Разработка имитационной модели конструкторско-технологической подготовки заготовительно-штамповочного производства в условиях комплексного применения цифровых технологий

Автор: Черников Михаил Сергеевич, Лотоцкий Артем Михайлович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 1-5 т.16, 2014 года.
Бесплатный доступ
Проведен анализ конструкторско-технологической подготовки заготовительно-штамповочного производства авиастроительного предприятия, а также разработаны два подхода к созданию имитационной модели в среде Tecnomatix Plant Simulation, предложены пути совершенствования организации рассматриваемых процессов в условиях комплексного внедрения цифровых технологий.
Имитационная модель, конструкторско-технологическая подготовка производства, жизненный цикл, изделие
Короткий адрес: https://sciup.org/148203002
IDR: 148203002 | УДК: 004.942
Development a simulation model of design-technological preparation of working and stamping production in conditions of complex use the digital technologies
The analysis of design-technological preparation of working and stamping production at aircraft manufacturer is made, also developed two approaches to creating a simulation model in Tecnomatix Plant Simulation medium, suggested the ways to improve the organization of discussed processes in conditions of complex implementation of digital technologies.
Текст научной статьи Разработка имитационной модели конструкторско-технологической подготовки заготовительно-штамповочного производства в условиях комплексного применения цифровых технологий
Лотоцкий Артем Михайлович, стажер-исследователь оснастки, последующий выпуск первой партии изделий с целью отработки на технологичность применяемых методов получения заготовок. Таким образом, отработка на технологичность новых методов получения форм и заготовок определяют качество и сроки их изготовления для цехов-потребителей предприятия, что в конечном итоге сказывается на эффективности производства.
Реализация программ масштабного технического перевооружения авиастроительной отрасли приводит к широкому внедрению передовых технологий, существенно меняющий облик технологических и производственных процессов. Так, внедрение высокопроизводительного дорогостоящего оборудования и в механообрабатывающих производствах требует изменения требований к заготовительно-штамповочному производству (ЗШП).
Производственный процесс в авиастроении состоит из трех этапов:
-
1) Заготовительный этап – производство заготовок: поковок, штамповок, отливок, сортового проката.
-
2) Механообрабатывающий этап – производство деталей самолета на металлообрабатывающих станках.
-
3) Сборочный этап – сборка и испытание готовых изделий.
Значение и роль каждого этапа изменяется в зависимости от особенностей каждого этапа развития авиастроения. До сих пор наибольший удельный вес в процессе производства занимает второй этап, поэтому достаточно продолжительное время научные труды были направлены на совершенствование процессов механической обработки. Между тем трудоемкость механической обработки, а, следовательно, количество оборудования, рабочих, необходимые производственные площади решающим образом зависят от качества изготавливаемых заготовок.
На современном этапе развития авиастроения одним из важнейших резервов повышения эффективности производства является совершенствование производства заготовок. Именно на этой стадии осуществляется первичное формообразование детали. Основная задача этой стадии производственного процесса состоит в максимальном приближении формы и размеров заготовки к форме и размерам готовых деталей и обеспечении необходимых физико-механических их свойств. На рис. 1 представлен анализ длительности основных этапов жизненного цикла ЗШП авиастроительного предприятия:
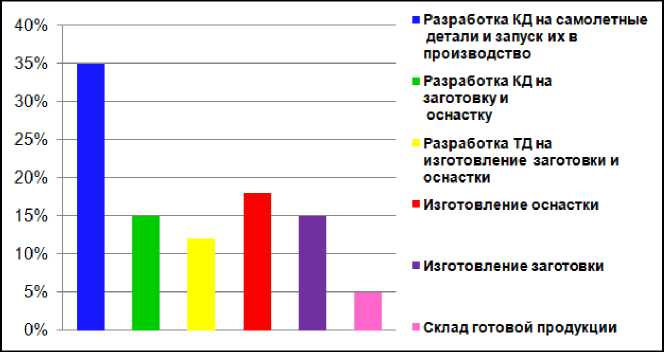
Рис. 1. Этапы жизненного цикла заготовительно-штамповочного производства
Исходя из проведенного анализа этапов жизненного цикла получаем, что трудоемкость процессов конструкторско-технологической подготовки ЗШП занимает значительную величину по сравнению с общим объемом производства. Следовательно, можно сделать вывод о том, что совершенствование КТП ЗШП позволит сократить производственные и временные издержки, а отсутствие методики реинжиниринга КТП ЗШП и перехода к «цифровому производству» по данному переделу является актуальным направлением для использования средств имитационного моделирования.
