Разработка автоматизированной системы управления реактором производства моторного масла

Автор: Кузичкин А.А., Савельева Ю.О., Кузовенков Л.С.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Информационные технологии, моделирование и управление
Статья в выпуске: 4 (78), 2018 года.
Бесплатный доступ
Состояние вопроса: Соответствие современным требованиям к качеству моторных масел во многом определяется уровнем автоматизации промышленного процесса их приготовления. Существующие и реально функционирующие установки обеспечивают постоянство целевого числового показателя вязкости масла только при точном соблюдении рецептуры производства. В рецептуре определены параметры расхода базового масла и присадок, также на технологический процесс оказывает влияние температура в реакторе, время приготовления. Установки производства моторного масла рассматриваемого типа не предусматривают варьирование показателей расхода компонентов в реактор, что приводит к отклонению показателя вязкости от желаемого. Строгий контроль технологического процесса производства моторного масла позволит обеспечить: высокую стабильность продукта, хорошие пусковые свойства при низких температурах, необходимую вязкость в пределах рабочих температур. Материалы и методы: На основе опытных данных эксплуатации установки по получению моторного масла произведен системный анализ технологического процесса...
Моторное масло, присадки, автоматизированные системы управления
Короткий адрес: https://sciup.org/140244319
IDR: 140244319 | DOI: 10.20914/2310-1202-2018-4-90-95
Development of an automated control system for the reactor of motor oil production
Background: Compliance to modern requirements to quality of motor oil to depends largely on level of automation of industrial process of their preparation. Existing and really functioning refinery processing units provide constancy of the target numerical index of the viscosity of oil only when the mix formulation of production is strictly observed. In mix formulation, the flow parameters of the base oil and additives are determined, the temperature in the reactor and the preparation time also exerts impact the technological process. Refinery processing units of production of motor oil of the type in question don't provide possible changes of flowrate of components in the reactor, which leads to a viscosity factor deviation from the desired one. Stringent control of technological process of production of motor oil provides: high stability of a product, good torque properties at low temperatures, necessary viscosity within working temperatures. Materials and methods: The system analysis of the technological process is carried out on the basis of the experimental data of operation of the unit for obtaining motor oil...
Текст научной статьи Разработка автоматизированной системы управления реактором производства моторного масла
Все современные требования, предъявляемые к моторным маслам, не обеспечиваются природными свойствами нефтяных масел, требуется добавлять различные улучшающие их свойства присадки [1, 6].
В рамках разработки автоматизированной системы управления (АСУ) рассматривается производство моторных масел, предназначенных для смазывания деталей цилиндропоршневой группы дизелей высокой степени форсирования, работающих в сложных условиях высоких давлений и температур на тяжелом топливе.
Существующая промышленная технология приготовления моторного масла выглядит следующим образом: в реактор с механическим перемешивающим устройством подается нагретое базовое масло, которое состоит из остаточных масел и дистиллятных компонентов, и композиция присадок, обеспечивающих маслу высокие эксплуатационные качества – противо-износные, нейтрализующие, антикоррозионные, растворяющие и моющие. После загрузки расчетного количества базового масла в реакторе включается перемешивающее устройство, а в его рубашку насосом подается теплоноситель, поддерживающий температуру. Далее в реактор закачивается расчетное количество присадок согласно рецептуре. После загрузки всех соответствующих компонентов и достижения вязкости определенного значения смесь перемешивают в течение заданного времени до получения однородной массы. Продукт выгружается из реактора и откачивается в товарный резервуар.
Недостатком данной технологии является большая вероятность отгрузки из реактора неоднородной смеси с низким качеством, это приводит к несоответствию масла современным нормам. Для повышения качества продукта целесообразно внедрить автоматизированную систему регулирования реактора, которая будет поддерживать соответствие необходимой рецептуре (количественное содержание базового масла и присадок), а также регулировать параметры вязкости и температуры внутри реактора.
