Проблемы автоматической загрузки асимметричных полых по торцам заготовок тел вращения

Автор: Е.В. Пантюхина, С.А. Васин, А.Е. Богодяж, А.Л. Бахно
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 5 т.27, 2025 года.
Бесплатный доступ
В статье приводятся описание асимметричных заготовок тел вращения с торцами разных диаметров, имеющих внутренние полости, и типов известных ранее механических дисковых бункерных загрузочно-ориентирующих устройств для автоматической загрузки заготовок, схожих по форме с рассматриваемыми. Рассматривается принцип работы таких загрузочных устройств и описываются проблемы, возникающие при ориентировании асимметричных заготовок тел вращения с торцами разных диаметров, имеющих внутренние полости. Представлено усовершенствованное бункерное загрузочное устройство с наклонным диском, радиально расположенными органами захвата и кольцевым пазом на периферии основания для объемных заготовок с торцами разных диаметров, имеющих внутренние полости, и его усовершенствованное устройство с криволинейным копиром, которое может переналаживаться в зависимости от размеров и положения центра масс заготовки. Описаны недостатки усовершенствованных бункерных загрузочных устройств при загрузке асимметричных заготовок тел вращения с торцами разных диаметров, имеющих внутренние полости, и проблемы, возникающие при их проектировании.
Бункерное загрузочно-ориентирующее устройство, ориентирование асимметричных по торцам заготовок, автоматизация загрузки
Короткий адрес: https://sciup.org/148332410
IDR: 148332410 | УДК: 621.9.06 | DOI: 10.37313/1990-5378-2025-27-5-128-134
Problems of Automatic Feeding of Asymmetric Hollow Bodies of Revolution at the End Faces of Workpieces
The article describes asymmetric workpieces of solids of revolution with ends of different diameters, having internal cavities, and types of previously known mechanical disk hopper feeding-orienting devices for automatic feeding of workpieces, similar in shape to those considered. The principle of operation of such feeding devices is considered and problems arising when orienting asymmetric workpieces of solids of revolution with ends of different diameters having internal cavities are described. The invention presents an improved hopper feeding device with an inclined disk, radially located gripping members and an annular slot on the periphery of the base for volumetric billets with ends of different diameters, having internal cavities, and its improved device with a curvilinear cam, which can be adjusted depending on dimensions and position of the billet center of mass. Disadvantages of improved hopper feeding devices are described when feeding asymmetric workpieces of solids of revolution with ends of different diameters, having internal cavities, and problems arising during design.
Текст научной статьи Проблемы автоматической загрузки асимметричных полых по торцам заготовок тел вращения
В течение нескольких последних десятилетий в различных отраслях машино- и приборостроения происходит расширение номенклатуры изготавливаемых изделий и заготовок для их производства, увеличение числа их типоразмеров, изменение формы [1]. Появляются новые технологии производства изделий, позволяющие существенно сократить затраты на некоторых этапах производственного процесса. Например, для производства патронов спортивно-охотничьих была пред- ложена технология получения гильз на основе операции двухстороннего полугорячего выдавлива- ния [2, 3]. Заготовка, получаемая в результате данного процесса, представлена на рис. 1 [4].
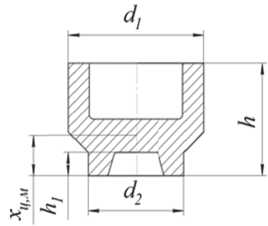
Рис. 1. Близкая к равноразмерным асимметричная полая с двух сторон заготовка торцами разных диаметров
Аналогичные заготовки формы тел вращения с различными диаметрами торцов, каждый из которых может иметь внутренние полости разного диаметра, встречаются и в других отраслях промышленности. Такие заготовки характеризуются соотношением высоты h к наибольшему диаметру d в диапазоне от 1,1 до 2,5, являются сложными и при этом могут быть взаимосцепляемыми в зависимости от соотношения диаметров торцов и их внутренних полостей. Поэтому коэффициент сложности таких заготовок с использованием разработанной системы анализа и количественной оценки технологичности предметов обработки, составляет более 0,7 [5], что свидетельствует об их сложном ориентировании в механических или вибрационных бункерных загрузочных устройствах (БЗУ).