Разработка имитационной модели КТП ЗШП. Разработку имитационной модели произвели в системе имитационного моделирования Tecn-omatix Plant Simulation. Данная система позволяет управлять не только производством деталей и сборочных единиц, но и процессами КТП производства. Для реализации имитационной модели были использованы следующие элементы Tecnomatix Plant Simulation:
-
- «единичный процесс» - объект, обозначающий отдельный производственный процесс или операцию.
-
- «диалог» – объект, позволяющий создавать интерфейсы для диалога между системой и пользователем для ввода необходимых данных;
-
- «метод» – объект, позволяющий программировать средства управления рабочих станций, накопителей и другого оборудования;
-
- «буфер» – объект, являющийся накопителем деталей, заготовок или сборочных узлов.
При построении имитационной модели было реализовано 2 подхода: диалоговый подход и вероятностный подход.
Диалоговый подход: маршруты процессов КТП ЗШП задаются в формате ручного ввода. При воз- никновении событий, характеризующих перекресток, появляется диалоговое окно с вопросом дальнейших действий. В зависимости от указанного варианта ответа модель обрабатывает данные и отправляет по маршруту, который задал пользователь. Реализация диалогового подхода представлена на рис. 2. На рисунке показан фрагмент работы имитационной модели в режиме симуляции, где пользователю предлагается оценить возможность цеха изготовить оснастку самостоятельно, без привлечения специалистов сторонней организации. При положительном ответе система выбирает в качестве изготовителя рассматриваемый цех, в противном случае изготовителем становится сторонняя организация. Создание элементов диалогового окна происходит с помощью интерфейса системы имитационного моделирования Tecnomatix Plant Simulation. Для того чтобы система могла корректно обработать введенные пользователем данные, в методе прописываются соответствующие команды, это происходит с помощью внутреннего языка программирования SimTalk.
Вероятностный подход: маршруты движения детали задаются программным способом. При реализации данного подхода симуляция организации процессов КТП ЗШП происходит в автоматизированном режиме. Для построения имитационной модели необходимо определить возможные перекрестки (табл. 1), а также вероятности наступления каждого из альтернативных событий и их процентное соотношение. Исходными данными для модели будут являться количество изготовленных позиций за плановый период. Алгоритм работы имитационной модели необходимо прописать в «методе» (объекте, позволяющем программировать средства управления рабочих станций).
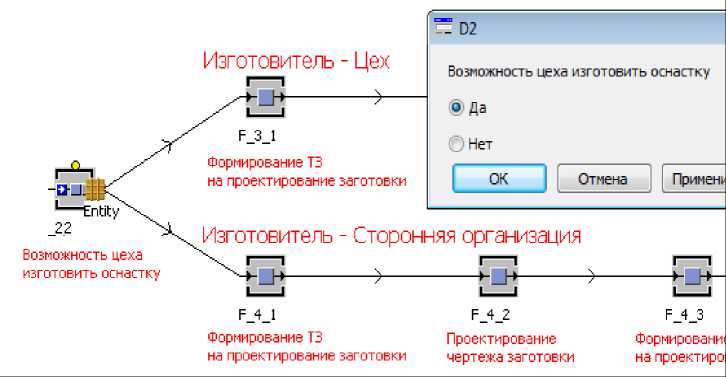
Рис. 2. Реализация диалогового подхода в среде Tecnomatix Plant Simulation
Таблица 1. Основные перекрестки конструкторско-технологической подготовки ЗШП
|
№ n/n |
Содержание основных перекрестков констрхкторско технологнческон подготовки ЗШП |
|||||
|
1. Организационно-технические процессы |
||||||
|
1 |
Наличие документов подготовки производства |
Наличие технологической оснастки |
Оснастка годна |
|||
|
2 |
Наличие документов подготовки производства |
Наличие технологической оснастки |
Оснастка требует ремонта |
Ремонт целесообразен |
Ремонт осуществляет цех |
|
|
3 |
Наличие документов подготовки производства |
Наличие технологической оснастки |
Оснастка требует ремонта |
Ремонт нецелесообразен |
Изготовление оснастки |
|
|
4 |
Наличие документов подготовки производства |
Наличие технологической оснастки |
Оснастка не годна |
Изготовление оснастки |
||
|
5 |
Наличие документов подготовки производства |
Отсутствие технологической оснастки |
Изготовление оснастки |
|||
|
6 |
Отсутствие документов подготовки производства |
Наличие возможности изготовить оснастку в цехе |
Наличие технологического процесса |
Изготовление оснастки |
||
|
7 |
Отсутствие документов подготовки производства |
Наличие возможности изготовить оснастку' в цехе |
Отсутствие технологического процесса |
Изготовление оснастки |
||
|
2. Процесс изготовления оснастки |
||||||
|
1 |
Оснастку изготавливает цех |
Изготовленная оснастка годна |
Изготовление опытного образца заготовки |
Контроль образца |
Сдача оснастки на склад Доработка оснастки |
|
|
Изготовленная оснастка не годна |
Доработка оснастки |
|||||
|
2 |
Оснастку изготавливает сторонняя организация |
Изготовленная оснастка годна |
Сдача оснастки на склад |
|||
|
Изготовленная оснастка не годна |
Доработка оснастки |
|||||
При написании программы необходимо указать следующие условия:
-
- «переход от события к событию» – условие, позволяющее отправить объект на необходимую функцию;
-
- «вероятность» – условие, позволяющее определить альтернативный маршрут движения объекта;
-
- «количественное соотношение» – условие, позволяющее определить количество позиций, которое проходит через каждое событие.
