Работоспособность нахлесточных клеемеханических соединений при циклическом растяжении - сжатии

Автор: Шакиров Александр Александрович, Сапожников Сергей Борисович, Словиков Станислав Васильевич
Рубрика: Контроль и испытания
Статья в выпуске: 4 т.15, 2015 года.
Бесплатный доступ
Представлены результаты исследования нахлесточных соединений композит-металл, армированных самонарезающими винтами малого диаметра, в условиях малоциклового сдвигового нагружения (от 1•103 до 2•104 циклов). Проверена эффективность разработанного метода увеличения долговечности клеемеханического нахлесточного соединения. Суть метода - снижение контактных напряжений за счет заполнения зазоров между винтом и стенкой отверстия в композите полимером - полиэфирной смолой холодного отверждения. Усталостные характеристики образцов исследованы на установке Instron Electropuls 3000 при циклическом знакопеременном симметричном нагружении для двух групп образцов: исходных и модифицированных при помощи разработанного метода увеличения долговечности. В диапазоне амплитуд нагрузок растяжения - сжатия от 150 до 200 Н выявлены основные механизмы накопления повреждений в образцах, приводящие к характерным особенностям циклических диаграмм «сила - перемещение», а также диаграмм изменения условной податливости образцов, характеризуемой отношением размаха перемещений к размаху силы, в зависимости от количества циклов. Основной причиной наступления предельного состояния образцов, характеризуемого лавинообразным увеличением податливости, является рост усталостной трещины в самонарезающем винте в зоне перехода от витка к телу винта с малым радиусом кривизны. Результаты малоцикловых испытаний модифицированных образцов с инженерной точностью аппроксимируются степенными функциями, что позволило разработать две различные зависимости, позволяющие проводить обоснованную экстраполяцию в область многоциклового нагружения. При одинаковой величине податливости, соответствующей наступлению предельного состояния, модифицированные образцы демонстрируют в 4,2 раза большую долговечность и в 1,5 раза меньший разброс результатов испытаний, что подтверждает эффективность разработанного метода снижения контактных напряжений.
Нахлесточное клеемеханическое соединение, композит, самонарезающий винт, кинетика циклического деформирования, залечивание микроповреждений
Короткий адрес: https://sciup.org/147151708
IDR: 147151708 | УДК: 539.43, | DOI: 10.14529/engin150408
Efficiency of single-lap hybrid screwed / bonded joints under cyclic tension-compression
The paper presents investigation results of the mechanical behavior of single-lap hybrid composite/steel joints strengthened by self-tapping screws under low-cyclic tension-compres-sion (from 1•103 up to 2•104 cycles). Joints made of glass-fiber reinforced plastic and metal adherents with transversal reinforcement by self-tapping screws with small diameter. Also the developed method of joints durability improving was examined. The method uses a filling of gaps between screw and hole-wall by room-hardened epoxy resin. Cyclic tests performed on Instron Electropuls 3000 test machine with symmetric loading for two types of specimens: original and modified using developed method. The main damage growth mechanisms in the specimens was identified and explained for the tension-compression cyclic load with the amplitude in the range 150 to 200 N. The damage progression resulted in the distinctive features of the “force-displacement” cyclic diagrams and the histories of equivalent compliance (the ratio between total amplitudes of hysteresis loop and load of specimen test diagram). The rapid increase of the equivalent compliance at the limit state was explained as a crack growth in a self-tapping screw. The low-cycle fatigue test results of modified specimens can be acceptably approximate by power functions. These functions allowed to devise two empirical equations, which can reasonably extrapolate test data up to million cycles. Modified specimens demonstrate 4,2 times higher cycle numbers before reaching the limit state at the same level of compliance and 1,5 times smaller scatter of the test results. It confirms the effectiveness of developed method of joints durability improving.
Текст научной статьи Работоспособность нахлесточных клеемеханических соединений при циклическом растяжении - сжатии
В современном транспортном машиностроении существуют решения, позволяющие существенно снизить массу всей конструкции за счет использования в составе кузова каркасной схемы силовой обшивки из композитных сэндвич-панелей [1]. Ввиду значительного различия в жесткости, панели с обшивками из стеклопластика, воспринимают, в основном, лишь сдвиговую часть нагрузок стального каркаса.