Современные системы автоматической загрузки таких заготовок в технологическое оборудование должны быть, во-первых, надежны и стабильны в своей работе, что характеризуется отсутствием выдачи из БЗУ неориентированных заготовок, а во-вторых, универсальны, что характеризуется возможностью захвата, ориентирования и выдачи БЗУ заготовок различных типоразмеров [6]. При этом БЗУ должно быть достаточно производительно, чтобы технологическое оборудование, на которое БЗУ подает заготовки, могло функционировать на полную мощность.
ПРОБЛЕМЫ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ АСИММЕТРИЧНЫХ ПОЛЫХ ПО ТОРЦАМ ЗАГОТОВОК ИЗВЕСТНЫМИ БУНКЕРНЫМИ ЗАГРУЗОЧНЫМИ УСТРОЙСТВАМИ
Рассмотрим некоторые конструкции известных традиционных механических дисковых БЗУ для похожих по форме асимметричных по торцам заготовок, имеющих внутреннюю полость.
Асимметричные по торцам заготовки, имеющие внутреннюю полость с одной стороны, близкие к равноразмерным, могут быть сориентированы следующими типами БЗУ [7].
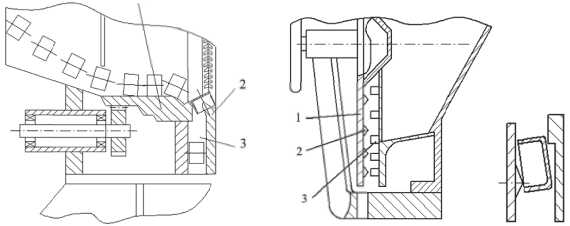
В БЗУ с выступами по задней стенке барабана (рис. 2, а) и по окружности диска (рис. 2, б) могут ориентироваться заготовки, имеющие внутреннюю полость только на одном из торцов (так называемые заготовки в форме колпачка). Выдача в приемник осуществляется только тех заготовок, которые направлены к крючкам торцом, имеющим внутреннюю полость. Однако, при наличии у заготовки двух внутренних полостей, на выступ могут успешно заходить заготовки обоими торцами, что приведет к снижению надежности и стабильности в работе БЗУ указанных типов.
а б
Рис. 2. БЗУ с ориентированием заготовок на выступах: а – по задней стенке барабана: 1 – барабан; 2 – диск; 3 – полость; б – по окружности диска: 1 – диск; 2 – конусообразные выступы; 3 – шплинты
Ориентирование аналогичных по форме заготовок может осуществляться различными конструкциями крючков, расположенных в БЗУ (рис. 3). Крючки в рассматриваемых БЗУ выполняют роль как органов захвата, так и ориентирования, и могут располагаться в несколько рядов или в один ряд. Захват и, следовательно, ориентирование заготовок осуществляется только тем торцом, у которого имеется внутренняя полость. При наличии у заготовки двух полостей у каждого из торцов процессы захвата и ориентирования нарушаются, так как в данных БЗУ с крючками заготовки могут частично или полностью захватываться любым торцом.
а б в
Рис. 3. БЗУ с ориентированием заготовок крючками:
а – по поверхности барабана: 1 – барабан; 2 – крючки; 3 – щетка;
б – с карманами: 1 – вращающееся кольцо; 2 – планка; 3 – крючки; 4 – приемный лоток;
в – с соплами для воздуха: 1 – крючки; 2 – лоток; 3 – сопла
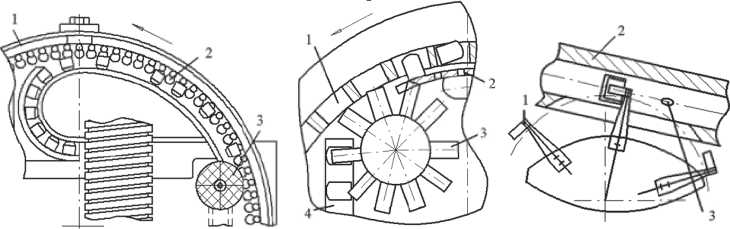
Карманчиковые дисковые БЗУ для аналогичных по форме и размерам заготовок представлены на рис. 4 и рис. 5.
