Рациональные режимы правки круглых и шестигранных прутков

Автор: Бояршинов М.Г., Гитман М.Б.
Статья в выпуске: 2, 1994 года.
Бесплатный доступ
Рациональные параметры выравнивателя роликов для зачистки балок с круглым и шестиугольным поперечным сечением. Выравниватель ролика представляет собой разделитель с двумя линиями свободно вращающегося или приводного ролика, расположенного в шаблоне шахматной доски. Эмпирическое определение правильного переплетения рулонов требует значительных затрат. Следовательно, требуется теоретическое определение рационального (около оптимального) решения этой задачи. В отличие от известной работы авторы предлагают оригинальный метод, позволяющий решить указанную проблему с использованием пластической степени обработки поперечного сечения пучка. Определены рациональные режимы выравнивания пучка для «широкого кольца размеров поперечного сечения пучка.
Короткий адрес: https://sciup.org/146211729
IDR: 146211729 | УДК: 621.982:539.319
Текст научной статьи Рациональные режимы правки круглых и шестигранных прутков
The roller leveller is a devide with two lines of free-rotating or drive rollers positioned tn a checkerboard pattern. Empirical determination of the correct roll intermesh requires significant expenditure. Hence, a theoretical determination of the rational (neat' the optimal) solution of this problem is required. In contrast to known paper, the authors propose the original method allowing one to solve the mentioned problem using the plastic working degree of the beam cross section. The rational regimes of the beam levelling for the wide ring of the beam cross section sizes are determined.
Технологические операции правки длинномерных прутков на роликовых правильных машинах <:РПМ:> обусловлены неоходимсстыо снижения искривленности» получаемой прутками в результате термообработки, ди значений, регламентируемых условиями последующей механической обработки. Для рассматриваемого в работе процесса правки используется правильная машина, представляющая собой секцию из и роликов, расположенных в шахматном порядке < рис.т>.
Сложность эксплуатации РПМ заключается в необходимости п.ределения точной настрюйки для каждого типа прюфиля скруг, квадрат. шестиугольник и т.п.», его размера, марки материала, йидцг> термообработки, величины начальной искривленности и т.д. Как правило, режим правки определяется экспериментально, что требует значипельных затрат времени и материалов, но не гарантирует оптимальности найденных вариантов настройки РПМ.
Бдя теоретического исследования процессов знакопеременного изгиба на основе алгоритма tl,2i создан компьютерный комплекс программ "ИЗГИБ", позволяющий моделировать механические процессы, происходящие в деформируемых щюфилях, определять кривизн?/, прогибь: изделия, величину деформации удлинения, силовые параметры РПМ, распределение остаточных напряжений по сечению профиля. Отличительной особенностью программного комплекса ‘'ИЗГИБ" является возможность исследования и учета истории деформации материальных частиц при их движении в процессе изгиба. Компьютерная модель реализована на ЕС ЭВМ и твм pc/ат. снабжена сервисным обеспечением блоков подготовки данных и отображения результатов. Основными допущениями модели с 1,2' является гипотеза плоских сечений, условие одноосного гапряженниго состояния. Исследуемый процесс считается стационарным, квазистатическим. Для учета эффекта Баушингера при
Рис.1. Схема правки прутков на 11-роликовой правильной машине.
--писании знакопеременного деформирования используется модель Мазинга (31.
Адекватность модели знакопеременного изгиба г 1,21 доказана сопоставлением экспериментальных данных с результатами теоретических исследований процессов правки рельсов Р 65 на 6-рожковой правильной машине (И, правки прутков на 7-роликовой правильной машине f4), рихтовки арматурной проволоки в двух плоскостном роликовом устройстве (2J и ряда других.
Рассмотрим правку на РИМ круглых прутков диаметром от 5 до 21мм и шестигранных прутков ss-saa с размер "под ключ":- из сталей аохю и 14Х17Н2 с отожженых и термообработанных на 'твердость 24-зг hr-о . Диаграммы одноосного растяжения стаж * приведены на рис. 2 -напряжение расчитывалось относительно первоначальной площади поперечного сечения, чем объясняется наличие ниспадающего участка диаграмм). С достаточной точностью диаграммы сопротивления материала пластическому деформированию могут быть аппроксимированы зависимостями ь у • £ где для отожженой стаж гохчз а = 676,3 МПа, Ь . 0,112;
для 'термообработанной стаж гохтз
Э - 1172,4 МПа, Г - 0,0889;
itчя '. тожжений стали 14Х17нг.