Тенденции к унификации технологий в машиностроении требуют, по аналогии с элементами остекления, использования вклеивания композитных сэндвич-панелей в каркас с использованием низкомодульного полиуретанового клея, способного заполнять зазоры, образующиеся из-за допусков на геометрию сопрягаемых крупноразмерных деталей. Получаемые таким образом соединения можно отнести к группе односторонних нахлёсточных.
Клеевые нахлёсточные соединения обладают рядом особенностей, обусловленных геометрией и технологией их изготовления:
-
– при сдвиге в клеевом слое возникают существенные по величине отрывные напряжения [2];
-
– в условиях промышленного производства качество обработки поверхности склеиваемых изделий зависит от ряда факторов и в большинстве случаев не является постоянным [3, 4].
Данные негативные особенности отражаются на качестве и стабильности прочностных характеристик клеевых соединений и требуют дальнейшей проработки методов их совершенствования, которые нашли себя, прежде всего, в разработке гибридных клеемеханических соединений [4] (клееболтовых, клеезаклепочных и клеештифтовых). Их основным отличием от чисто клеевых аналогов является присутствие дополнительных элементов в трансверсальном (перпендикулярном к плоскости соединения) направлении, которые могут воспринимать как сдвиговые, так и отрывные усилия.
Традиционно в роли армирующих элементов выступают:
-
– цилиндрические металлические игольчатые элементы (z-pins) диаметром менее 2,5 мм [5–7];
-
– резьбовые металлические элементы и заклепки диаметром более 4,5 мм [8–11].
Перспективной является возможность применения армирующих (усиливающих) элементов, сочетающих в себе преимущества первой и второй групп – стальных самонарезающих винтов малого диаметра (до 2,5 мм).
В инженерной практике самонарезающие винты не рекомендуются к применению в высоко-нагруженных соединениях композитов [4, 12, 13]. В первую очередь, это обусловлено локальным разрушением пластиков в зоне отверстий, которое происходит за счет недостаточной пластичности полимерной матрицы и дефектов, создаваемых при сверлении отверстия и монтаже армирующего элемента.
Особый интерес с точки зрения прикладных исследований представляет изучение клеемеханических соединений хаотически армированного стеклопластика (ХАСП) и металла. С одной стороны, ХАСП является экономически привлекательным конструкционным материалом для применения в транспортных средствах для грузовых и массовых пассажирских перевозок, а с другой – обладает более существенным разбросом локальных прочностных свойств по сравнению с композитами на основе тканей.
В частности, в работе [14] представлены результаты испытаний на смятие отверстий в пластинах из ХАСП со средней толщиной 3,5 мм. Статистическая обработка экспериментальных данных для отверстий диаметром 4 и 5 мм показывает, что коэффициент вариации предела прочности на смятие до 4,3 раз выше, чем коэффициент вариации предела прочности того же материала с осредненными свойствами, полученного из испытаний на растяжение образцов без отверстий. Значительный разброс локальной жесткости ХАСП показан также в [15]. Локальная жесткость была оценена при помощи контактного индентирования пластины изготовленной методом ручного контактного формования из 4 слоев стекломата (толщина 2 мм).
Таким образом, основными задачами данной работы являются:
-
– экспериментальное исследование жесткости образцов нахлёсточных соединений ХАСП и стали, армированных самонарезающими винтами малого диаметра, в условиях малоциклового нагружения (от 1·103 до 2·104 циклов);
-
– проведение оценки эффективности предложенного в предыдущей работе метода [16], позволяющего увеличить долговечность и снизить рассеяние прочностных характеристик соединений на основе самонарезающих винтов. Метод заключается в заполнении отверстий под винты полимерной композицией, которая после отверждения сглаживает поля напряжений в зонах контакта.