Материалы и методы
Для автоматизации технологического процесса, диспетчеризации, учета ресурсов используется SCADA-система TRACE MODE.
SCADA TRACE MODE – это высокотехнологичная российская программная система, первая интегрированная информационная система для управления промышленным производством [8].
В рамках разработки АСУ в TRACE MODE были реализованы:
-
• экран настройки технологических параметров,
-
• мнемосхема технологического процесса, • программа управления.
Процесс создания графического экрана АРМ оператора заключается в последовательном размещении графических элементов c настройкой соответствующих свойств и осуществлении привязок к создаваемым в процессе аргументам шаблона экрана.
На экране настройки технологических параметров вводятся согласно регламенту приготовления масла требуемые объемы базового масла и присадок (м3), а также уставки по регулируемым параметрам: температура в реакторе (°С), вязкость (мм2/с) и время приготовления (мин).
В соответствии с этим на экране мнемосхемы (рисунок 1) представлены сигналы с датчиков расхода масла и присадок, температуры в реакторе, вязкости; таймер оставшегося времени приготовления, скорость двигателя перемешивающего аппарата.
Данные экрана работают совместно с программой управления.
Программа управления представляет собой реализацию регулирования, состоит из четырех блоков (рисунок 2 –5) , реализована на языке FBD (Function Block Diagram).
Первый блок программы (рисунок 2) реализует процесс заполнения реактора базовым маслом и присадками, исполнительными устройствами в данном случае являются клапаны.
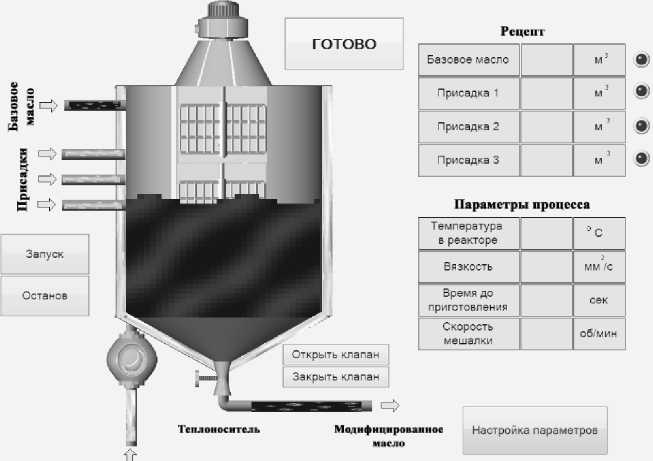
Рисунок 1. Мнемосхема процесса приготовления моторного масла
Figure 1. Mnemonic diagram of the engine oil preparation process
На вход блока «Умножение» подается сигнал запуска технологического процесса и значение объема базового масла, выходной сигнал – на вход блока «Вычитание» в качестве уменьшаемого, в качестве вычитаемого этого блока – выходной сигнал дискретного интегратора, входным параметром для которого является сигнал с датчика расхода базового масла.
Выходной сигнал дискретного интегратора – значение фактического объема базового масла в реакторе. Значение с блока «Вычитание» поступает на блок управления клапаном, куда также поступают сигналы с концевых выключателей открытия/закрытия клапанов подачи, сигнал позиции штока клапана, код, который предотвращает ошибку клапана. Выходным сигналом блока управления клапаном являются сигналы на открытие/закрытие клапана.
Аналогичным образом осуществляется процесс регулирования заполнения реактора присадками.
Второй блок программы (рисунок 3) – реализация сигнализаций, срабатывающих, если отклонение реального значения расхода присадок и базового масла от уставки больше 10%.