а б
Рис. 4. Б ЗУ с ориентированием заготовок наклонным диском с карманами: а – зубчатое: 1 – вырезы; 2 – зубцы; 3 – лоток;
б – щелевое: 1 – фигурное окно по форме заготовки; 2 – диск
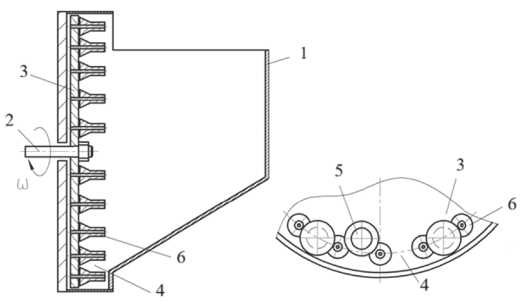
Рис. 5. БЗУ с ориентированием заготовок вертикальным диском с карманами, образованными профильными роликами: 1 – бункер; 2 – привод; 3 – диск; 4 – карман; 5 – заготовка; 6 – ролики
В основе их работы заложен принцип пассивного ориентирования заготовок, основанный на явном смещении центра масс. Захват заготовок осуществляется в нижней части бункера, а ориентирование – в верхней. Диск БЗУ может быть наклонен под некоторым углом для повышения вероятности захвата заготовок (рис. 4) или располагаться вертикально, имея горизонтальную ось вращения (рис. 5).
В отличие от БЗУ, представленных на рис. 2-4, БЗУ с ориентированием заготовок вертикальным диском с образованными профильными роликами карманами (см. рис. 5), является универсальным. При изменении формы заготовки по внешнему контуру (когда не меняется общая высота заготовки) происходит замена профильных роликов.
Заготовки типа колпачков могут также ориентироваться и за пределами БЗУ – в приемнике с помощью сфер, зубьев и впадин, на которые заготовки ложатся торцом, имеющим внутреннюю полость, и, тем самым, ориентируются в требуемое положение и выдаются из БЗУ.
В работе [8] рассмотрены и проанализированы проблемы автоматической загрузки равноразмерных заготовок тел вращения с двумя полостями в рассмотренных выше БЗУ. Было выявлено следующее.
В БЗУ с профильными карманами, в том числе в БЗУ с профильными роликами, при наличии у заготовки не существенно отличающихся по размерам диаметров торцов в карман практически полностью западают заготовки, как в правильном, так и неправильном положениях, нарушая процесс ориентирования заготовок.
В крючковом БЗУ рассматриваемые заготовки, характеризующиеся наличием внутренних полостей на каждом из торцов, будут захватываться не только в одном требуемом положении, но и в другом, то есть будут неправильно сориентированы.
Применение БЗУ с пневмоориентированием, в котором рабочий орган диск имеет отверстия, для притягивания заготовок, также становится не возможным из-за наличия у заготовки двух внутренних полстей на каждом торце, так как воздух из сопел будет с равной вероятностью выдавать каждую из запавших в отверстие заготовок.
Таким образом, известные в прошлом веке конструкции механических БЗУ не способны обеспечить стабильность при ориентировании асимметричных заготовок с двумя внутренними полостями на каждом из торцом, что требует модернизации существующих или разработки новых конструкций БЗУ, которые не только смогут обеспечивать захват и ориентирование таких заготовок, но и будут универсальными, то есть способными переналаживаться под разные типоразмеры заготовок.
НОВЫЕ УСОВЕРШЕНСТВОВАННЫЕ КОНСТРУКЦИИ БУНКЕРНЫХ ЗАГРУЗОЧНЫХ УСТРОЙСТВ ДЛЯ АСИММЕТРИЧНЫХ ПОЛЫХ ПО ТОРЦАМ ЗАГОТОВОК
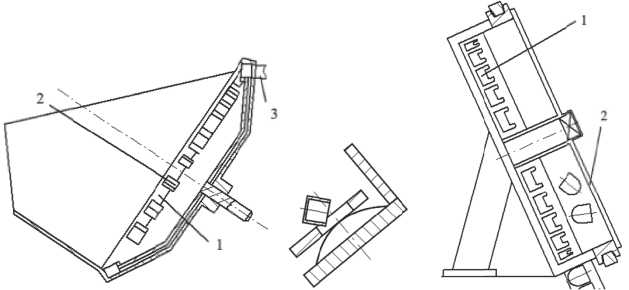
Для автоматизации процесса загрузки полуфабрикатов двухстороннего полугорячего выдавливания, высота которых не более чем в 1,5 раза превышает их наружный диаметр, имеющих ярко выраженную асимметрию по торцам, было предложено БЗУ с наклонным диском, радиально расположенными органами захвата (рис. 6).