Объект исследования
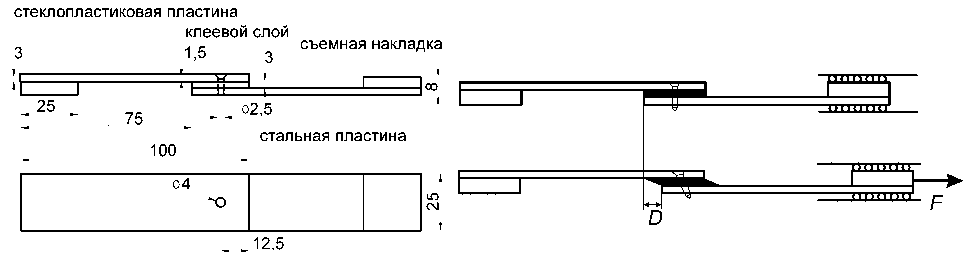
Объектом исследования является фрагмент нахлесточного клеевого соединения стеклопластиковой обшивки сэндвич-панели и металлического каркаса новой конструкции кузова трамвайного вагона, рис. 1, а.
Образцы состоят из стальной и стеклопластиковой пластин, соединенных внахлёст при помощи полиуретанового герметика марки Terostat 8590 [17]. Зона нахлёста в центре армирована стальным самонарезающим универсальным винтом диметром 2,5 мм [18]. Металлические пластины изготовлены из горячекатаного стального листа по ГОСТ 19903-74 (материал – Сталь 3, толщина 2 мм), стеклопластиковые пластины изготовлены методом контактного формования из хаотически армированного стеклопластика толщиной 3 мм на основе стекломата плотностью
300 г/м2 и полиэфирной смолы марки Aropol S19 TA с катализатором Butanox М-50 [19]. Отверждение заготовок стеклопластиковых пластин проведено при комнатной температуре в течение 24 ч с последующим постотверждением в сушильном шкафу в течение 4 ч при температуре 70 °С.
Перед армированием в образцах были изготовлены сквозные технологические отверстия диаметром 2 мм при помощи высокопрочного сверла с алмазным напылением для металлических изделий со скоростью вращения 3000 об/мин.
а)
б)
Рис. 1. Образец нахлёсточного соединения: а – эскиз; б – схема испытаний
Сверление начинали со стороны композитной пластины, что обеспечило снижение уровня повреждений стеклопластика [14] за счет того, что при выходе сверла пластина была опёрта на слой, состоящий из низкомодульного полиуретанового герметика.
Проведена также зенковка отверстий со стороны стеклопластиковой пластины сверлом диаметром 4 мм с углом заточки 120° на глубину 1,5 мм.
Модифицированные образцы отличаются от исходных дополнительной обработкой технологических отверстий. Обработка проведена в следующей последовательности. Предварительно смонтированные самонарезающие винты были выкручены из технологических отверстий, после чего в отверстия при помощи шприца введена полиэфирная композиция марки Aropol S19 TA. Выкрученные самонарезающие винты, предварительно погруженные в ту же полиэфирную композицию, были повторно смонтированы в образцы. Далее проведено отверждение и постотверждение полиэфирной композиции в отверстиях по схеме, приведенной выше.
Изготовление образцов проведено на базе НОЦ «Композитные материалы и конструкции» ФГБОУ ВПО «ЮУрГУ» (НИУ).
Экспериментальная часть
Испытания проведены на базе ЦКП «Центр экспериментальной механики» ФГБОУ ВПО «ПНИПУ» на установке для циклических испытаний Instron Electropulse 3000 при температуре 22 ± 2 °С и влажности 75–80 %. Частота нагружения была ограничена величиной 10 Гц, при ко-
24,21
23,97
23,72
23,47
23,34
22,96
22,70
22,44
22,18
21,91
21,65
21,38
21,11
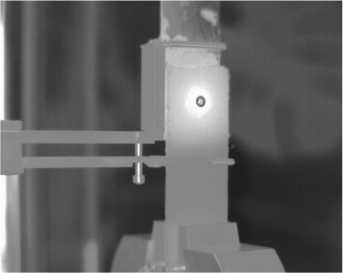
Рис. 2. Поле температур на поверхности образца в процессе испытаний (образец исходного типа, амплитуда нагрузки 200 Н)
торой не наблюдали существенного саморазогре-ва (повышение температуры на поверхности образца составило не более 1 °С), рис. 2. Поле температур на поверхности образца контролировали при помощи инфракрасной тепловизионной системы FLIR SC7700M в течение всего процесса испытаний.