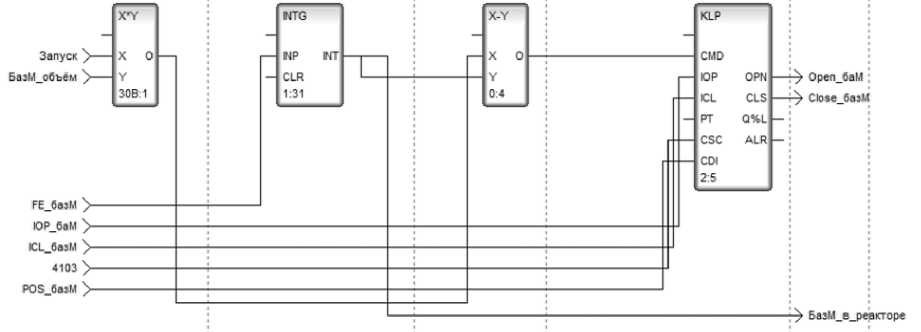
Рисунок 2. Первый блок программы управления
-
Figure 2. The first block of the control program
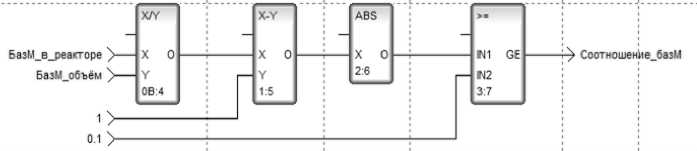
Рисунок 3. Второй блок программы управления
-
Figure 3. The second block of the control program
На блок «Деление» в качестве делимого подается значение фактического объема базового масла, в качестве делителя – значение уставки по объему подачи базового масла в реактор. Частное подается в качестве уменьшаемого на блок «Вычитание», вычитаемое – 1, т. е. отношение значения фактического значения к значению, которое должно быть, сравнивается со 100%. Модуль результата поступает на блок сравнения с «0,1», результат сравнения сигнализирует о несоответствии базового масла уставке.
Сигнализация при отклонении значений присадок осуществляется аналогично.
Третий блок программы (рисунок 4) реализует регулирование температуры в реакторе двигателем насоса, стоящий на подаче теплоносителя в рубашку реактора. Управление осуществляется ПИД-регулятором. Управление двигателем осуществляется с помощью преобразователя частоты (ПЧ).
В качестве уменьшаемого на блок «Вычитание» поступает результат умножения сигналов запуска технологического процесса и значения сигнала с датчика температуры в реакторе; в качестве вычитаемого – результат умножения сигналов запуска технологического процесса и значения уставки по температуре. Разность подается на вход блока PID, также вводятся коэффициенты пропорциональный, дифференциальный и интегральный составляющих для двигателя насоса подачи; максимальные и минимальные обороты в минуту двигателя. На выходе ПИД-регулятора – управляющий сигнал скорости двигателя насоса, подающего теплоноситель.
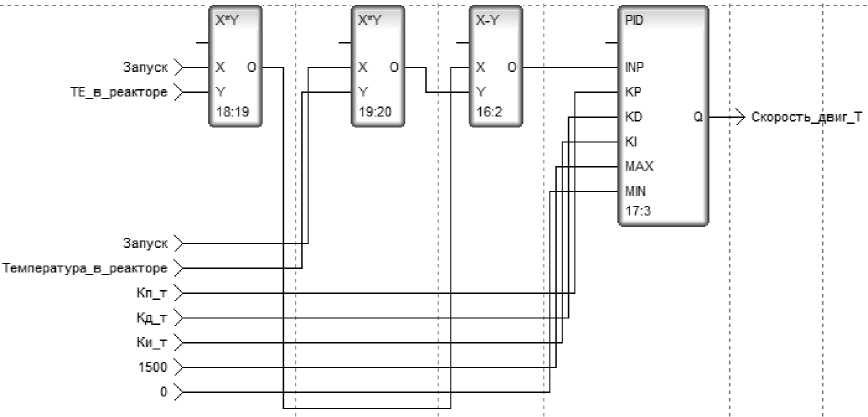
Рисунок 4. Третий блок программы управления
-
Figure 4. The third block of the control program
Четвертый блок программы (рисунок 5) осуществляет включение двигателя смешивающего аппарата через ПЧ, а также реализует таймер, который отсчитывает время до окончания процесса приготовления масла, сравнивая уставки по вязкости и соответствующий сигнал с датчика.
