Прогнозирование и управление качеством поверхностного слоя неспеченных керамических заготовок при обработке резанием

Автор: Агафонов Сергей Викторович, Михайлов Станислав Васильевич, Ковеленов Николай Юрьевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-2 т.19, 2017 года.
Бесплатный доступ
Изложена методика расчета глубины дефектного слоя при точении неспеченных керамических заготовок, учитывающая взаимосвязь накопленной деформации срезаемого слоя с напряжением текучести. Даны рекомендации назначения режимов резания и геометрии алмазных резцов для продольного и торцового точения неспеченных керамических материалов.
Карбид кремния, неспеченная прессованная заготовка, механическая обработка, резание, поверхностный слой, математическая модель
Короткий адрес: https://sciup.org/148205023
IDR: 148205023 | УДК: 621.9
Prediction and management of surface layer quality of green ceramic preforms at processing by cutting
The method of calculation the depth of the defect layer when turning of green ceramic preforms, taking into account the interrelation of saved-up deformation of the cut-off layer with flowability tension is explained. Recommendations of purpose the cutting modes and geometry of diamond cutters for longitudinal and face turning of green ceramic materials are made.
Текст научной статьи Прогнозирование и управление качеством поверхностного слоя неспеченных керамических заготовок при обработке резанием
г)
е)
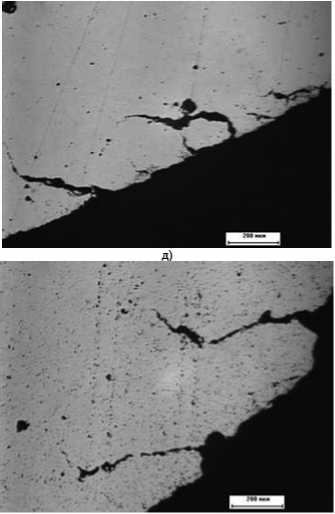
Рис. 1. Качество поверхностного слоя керамических изделий в зависимости от режимов обработки: а), б), в) - внешний вид поверхности нес печенных керамических заготовок после обработки на различных режимах резания; г), д), е) - трещины в спеченном материале
На глубину упрочненного слоя в обработанной поверхности заготовки дополнительной влияя-ние оказывает угол схода стружки // [2]:
h„=h8sin //
Накопленная деформация в зоне О АВ зависит от толщины зоны первичной пластической деформации и определяется по формуле:
е, = 2,31/1 cosyM(3)
Толщина зоны деформации в направлении скорости резания равна:
(k^ — 2кс siny+\)sosin
Расчеты показывают, что наибольшие деформации сосредоточиваются вблизи режущей кромки инструмента и на обработанной поверхности заготовки (рис. 3). В этих же местах возникают максимальные значения гидростатического давления. Если значение среднего нормального напряжения превышает предел прочности обрабатываемого материала, то велика вероятность появления микротрещин на поверхности детали.
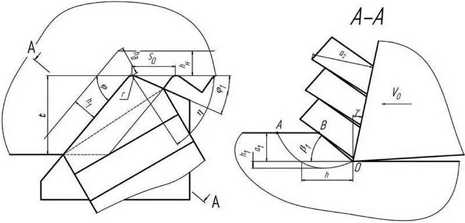
Рис. 2. Схема формирования поверхностного слоя нес печенных материалов при несвободном резании
Для облегчения будем считать, что имеет место плоское деформированное состояние. Согласно схеме резец внедряется в материал обрабатываемой заготовки со скоростью vo. Возникающий при этом очаг деформации заключен в пространстве АОВ. Глубину проникновения деформации в обрабатываемую заготовку можно найти из кинематического условия равенства нулю суммарной составляющей скоростей течения, нормальной к границе АО. Упрощенное выражение для расчета глубины проникновения пластической деформации имеет вид [1]:
he= 1,45(ц-0,3) kp^l-siny»), (1)
где aid, уз - толщина срезаемого слоя и передний угол в плоскости схода стружки; р - коэффициент трения стружки с инструментом, fc - коэффициент укорочения стружки.
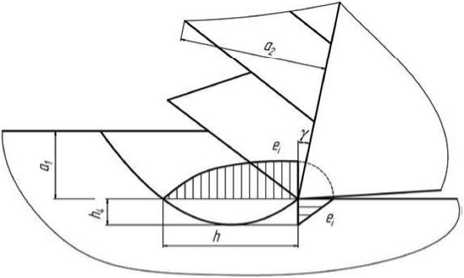
Рис. 3. Распределение накопленных деформаций в очаге интенсивной пластической деформации при резании материалов
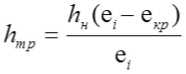
Допуская прямолинейную зависимость накопленной деформации е> от глубины упрочнения h с помощью схемы на рис. 4 получим расчетную формулу для определения глубины трещиноватого слоя:
где екр определяется по индикационной кривой течения
е =1п-^-Р ^
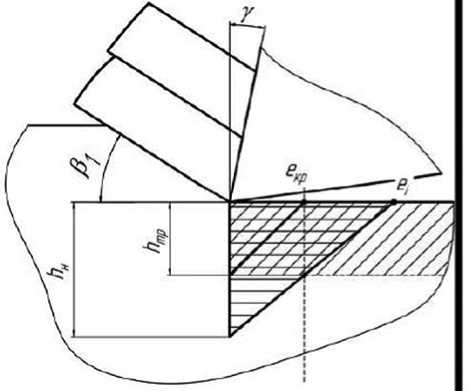
Рис. 4. Схема расчета глубины трещиноватого слоя
Глубина упрочненного слоя формируется, главным образом, сжимающим силовым полем от действия силы стружкообразования. Поэтому при расчете напряженно-деформированного состояния зоны резания целесообразно использовать экспериментальные зависимости напряжения текучести σs от накопленной деформациии ei, полученные при сжатии цилиндрических образцов неспеченного керамического материала:
σ s = А + Bei n (7)
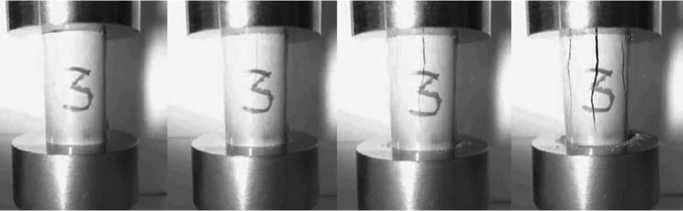
Характер разрушения образцов заготовок из неспеченной керамики при их сжатии показан на рис. 5. Полученная экспериментальным путем взаимосвязь напряжений с накопленной деформацией гарантирует точность прогнозирования качества поверхностного слоя.