Симметричный синусоидальный цикл нагружения был задан программой контроллера при трех уровнях амплитуды нагрузки F (рис. 1, б): 150, 175 и 200 Н. При каждом уровне нагрузки испытано по три образца каждой группы. Величину перемещения пластин D в зоне нахлеста (рис. 1, б) измеряли при помощи навесного динамического экстензометра марки Instron 2620-601.
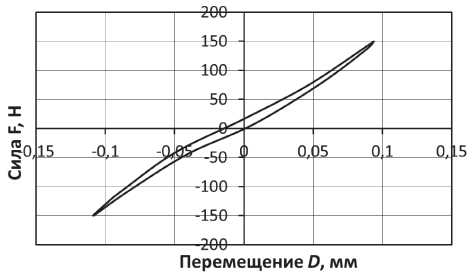
В ходе испытаний через каждые сто циклов фиксировали циклическую диаграмму «сила – перемещение» (рис. 3, а), а также вычисляли условную податливость образца, рассчитанную, как отношение размаха перемещений D max – D min к размаху силы в цикле F max – F min (рис. 3, а).
а)
б)
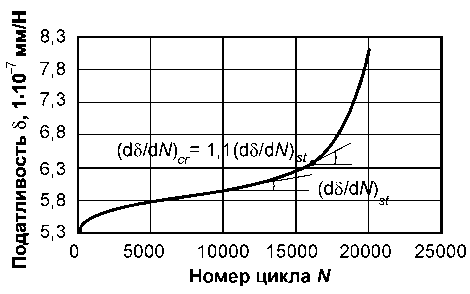
Рис. 3. Характерные диаграммы испытаний образцов: а – циклическая диаграмма «сила – перемещение»; б – диаграмма изменения условной податливости в зависимости от номера цикла
Анализ результатов
Ниже представлен анализ диаграмм изменения условной податливости исходных и модифицированных образцов в зависимости от номера цикла. Как видно из рис. 3, б, диаграммы имеют три характерных участка:
-
- неустановившееся изменение податливости (начальный участок);
-
- стационарное изменение податливости;
-
- лавинообразное увеличение податливости.
Наличие начального участка связано с «приработкой» образца, характеризуемой выкрашиванием связующего в зоне контакта с винтом, изначально поврежденного в результате монтажа са-монарезающих винтов. Далее размах перемещений винта в образце возрастает до тех пор, пока в работу постепенно не вовлечется стеклопластик без начальных повреждений, при этом скорость развития повреждений в таком стеклопластике стабилизируется и начинается этап стационарного увеличения размаха перемещений винта с соответствующим наклоном экспериментальной диаграммы. Характерные зазоры, образованные в результате выкрашивания стеклопластика, показаны на рис. 4, а.
Стальная пластина
Клеевой слой Зазоры ХАСП
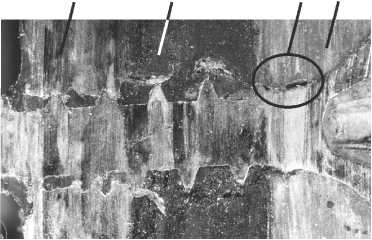
а)
Стальная Клеевой пластина Трещина слой
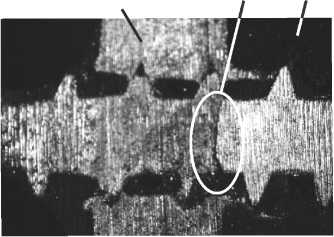
б)
Рис. 4. Поперечный разрез модифицированных образцов: а – образец на стадии стационарного увеличения податливости (трещины в винте отсутствуют); б – образец на стадии лавинообразного увеличения податливости
Участок лавинообразного увеличения податливости обусловлен возникновением и развитием трещины в самонарезающем винте, что подтверждается результатами микроскопического исследования поперечных разрезов образцов, находящихся на стадии стационарного и лавинообразного увеличения податливости (рис. 4, б). Возникновение и развитие трещины в винте характеризу- ется увеличением степени асимметрии циклической диаграммы «сила – перемещение» (рис. 5), так как образец демонстрирует различную жесткость при раскрытии и закрытии трещины в са-монарезающем винте.
Результаты испытаний представлены в таблице.