а - 1175,0 МПа, г (1,108;
для термаобрабп'танной стали ыххтнг
- 1357,5 МПа, в - 0,09997
’данные лжь-ичо>рных исследований и|.едсгэвлены Л.И.Рожковым
■ з-д им.М.И.Калинина, i.Пермь- flo Г-Н4Т Mi ',-lf=- СИ I > . <-И< чей !| flpf'll. ПЛ- г' ' , 10^4
Начальная кривизна прутков с по контрольным замерам)
изменяется от 0 до 0,5 м-1 с стрела прогиба от 0 до 65 мм на базе I м).
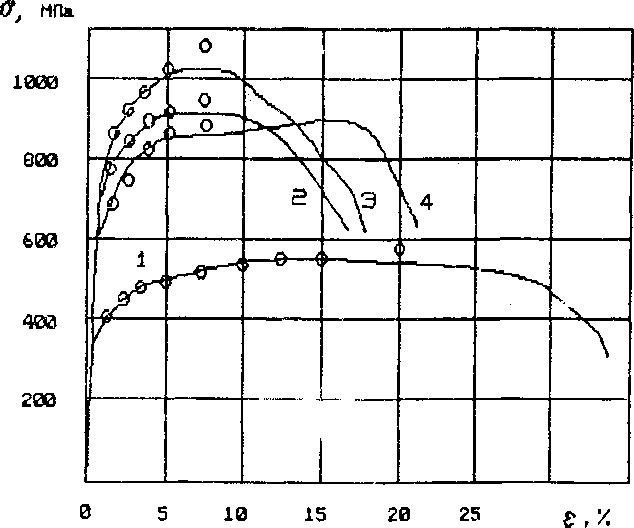
Рис.2. Сопротивление стали пластической деформации I - 20X13 сотожженая),
2 - 20X13 стермообработанная),
3 - 14Х17Н2 сотожженая),
4 - 14Х17Н2 стермообработанная), О ™ аппроксимация формулами с I).
Всуршино» М. Г. .. Гитиан М. Б.
В основе практических рекомендаций гвз по эксллуатэ-ш РИМ лежит прэдаоложекие о том, что на первых- роликах необходимо создавать значительную искривленность профиля, способствующую ■от'мвдчиху" первоначальной кривизны сблагодаря значительным ■ иас пезш .у^юриациям пс объему изделию, и исправляемую в цаль&зйьеч за счел у»тругопл&стическиго изгиба при огибании ноеладуюших ролике.-..- P-wth, проведенные с помощью программного комплекса ”H3IW ^'чьзьюают, что на и -роликовой правильной матине цедесооброзпс использовать первые 6-7 роликов дли создания стгби ной искрив.ревности смало зависящей от начальной кривизны х^р, а оставшимися роликами выправлять получаемую искривленность. Дея упрощения настройки РПМ принято, чти перемещения ь,ь ,ь первых трех роликов верхнего ряда одинаковы.
Для определения оптимальной вэличины перемещений первых трех роликов проведеа агшелигельный эксперимент пс определению влияния разброса начальной кривизны »о прутков на .диапазон изменения остаточной кривизны
Дх = max зе ОСТ , .. ОСТ mi ;\ %
, ост
<о, з
.><* 5о,5
-
V. зависимости от настройки РПМ. При проведении расчетов считалось, что последние четыре ролика с4-й, 5-й, 10--й, И-й. рчс.к разъедены и в продеесе правки не участвует,.
На рис.3,г гриведены результата исследог. эвия пагал^са зизкиа^рг^бхПкто изгиба круглых прутков диаметром \ь.>> из ■дермообработачной стали 14Х17нг. при малых деремещениях роликов верхнею ряда с до -1.0 ммэ деформировэнк-е происходит упруго, конечная кривизна совпадает с начальной. При больших перемещениях с -8,0...-10,0 и болеет значительная часть объема прутка нахожгоя в пластическом состоянии, что делает ото
•чувствительным1' к изменению начальной искривденности, пслэдствии чего диапазон значений -й*ог?г расширяется. Исслэдовашде показывает» что существуют режимы, обеспечивающие нажогудее значение д»ост. На этом же рисунке показан график
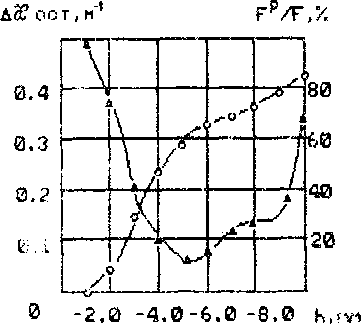
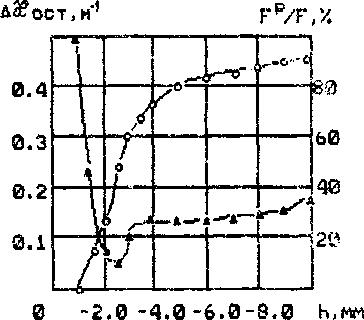
Рис.З. Влияние величины заглубления роликов я на разброс остаточной кривизны Д*огт круглых са^ и шестигранных с во прутков.