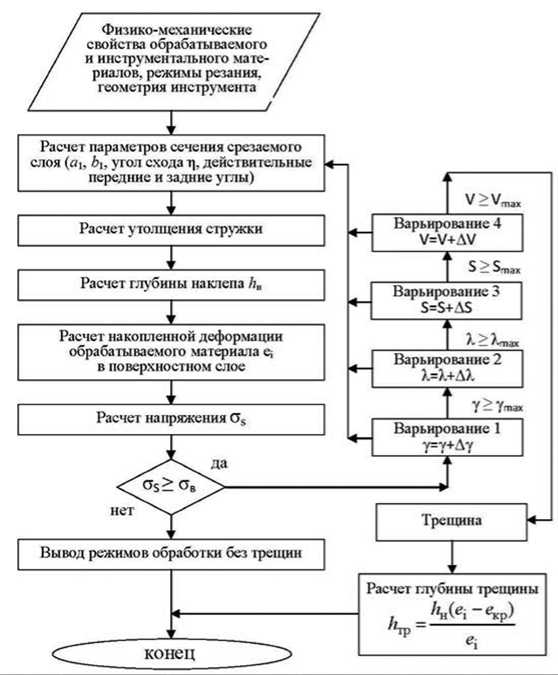
На основе моделирования процесса резания неспеченных материалов разработан алгоритм расчета условий резания, обеспечивающих получение керамических заготовок повышенного качества (рис. 6).
С помощью вычислительных экспериментов установлены технологические параметры, оказывающие наибольшее влияние на глубину дефектного слоя. В результате исследований разработаны рекомендации по назначению режимов резания и геометрии алмазных резцов для чистового точения карбидокремниевой керамики. Для проходных алмазных резцов с углами в плане φ<90о рекомендуется вести обработку с положительными передними углами γ=12…15о, положительными углами наклона главной режущей кромки (вершина находится ниже остальных точек на режущей кромке) λ=+5…+7о, отношением глубины резания к подаче t/s>10. Для упорных резцов с углами в плане φ=90о рекомендуется вести обработку с положительными передними углами γ=10…12о, отрицательными углами наклона главной режущей кромки (вершина находится выше остальных точек на режущей кромке) λ=–5…7о, отношением глубины резания к подаче t/s>10. Для уменьшения глубины наклепа следует стремиться к увеличению скорости резания до v=160...180 м/мин. Радиус при вершине r не должен превышать 0,2 мм.
а)
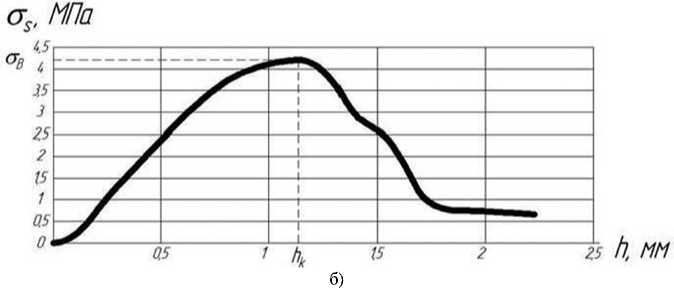
Рис. 5. Экспериментальное построение индикаторной кривой течения неспеченной карбидокремниевой керамики
конец v>v,
Физико-механические свойства обрабатываемого и инструментального материалов. режимы резания, геометрия инструмента
Расчет параметров сечения срезаемого слоя (он 6ц угол схода т). действительные передние и задние углы)
Расчет накопленной деформации обрабатываемого материала Ст в поверхностном слое
Расчет глубины трещины
^н(^ ^кр)
Расчет утолщения стружки
Расчет напряжения а$ нет
Вывод режимов обработки без трещин
Расчет глубины наклепа h.
Варьирование 2 х=х+дх
—
У Утах
Варьирование I у=у+Ду
Варьирование 3 5=5+Д5
Варьирование 4 У=У+ДУ
S>Sm„
Трещина
Рис. 6. Алгоритм расчета обоснованных условий резания неспеченных керамических материалов
Выводы: разработана математическая модель и алгоритм расчета обоснованных условий резания неспеченных керамических материалов с повышенными показателями качества поверхностного слоя.
Список литературы Прогнозирование и управление качеством поверхностного слоя неспеченных керамических заготовок при обработке резанием
- Воронцов, А.Л. Новая теория резания / А.Л. Воронцов, Н.М. Султан-Заде, А.Ю. Албагачиев // Определение кинематического, напряженного и деформированного состояний обрабатываемой заготовки // Вестник машиностроения. 2008. №5. С. 61-69.
- Михайлов, С.В. Математическая модель схода стружки с инструмента/С.В. Михайлов, Д.С. Скворцов//СТИН. 2004. №6. С. 28-31.