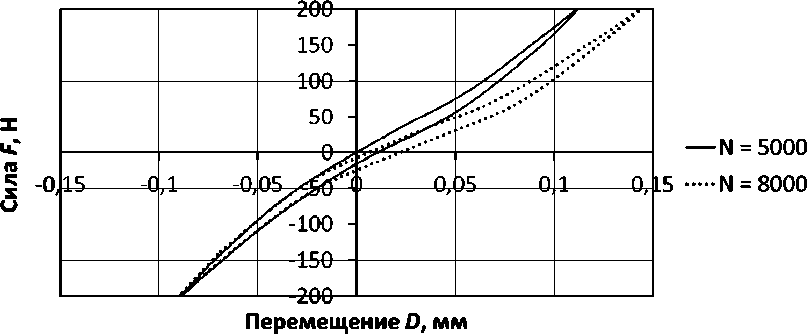
Рис. 5. Изменение циклической диаграммы испытания модифицированного образца в результате развития трещины в самонарезающем винте
Результаты испытаний образцов армированных нахлёсточных соединений
|
Тип образца |
Амплитуда нагрузки F , H |
Количество циклов до наступления предельного состояния N cr |
Величина исходной податливости, 1·10–7 м/Н |
Величина изменения предельной податливости d cr относительно исходной податливости d ), % |
|||||
|
Среднее |
СКО |
Коэффициент вариации, % |
Среднее |
СКО |
Среднее |
СКО |
Коэффициент вариации, % |
||
|
А |
200 |
4000 |
1249 |
31 |
4,9 |
0,72 |
15 |
2,51 |
16 |
|
175 |
13450 |
— |
— |
4,8 |
— |
16 |
— |
— |
|
|
150 |
19500 |
— |
— |
5,8 |
— |
13 |
— |
— |
|
|
Б |
200 |
2700 |
1271 |
46 |
4,9 |
0,26 |
15 |
— |
— |
|
175 |
3200 |
— |
— |
6,3 |
— |
||||
|
150 |
11000 |
— |
— |
5,6 |
— |
||||
Примечание. А – модифицированный тип образца; Б – исходный.
Все данные получены без учета первых десяти циклов с целью исключения этапа начальной приработки образца, в процессе которой петля гистерезиса стабилизируется.
Ввиду наличия при уровнях нагрузки 175 и 150 Н нескольких исходных и модифицированных образцов с аномальной диаграммой изменения условной податливости, вызванной надломом самонарезающего винта в процессе его монтажа, величины среднеквадратического отклонения измеряемых величин оценили при уровне нагрузки F = 200 Н для каждого типа образцов.
В качестве предельного состояния модифицированных образцов принято начало лавинообразного увеличения относительной податливости, характеризуемое 10 % отклонением тангенса угла наклона касательной к диаграмме d d /dN от соответствующего тангенса угла наклона стационарного участка ( d d /dN) st (рис. 3, б). Как видно из таблицы, во всем исследованном диапазоне нагрузок оно наступает при увеличении податливости в среднем на 15 %.
Данная величина использована в качестве критерия предельного состояния исходных образцов и предлагается для дальнейшего использования в проектировочном анализе силовых обшивок транспортных средств. Это обусловлено тем, что исходные образцы имеют примерно ту же начальную податливость (табл. 1), что и модифицированные. Однако при этом среднее увеличение податливости исходных образцов принимает значения 13,5; 30 и 20 % при уровнях нагрузки 150, 175 и 200 Н соответственно. Таким образом, величина 15 % соответствует порогу гарантированной работоспособности как модифицированных, так и исходных соединений.
Существенный разброс результатов циклических испытаний (см. таблицу) в первую очередь связан с неоднородностью механических свойств хаотически армированного стеклопластика
[14, 15], и самонарезающих винтов, область применения которых традиционно ограничена статическими нагрузками, а в данной работе используются как удобный модельный объект.
