном оборудовании, контактирующим с МИБП, должна моделироваться процедура асептического розлива, с использованием в качестве наполнителя питательной среды.
-
6. Оборудование линий обязательно должно аттестоваться для подтверждения качества процесса и стабильной работы, а также подвергаться повторной аттестации при реконструкции или перемещении.
Заключение
Таким образом, созданная модель алгоритма позволяет решить проблему аттестации сложного оборудования комплексных линий с использованием физико-инструментальных методов исследования, а соответствие полученных результатов аттестации установленным критериям является гарантом выпуска качественных МИБП и ГЛС, произведенных на данном оборудовании.
Успешная аттестация комплексных линий обеспечивает надлежащую работу комплексного оборудования и выпуск качественных готовых лекарственных средств и медицинских иммунобиологических препаратов.
Список литературы Проблемы аттестации оборудования критических зон при производстве готовых лекарственных средств и медицинских иммунобиологических препаратов
- ГОСТ Р 52249-2009 "Правила производства и контроля качества лекарственных средств". -М.: Стандартинформ, 2009. -120 с.
- ГОСТ Р ИСО 13408-1-2000. Асептическое производство медицинской продукции. Часть 1. Общие требования. -М.: Госстандарт России. ИПК Стандартов, 2000. -26 с.
- Методические указания МУ 44-116. Асептическое производство медицинских иммунобиологических препаратов. Департамент государственного санитарно-эпидемиологического надзора Минздрава России. -М.: 1997. -60 с.
- Отраслевой стандарт ОСТ 42-510-98 "Правила организации производства и контроля качества лекарственных средств (GMP)''. Утвержден Минздравом России 03.12.1999 г. -М.: Государственный научный центр по антибиотикам. -1999. -37 с.
- СП 3.3.2.1288-03 Санитарные правила "Медицинские иммунобиологические препараты. Надлежащая практика производства МИБП''. Утверждены главным государственным санитарным врачом РФ. 25.06.2003 г. -М.: Минюст РФ. -26 с.