-
△ - разброс остаточной кривизны, о - степень проработки сечения пластическими
деформациями.
изменения степени пластической проработки сечения прутка
-
7) -■ max —-g— ,
O - площадь частя поперечного сечения, находящейся в пластическом состою, f - площадь поперечного сечения прутке; i ■ длина рабочей зоны РПМ> в зависимости от величины перемещения роликов верхнего ряда РПЫ. Аналогичное исследование проведено для шестигранных прутков. На рис.3,6 показаны графики, отражающие деформирование прутков SO из ОГОШСНОЙ стали 14Х17Н2. Проведенное исследование позволяет сделать вывод, что наименьшему разбросу значений остаточной кривизны соответствуют те режимы знакопеременного изгиба, ври которых пластическое деформирование охватывает 45...85% площади поперечного сечения -чутка. В связи с этим степень пластической проработки сечения 7? может быть использована в качестве критерия при определении величины перемещений первых трех роликов верхнего ряда РПМ, обеспечивающих минимальный разброс значений остаточной кривизны. Поиск рациональных режимов правки производится в следующей последовательности. Дея прутка данного размера определяется режим правки на РПМ с 7 роликами <четыре последних считаются разведенными и в процессе не участвуют, обеспечивающий при изменении начальной кривизны в пределах 0...0.5 м"1 минимальный разброс остаточной искривленности. Поиск такого режима производится использованием показателя степени пластической проработки о . При расчетах принимается, что ь =ь?=: v Даже, при найденных величинах ^бр- h3 ощх^де.яяются перемещения ь^ и ь^ двух последних роликов верхнего ряда, обеспечивающие снижение остаточной кривизны до минимального с по моду.№' значения. В таб.Т приведены результаты определения рззональных {.ежжив, обеспечивающих правку круглых прутков, го всем диапазоне изменения начальной кривизны, а также диапазоны разброса осгатсчнои искривленности, определенные теоретически и э к uiie I 'иментал ьа о. Таблица i Рациональные режимы правки круглых прутков из стали 14Х17Н2, термообработка на 24-32 икс Циамети Настройка РПМ, мм Диапазон и; вменения оста - прутка,мм 2 3 4 5 точной кривизны, м 1 расчетные значения экспериментальные данные 7,0 -S. о -5,0 —5, (?) -4,0 -2,3 О,0-0,026 8, О -5t 5 -5,5 -5,5 -3,0 -1,5 0,0-0,013 0,032-0,024 Q, о -6, о -о. о -6, О -г, о -1 ,0 0,0-0,036 О,004-0,016 с, о -5, О .....5, О -2,0 -1 , о О,0-0,035 0 008-0,016 1 1 , о -5,5 -5- 5 -5.5 1 , 3 0,0—0,040 О,000-0,033 1 2 , О -4 , О -4, О -4,0 -2,0 -0,5 О, 0-0,037" 0,004 -О , СИ 2 1 3, о - 3 5 -3,5 -35" - 2,0 -0,8 0.0-0,03 6 — 1 4- , U - 3, О -3,0 -3, о -2,0 -О, 8 (.), 0""О, Oj78 0,004-0,012 1 5 , о -3,5 -3,5 -3,5 -1,5 -0,5 О, > '-0,01 8 1 5 ; о - ?, о -3,0 1 - 0,0-0 . О1 2. 17,0 -3,0 - 3, о i.."1: О -О , ОО А 0,008-0,01е 18.0 - 3, €> -3,0 -3,0 -1 , о -0,5 О, ’3 - <7, 008 О,000-0,О15 1 Р, О - г? 6 8 “2,8 -а, в -1 , О -0,5 С>, 0-0,010 — го, о -г 5 -2 - 5 -2,5 ,0 -0,5 0,0-0,0.11 — 21 ' .5 -г; 5 г. 5 -1 , о -С'" - 4 О,0-0,007 Аналогичное исследование проведено для шестигранных прутков из итижженой стали 14хг7на с табл. 2л и круглых прутков из отожженой стали 20x1 о ктабл.