Как видно из результатов испытаний модифицированные образцы демонстрируют большее количество циклов до наступления предельного состояния во всем исследованном диапазоне нагрузок (от 1,5 до 4,2 раз). При этом коэффициент вариации количества циклов до достижения предельного состояния модифицированных образцов в 1,5 раза ниже, чем для исходных. Как показано в предыдущей работе [16], указанные положительные эффекты достигаются за счет заполнения полиэфирным связующим зазоров между винтом и стеклопластиком в результате предварительной обработки образцов по методу, описанному выше. Обработка приводит к увеличению площади взаимодействия армирующего самонарезающего винта и стеклопластика, обеспечивая более равномерную передачу нагрузки на армирующий винт и сглаженное поле напряжений, снижая влияние неоднородности механических свойств ХАСП на результаты испытаний.
Результаты циклических испытаний модифицированных образцов можно с достаточной точностью аппроксимировать степенной функцией в полулогарифмических координатах. Эта зависимость может быть использована для оценки долговечности путем экстраполяции в область многоцикловых испытаний. Уравнение, связывающее количество циклов до наступления предельного состояния и величину амплитуды действующей нагрузки имеет вид (рис. 6):
F = - 65,01 • lg ( N ) + 435,18. (1)
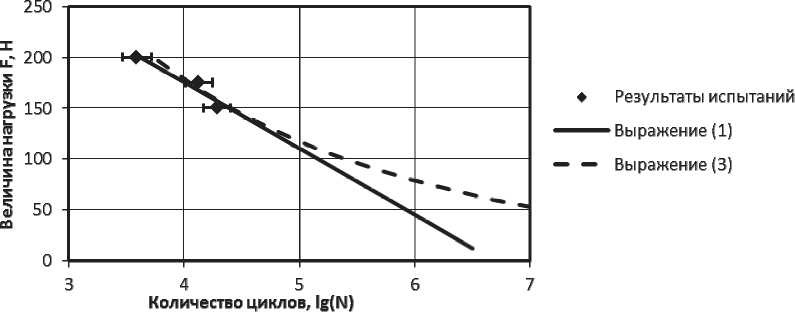
Рис. 6. Аппроксимация результатов испытаний модифицированных образцов
Аппроксимация иного вида (степенная) получена на основе анализа кинетики изменения условной податливости в зависимости от номера цикла. Для удобства анализа экспериментальных данных, полученных при различных уровнях нагрузки, учтены относительные величины, полученные из выражения
R 3( N ) = 5 N ) -f ( 0 ) • 100%, (2) v ' 5 ( 0 )
где 5 ( N ) = [ D max ( N ) — D min ( N )] / [ F mx ( N ) - F min ( N )] , м/Н – текущее значение условной податливости, полученное как отношение размаха перемещений D ( N) к размаху усилия F ( N ); 5 ( 0 ) - начальное значение условной податливости, м/Н.
Диаграмма относительного изменения условной податливости имеет характерный вид, показанный на рис. 7.
Анализ диаграммы для всего диапазона исследованных нагрузок показал, что на первом этапе податливость монотонно увеличивается в среднем на 4,5 %, далее наблюдается второй этап стационарного роста податливости в среднем на 10,5 %, после чего происходит её лавинообразное возрастание (см. рис. 7).
На рис. 8, а показаны средние значения длительности первого нестационарного участка диаграмм и их линейная аппроксимация в зависимости от величины нагрузки. На рис. 8, б показаны средние значения тангенсов угла наклона стационарного участка диаграмм и их аппроксимация
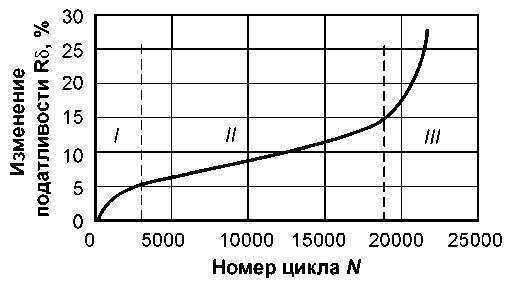
Рис. 7. Пример диаграммы относительного изменения условной податливости в процессе испытаний
степенной функцией в зависимости от величины нагрузки. При этом использовано дополнительное условие равенства нулю тангенса угла наклона при нулевой амплитуде нагрузки, соответствующее отсутствию роста податливости при отсутствии нагрузки.
С использованием полученных аппроксимаций зависимость количества циклов до наступления предельного состояния от величины действующей нагрузки примет вид
N =
10,5
6,28 • 10 - 17 • F 5' 86
- 36 F + 8400.