На периферии основания, по окружности, выполнен кольцевой паз. Ширина a кольцевого паза соответствует длине карманов вращающегося диска, а глубина H – плавно изменяется от максимальной величины в нижней части бункера, не превышающей половины высоты заготовки, до нулевой величины в верхней части бункера [9]. Данное усовершенствованное устройство было разработано для обеспечения надежности при загрузке асимметричных полых по торцам заготовок.
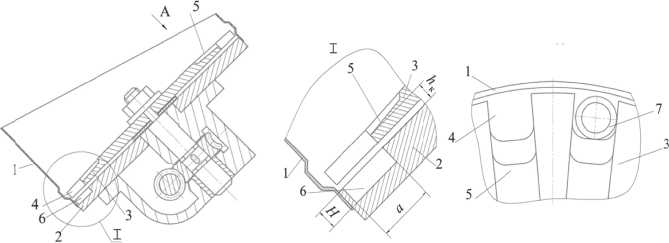
Рис. 6. Усовершенствованное БЗУ с наклонным диском, радиальными органами захвата и кольцевым пазом по окружности основания:
1 – обечайка; 2 – основание; 3 – диск; 4 – карман; 5 – радиальный паз; 6 – кольцевой паз; 7 – заготовка
Из-за существенного сужения технических возможностей бункерного загрузочно-ориентирую-щего устройства, обусловленного трудностью его наладки под конкретный типоразмер рассматриваемых заготовок, было предложено усовершенствование представленного на рис. 6 БЗУ. Данная задача решается тем, что в кольцевом пазе в верхней части бункера устанавливается криволинейный копир, ширина которого равна ширине кольцевого паза, а высота плавно изменяется в направлении перемещения заготовок от нулевой величины до максимальной величины, превышающей глубину кольцевого паза на 10-20 % [10]. Усовершенствованное БЗУ с криволинейным копиром, имеющее возможность переналадки, представлено на рис. 7.
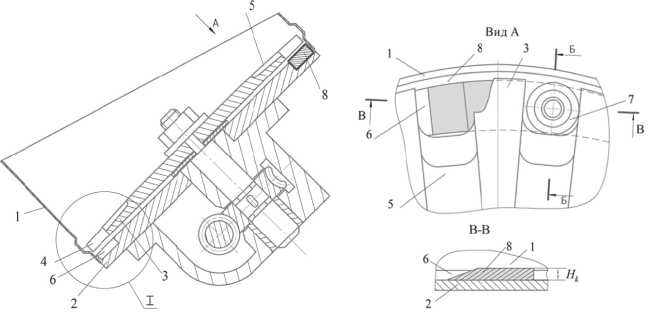
Рис. 7. Усовершенствованное переналаживаемое БЗУ с наклонным диском, радиальными органами захвата, кольцевым пазом по окружности основания и криволинейным копиром: 1 – обечайка; 2 – основание; 3 – диск; 4 – карман; 5 – радиальный паз; 6 – кольцевой паз;
7 – заготовка; 8 – криволинейный копир
Наладка усовершенствованного БЗУ c криволинейным копиром производится путем подбора максимальной высоты криволинейного копира так, чтобы обеспечивалось надежное удержание в радиальных пазах правильно запавших в карман заготовок и надежное выпадение из них обратно в бункер запавших не тем торцом заготовок, и его дальнейшей заменой в зависимости от размеров заготовок и расположения их центра масс.
В работе [11] представлены разработанные конструктивные ограничения на захватывающие и ориентирующий органы усовершенствованного БЗУ c криволинейным копиром и предложены оптимальные размеры карманов и криволинейного копира для различных по размерам асимметричных деталей формы тел вращения, близких к равноразмерным, с отношением 0,9 < h / d ^ < 1,5 .
Однако при создании опытного образца данной конструкции возник целый ряд проблем, обусловленный следующим. Во-первых, при длительной эксплуатации возникало истирание копира, что приводило к тому, что БЗУ переставало надежно функционировать и требовалось изготовление и замена копира. Это приводило к материальным и временным затратам. Во-вторых, при заходе заготовок на копир в зоне ориентирования, происходило их заклинивание, что требовало остановки БЗУ и приводило к потере производительности. В-третьих, высота подъема копира была ограничена нижней частью вращающегося диска, которая не позволяла устанавливать копир, высота которого превышает толщину зазора между диском и основанием. В четвертых, заготовки, у которых 0,9 < h / d i < 1,1 , в большинстве случаев при захвате могли располагаться в кармане в положении не стоя, а лежа, что нарушало процесс ориентирования и снижало надежность БЗУ. Кроме этого, для каждой новой заготовки изготовление нового криволинейного копира, в том числе и по его износу, требует много времени и материальных затрат, что снижает производительность технологического процесса.