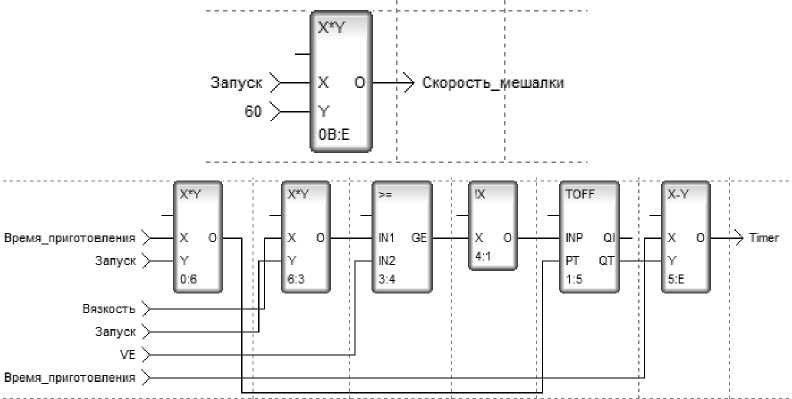
Рисунок 5. Четвертый блок программы управления
-
Figure 5. The fourth block of the control program
На блок «Умножение» подается сигнал запуска технологического процесса и скорость перемешивающего механизма в оборотах в минуту. Выходным сигналом является значение уставки на преобразователь частоты.
Реализация таймера следующая: на блок «Умножение» подается значение уставки по вязкости и сигнал запуска технологического процесса. Результат сравнивается с сигналом датчика вязкости смеси, логически инвертируется и поступает на вход блока задержки выключения, куда также поступает результат умножения значения времени на приготовление смеси и сигнал запуска технологического процесса. Результат в качестве вычитаемого поступает на блок вычитания, в качестве уменьшаемого – время на приготовление смеси. Разность – таймер.
Назначения параметров программы, предназначенной для управления реактором производства моторного масла, представлены в таблице 1.
Таблица 1.
Назначения всех параметров программы
Table 1.
Assign all program parameters
|
Параметр |
Описание | Description |
|
VE |
Сигнал с датчика вязкости смеси The signal from the sensor viscosity of the mixture |
|
TE_в_реакторе |
Сигнал с датчика температуры в реакторе The signal from the temperature sensor in the reactor |
|
Timer |
Таймер | Timer |
|
Температура_в_реакторе |
Уставка по температуре | Temperature set point |
|
Вязкость |
Уставка по вязкости | Viscosity set point |
|
Время_приготовления |
Время на приготовление смеси | Time to prepare the mixture |
|
Соотношение_базМ, Соотношение_прис 1, Соотношение_прис 2, Соотношение_прис 3 |
Сигнализации о несоответствии базового масла и присадок уставке Alarm about the mismatch base oil and additive setpoint |
|
БазМ_объем, Прис1_объем, Прис2_объем, Прис3_объем |
Уставка по объему подачи в реактор Setting the delivery volume of the reactor |
|
БазМ_в_реаторе, Прис1_в_реакторе, Прис2_в_реакторе, Прис3_в_реакторе |
Фактические объемы каждого подаваемого элемента Actual volumes of each feed item |
|
Запуск |
Сигнал запуска технологического процесса Process start signal |
|
Скорость_двиг_Т |
Скорость двигателя насоса, подающего теплоноситель Speed of the pump motor supplying the coolant |
|
FE _базМ, FE_прис 1, FE_прис 2, FE_прис 3 |
Сигналы с датчиков расхода базового масла и присадок Signals from base oil and additive flow sensors |
|
ICL_базМ, ICL_прис 1, ICL_прис 2, ICL_прис 3 |
Сигналы с концевых выключателей закрытия клапанов подачи Signals from closing limit switches of supply valves |
|
IOP_базМ, IOP_прис 1, IOP_прис 2, IOP_прис 3 |
Сигналы с концевых выключателей открытия клапанов подачи Signals from limit switches for opening supply valves |
|
POS_базМ, POS_прис 1, POS_прис 2, POS_прис 3 |
Позиции штоков клапанов | Valve stem positions |
|
Open_баМ, Open_прис 1, Open_прис 2, Open_прис 3 |