Как видно из рис. 6 и 8,б, дополнительное условие, связанное с отсутствием роста податливости при нулевой нагрузке, приводит к наличию асимптоты выражения (3), соответствующей пределу выносливости модифицированных соединений. Асимптота достигается при амплитуде нагрузки, составляющей ~ 45 Н.
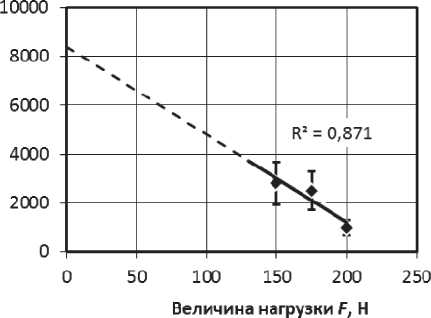
Рис. 8. Параметры экспериментальных диаграмм относительного изменения условной податливости модифицированных образцов: а – средние значения длительности первого нестационарного участка и их аппроксимация; б – средние значения тангенсов угла наклона стационарного участка и их аппроксимация
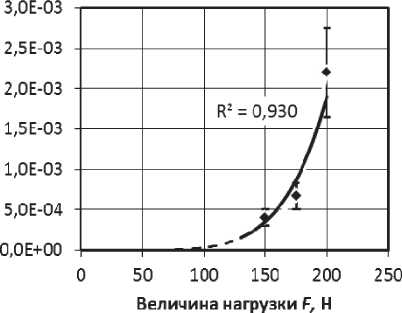
Для N = 1 000 000 выражения (1) и (2) позволяют получить оценки предельно допустимой амплитуды действующей силы F = 45,2 Н и F = 82 Н, соответственно.
Выводы
В представленной работе исследовано поведение исходных и модифицированных образцов нахлёсточных клеемеханических соединений типа стеклопластик-сталь на основе низкомодульного полиуретанового герметика. В качестве армирующих элементов использованы самонаре-зающие винты малого диаметра. Модифицированные образцы отличались от исходных дополнительной обработкой технологических отверстий при помощи полиэфирной клеевой композиции.
В ходе испытаний на циклическое растяжение-сжатие в диапазоне нагрузок от 150 до 200 Н, выявлены основные механизмы прогрессирования повреждений в образцах, приводящие к характерным особенностям циклических диаграмм «сила – перемещение», а также диаграмм изменения условной податливости образцов в зависимости от количества циклов.
Основной причиной наступления предельного состояния образцов, характеризуемого лавинообразным увеличением податливости, является возникновение и развитие трещины в самона-резающем винте, что подтверждается данными микроскопических исследований поперечных разрезов образцов и результатами анализа циклических диаграмм «сила – перемещение».
Существенный разброс результатов испытаний в первую очередь связан неоднородностью механических свойств хаотически армированного стеклопластика и самонарезающих винтов.
Модифицированные образцы демонстрируют до 4,2 раз большее количество циклов до наступления предельного состояния во всем исследованном диапазоне нагрузок и в 1,5 раза меньший разброс результатов испытаний, что подтверждает эффективность предложенного метода предварительной обработки технологических отверстий.
Результаты малоцикловых испытаний модифицированных образцов с приемлемой точностью аппроксимируются степенными функциями, что позволило разработать две различные зависимости, позволяющие проводить обоснованную экстраполяцию в область многоциклового нагружения.
Работа выполнялась при финансовой поддержке Минобрнауки РФ в рамках проекта «Создание высокотехнологичного производства модельного ряда инновационных энергосберегающих трамвайных вагонов модульной конструкции для развития городских пассажирских транспортных систем» по договору № 02.G25.31.0108 от 14.08.2014 г.
Список литературы Работоспособность нахлесточных клеемеханических соединений при циклическом растяжении - сжатии
- Vaidya U. Composites for Automotive, Truck and Mass Transit: Materials, Design, Manufacturing. USA, DEStech Publications, 2010. 433 p.
- Tong L., Steven G. Analysis and Design of Structural Bonded Joints. Kluwer Academic Publishers Group, 2006. 288 p.