Таким образом, до сих пор нет надежно и стабильно функционирующих систем автоматической загрузки, способных подавать рассматриваемые выше заготовки (см. рис. 1) с соотношением высоты h к наибольшему диаметру d в диапазоне от 1,1 до 2,5 в необходимом ориентированном положении и с требуемой производительностью в технологическое оборудование, в том числе роторного типа. Это обуславливает необходимость проектирования высокотехнологичного универсального БЗУ с возможностью регулировки под размеры и расположение центра масс различных асимме- тричных заготовок с торцами разных диаметров, имеющих внутренние полости.
Проектирование универсальных БЗУ для таких заготовок является сложной многоуровневой задачей, основные этапы которого показаны на рис. 8.
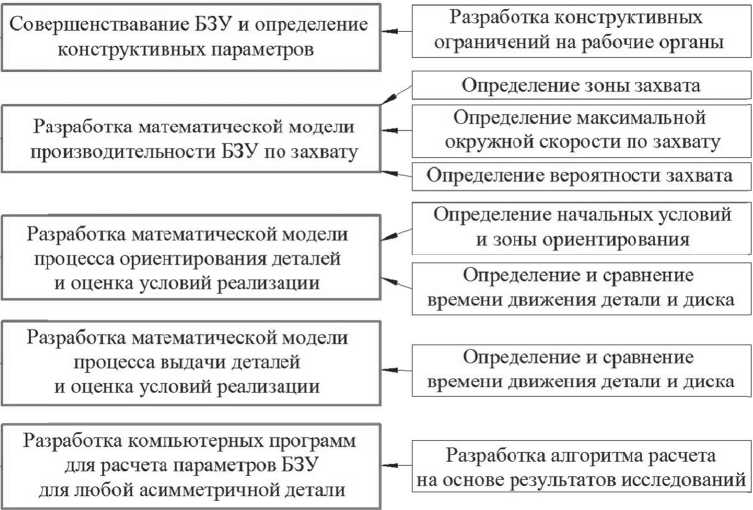
Рис. 8. Основные направления проектирования надежной конструкции механического дискового универсального БЗУ
Решение данной задачи обусловлено необходимостью конструирования переналаживаемых или регулируемых захватывающих и ориентирующих органов БЗУ для каждого типаразмера заготовки и разработки оптимальных диапазонов их размеров для надежного, стабильного и производительного функционирования; разработки математических моделей вероятности захвата заготовок для теоретического описания производительности БЗУ, позволяющих описать диапазоны ее значений и обеспечить ее необходимую величину для обеспечения технологического процесса путем регулировки параметров БЗУ; разработки математических моделей процесса ориентирования заготовок для определения зоны и времени их ориентирования с дальнейшим сопоставлением полученных значений с временем, в течение которого вращающийся диск проходит эту зону; разработки математических моделей процесса выдачи заготовок из захватывающих и ориентирующих органов БЗУ для определения зоны и времени их выдачи из БЗУ с дальнейшим сопоставлением полученных значений с временем, в течение которого вращающийся диск проходит эту зону.
ЗАКЛЮЧЕНИЕ
Современное проектирование механических дисковых универсальных БЗУ для асимметричных заготовок тел вращения с торцами разных диаметров, имеющих внутренние полости, должно быть реализовано в рамках научно обоснованного методологического подхода, включающего все особенности функционирования БЗУ и учитывающего взаимосвязанное влияние его основных параметров и свойств заготовок. Это позволит обеспечить наибольшую эффективность, как на всех этапах проектирования БЗУ, так и в процессе его эксплуатации. В процессе проектирования универсального БЗУ необходимо конструировать регулируемые захватывающие и ориентирующие органы и определять оптимальные диапазоны их размеров; разрабатывать математические модели вероятности захвата заготовок для теоретического описания производительности БЗУ, математические модели процесса ориентирования и выдачи заготовок. Комплекс данных мероприятий позволит обеспечить надежное, стабильное и производительное функционирование БЗУ при загрузке технологического оборудования асимметричными заготовками.