Зо. Приведенные данные показывают, что с увеличением размера прутков величины перемещений роликов следует уменьшать, поскольку возрастание размеров сечения с при неизменном шаге роликов и той же настройке РПМ> приводит к увеличению изгибающих моментов, а следовательно - к расширению зон пластического Таблица 2 Рациональные режимы правки шестигранных прутков из отожженсй стали 14X17Н2 Результаты исследования свидетельствуют об эффективности предложенного подхода к определению рациональных режимов правки прутков, учитывающего разброс начальной кривизны изделии. Таблица 3 Рациональные режимы щзавки круглых прутков из отожженой стали 20x13 Диаметр Настройка РПМ, мм прутка, мм I 2 3 4 5 5, О -2,0 2, О -2,0 -1 . з 6,0 -2,0 -г, о -1,2 1,0 7 , О -2,0 -2, О -г, о -1 , 1 -1 ,1 8,0 -1 ,5 -1 ,5 -1 ,5 -0,75 -0,8 6, О -1 ,6 -1,5 -0,9 -0,8 ; о, О - 1,5 -1 , 5 -1,5 -0,3 - 0,66 ‘ i , <7 -1 -1 , О -1 , О - о, 35 1 । а, о 1 , О -1 , О -1 .о -О. Вб 6,7 J ?, () -1 , О -1 , О -1 ,0 1 4 , С, -О, 75 -О,75 —0,75 -0, 4 -о, 4 1 6 , О -0,75 75 -0,75 -0,49 -6,4 5 ’ . о -6,75 -0,75 -0,75 — б -0,5 1 7 , О - о, 5 -0,5 46 3 t А , 0 -0,5 - 0,5 -0,5 -0,4 -о, 3 1 О, о -0,5 - -0,5 -О, 5 -0,3 -0.3 зо, о -0,25 - О, 3,5 -0,26 3 -о, г Г?. 1 , С:- -0,25 -0,25 -0,25 -0,2 -0,15 22, О -0,25 -0,25 -С), 2 -0,15 Разработанный подход и комплекс вычислительных программ "ИЗГИБ" мшут быть рекомендованы для определения рациональных режимов правки профилей различных размеров и форм поперечного сечения из других сталей и сплавов. i . Трусив Ц.В.„ Гигман М.Б. Методика и результаты исследования напряХ:.:. н и-деформируемого состояния, возникав rip; при правке прокатных профилей - /Изв. высш.учеб.завед. Черная металлу pi ия. -Т 982.. . 47 -5 J. я. Алгоритм исследования наиряженно-деформирсваною состояния проволоки при деформировании знакопеременным изгибом с натяжением/ М.Г.Бояршинов, Е.М.Киреев, Б.А.Никифоров, И.В.Трусив // Изв. высш. учеб, завед. Черная металлургия,- 1984.- м 8. С.79-83; м 10.- -С.63-87. з .Москвигин В. В Циклические нагружения конструкций.- М.; Наука, 1981,- 314 с. элемент!'В 4 .Бояршинов М.Г.Д’итман М.Б., Трусов 11.В. Некоторые результаты теоретического исследования технологических прюцеесов знакопеременного изгиба // Обработка металлов дааяением. -Свердлс'ьск, 1986.- С.8 14. б.Ракишиц Г.С., Кузьминов В.Н, Машинная правка прока»;, нековок и деталей. -Мо Высшая школа, L983.- 200 с. Пермский тосударкггвенный технический университет
Размер прутка •‘ПОД КЛЮЧ"
мм
Настройка РИМ, мм
I
2
3
4
5
5,0
-3,0
-3,0
-3,0
-3,0
-3,1
о, о
-3, о
-3.0
-3, о
-2, 4
-2.5
7,0
-3,0
-3, о
-3,0
-2,1
, 1
8,0
-3,0
-3,0
-3,0
-1,7
,7
9,0
-2,5
-2,5
-2.5
-1,6
-1 , в
10,0
-2,5
-2,5
-2,5
-1,4
-1,3
11,0
-2,5
-2,5
-1,2
-1 . 1
1 2,0
-2.5
-2,5
-2,5
-1,0
-0,9
13,0
-2,0
-2,0
-2,0
-1 , о
-1 , О
14,0
-2,0
- 2,0 :
-2,0
-1,0
-0,8
15,0
-2.0
-й,0
-2,0
-1 , о
-0,9
16,0
-2.0
-2,0
- 2,0
-0,8
-0,7
17,0
-1,5
-1,5
-1,5
-0,8
-0,7
18,0
-1 ,5
-1,5
-1,5
-0,7
-0,7
19,0
-1 ,5
-1,5
-1,5
-0,7
-0,6
20.0
-1 ,5
-1 ,5
-1,5
-0,6
-0,5
21 ,0
-1,0
-1 ,0
-1 .О
-0.4
-С, 4
S3,0
-1,0
-1,0
-1 , о
-0,4
-с,з
деформирования. Это, в свою очередь, увеличивает диапазон изменения Л\>гт, что снижает эффективность процесса правки.