Сигналы на открытие клапанов Signals for valve opening |
|
Close_базМ, Close_прис 1, Close_прис 2, Close_прис 3 |
Сигналы на закрытие клапанов Valve closing signals |
|
Кп_т, Ки_т, Кд_т |
Параметры настройки ПИД-регулятора для двигателя насоса подачи Pid setting parameters for feed pump motor |
|
Скорость_мешалки |
Уставка на преобразователь частоты The setpoint for the frequency Converter |
Результаты
В результате внедрения системы будет обеспечено выполнение следующих функций:
─ автоматический сбор и первичная обработка технологической информации;
─ управление технологическим процессом в реальном масштабе времени;
─ представление информации о состоянии технологического процесса и его параметрах в удобном для восприятия и анализа виде.
Система позволит:
─ повысить точность поддержания требуемых параметров (расход исходных компонентов, температура смеси и ее вязкость внутри реактора);
─ улучшить качество конечного продукта;
─ уменьшить энергозатраты;
─ снизить затраты на обслуживание и ремонт.
Дальнейшая реализация разработанной системы будет состоять во внедрении разработанного проекта в ПЛК.
Заключение
Техническим обоснованием оптимизации процесса, разработки модели объекта автоматизации, алгоритма управления технологическим процессом является требование к качеству моторных масел. Ввод синтезированной в данной
Список литературы Разработка автоматизированной системы управления реактором производства моторного масла
- Анисимов И.Г., Бадыштова К.М., Бнатов С.А., Богданов Ш.К. и др. Топлива, смазочные материалы, технические жидкости. Ассортимент и применение; под ред. В.М. Школьникова. 2е изд., перераб. и доп. М.: Издательский центр «Техинформ», 1999. 596 с.
- Бесекерский В.А., Попов Е.П. Теория систем автоматического управления. 4е изд., перераб. и доп. СПб.: Изд-во «Профессия», 2003. 752 с.
- Гартман Т.Н., Клушин Д.В. Основы компьютерного моделирования химико-технологических процессов: учеб. пособие для вузов. М.: Академкнига, 2006. 416 с.
- Глущенко И.М. Теоретические основы технологии горючих ископаемых: учебник. М.: Металлургия, 1990. 296 с.
- Гуреев А.А., Чернышева Е.А., Коновалов А.А., Кожевникова Ю.В. Производство нефтяных битумов. М.: Нефть и газ, 2007. 103 с.
- Данилов В.Ф., Литвиненко А.Н., Ахсанов М.М., Тимербаев Р.М. Масла, смазки и специальные жидкости. Елабуга: изд-во филиала К(П)ФУ, 2013. 216 с.
- Денисенко А.В. Компьютерное управление технологическим процессом, экспериментом, оборудованием. М.: Горячая линия-Телеком, 2009. 608 с.
- Официальный сайт компании AdAstra URL: http://www.adastra.ru/
- Li Y., Liu Ch., Gao J.X., Shen W. An integrated feature-based dynamic control system for on-line machining, inspection and monitoring//Integrated Computer-Aided Engineering. 2015. V. 22. № 2. P. 187-200.
- Kalpakjian S., Schmid S.R., Vijai Sekar K.S. Manufacturing engineering and technology. Singapore: Pearson, 2014. 1180 p.