- Matsuzaki R. Improving Performance of GFRP/Aluminium Single Lap Joints Using Bolted/Co-cured Hybrid Method. J. Composites, Part A, 2008, vol. 39, pp. 154-163. DOI: DOI: 10.1016/j.compositesa.2007.11.009
- Heslehurst R. Design and Analysis of Structural Joints with Composite Materials. USA, DEStech Publications, 2013. 464 p.
- Son H.-G., Park Y.-B., Kweon J.-H., Choi J.-H. Fatigue Behaviour of metal Pin-Reinforced Composite Single-Lap Joints in a Hygrothermal Environment. J. Composite structures, 2014, vol. 108, no. 1, pp. 151-160. DOI: DOI: 10.1016/j.compstruct.2013.09.012
- Grassi M., Cox B., Zhang X. Simulation of Pin-reinforced Single-Lap Composite Joints. J. Composites Science and Technology, 2006, vol. 66, no. 11, pp. 1623-1638. DOI: DOI: 10.1016/j.compscitech.2005.11.013
- Heimbs S., Nogueira A.C., Hombergsmeier E., May M., Wolfrum J. Failure Behaviour of Composite T-joints With Novel Metallic Arrow-pin Reinforcement. J. Composite Structures, 2014, no. 110, pp. 16-28. DOI: DOI: 10.1016/j.compstruct.2013.11.022
- Kelly G. Quasi-static Strength and Fatigue Life of Hybrid (Bonded/Bolted) Composite Single-Lap Joints. J. Composite Structures, 2006, no. 72, pp. 119-129. DOI: DOI: 10.1016/j.compstruct.2004.11.002
- Barut A., Madenci E. Analysis of Bolted-Bonded Composite Single-Lap Joints under Combined In-Plane and Transverse Loading. J. Composite Structures, 2009, no. 88, pp. 579-594. DOI: DOI: 10.1016/j.compstruct.2008.06.003
- Hai N.D., Mutsuyoshi H. Structural Behavior of Double-Lap Joints of Steel Splice Plates Bolted/Bonded to Pultruded Hybrid CFRP/GFRP Laminates. J. Construction and Building Materials, 2012, no. 30, pp. 347-359. DOI: DOI: 10.1016/j.conbuildmat.2011.12.001
- Di Franco G., Fratini. L, Pasta A. Analysis of the Mechanical Performance of Hybrid (SPR/bonded) Single-Lap Joints Between CFRP Panels and Aluminum Blanks. J. International Journal of Adhesion & Adhesives, 2013, no. 41, pp. 24-32. DOI: DOI: 10.1016/j.ijadhadh.2012.10.008
- Mossalam A.S. Design guide for FRP Composite Connections. Reston VA, American Society of Civil Engineers, 2011.
- Hollaway L.C. Polymers and Polymer Composites in Construction. London, T. Telford, 1990. 275 p.
- Carpino G., Giorelo G., Nele L., Squillace A. Pin-Bearing Strength of Glass Mat Reinforced Plastics. J. Composites, Part A, 2002, no. 33, pp. 779-785. DOI: DOI: 10.1016/S1359-835X(02)00023-4
- Сапожников С.Б., Безмельницын А.В. Неоднородность локальной жесткости и прочности композита на основе стекломата. Вестник Перм. нац. исследоват. политехн. ун-та. Серия «Механика». 2012. № 2. С. 167-176.
- Шакиров А.А., Халилова Р.Г., Сапожников С.Б. Повышение жесткости нахлесточных клеемеханических соединений, армированных самонарезающими винтами. Вестник ЮУрГУ. Серия «Машиностроение». 2014. Т. 14, № 4. С. 30-36.
- Terostat 8590. Tekhnicheskoe Opisanie Produkta . Available at: http://www.hillmann-geitz.de/media/catalog/product/Dateien/101634471_TDB_Terostat_8590_ schwarz__600ml.pdf.
- Shurup-Samorez Universal'nyy UK . Available at: http://metall.nk-groupltd.ru/SHURUP-SAMOREZ-UNIVERSALNIJ-UK.html.
- Butanox M-50. Tekhnicheskoe Opisanie Produkta . Available at: http://www.pcpds.akzonobel.com/PolymerChemicalsPDS/showPDF.aspx?pds_id=623.