На рис. 3 представлен пример написания программы в методе для выбора альтернативного маршрута движения объекта и проверки количественного соотношения изготавливаемых позиций.
На рис. 4 представлен фрагмент технологической подготовки ЗШП, реализованный в среде имитационного моделирования Tecnomatix Plant Simulation. Для исполнения «метода» необходимо для каждой рабочей станции указывать адрес его расположения. Причем этот адрес может прописываться как на входе функции, так и на выходе – в зависимости от исполняемого алгоритма работы программы.
М Файл Изменить Переход Запуск Шаблон Вид Сервис Справка
№ Й * <-2 8 ч ^£ ^4 4 В Е Е ✓ do if @.naine=,'dor_osn1' or @.name=,lF2_F14_dor1‘ then
@.move(F_8_3_l);
if @,nane="F2_F14" then if V2_V10_100>30 then
@. move ( F_8_3_l) ;
V2_V10_109:=V2_V10_1O0-1;
else
@.move(F_8_3_2);
V2_V10_100:=V2_V10_100-1;
else J if V1_V10_57>18 then
@. move ( F_8_3_l) ;
V1V10 57: =V1_V10_5 7-1;
@.move(F_8_3_2);
V1 V10 57:=V1 V10 57-1;
Рис. 3. Пример листинга программы
Совершенствование организационнотехнических процессов КТП ЗШП. Из произведенного анализа имитационной модели можно сделать вывод, что одна из главных проблем организации процессов КПП – это отсутствие средств автоматизации, которые можно подразделить на системы автоматизированного проектирования и на системы электронного документооборота. Отсутствие первого вида систем сказывается на трудоемкости проектирования чертежей. Также данный фактор влияет на невозможность оперативного внесения изменений в проектируемый чертеж.
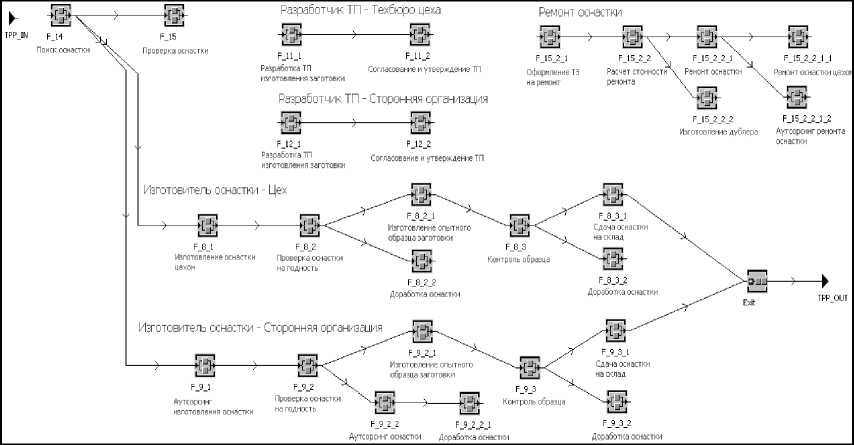
Рис. 4. Фрагмент технологической подготовки ЗШП
Поскольку этап формирования конструкторской документации является первым переделом в процессе изготовления детали, точность и качество проведенных работ играет важную роль. Использование систем второго типа позволило бы значительно сократить время на поиск необходимой документации. На текущий момент временные издержки на поиск конструкторской документации достаточно велики.
Повышения технико-экономической эффективности ЗШП можно достичь за счет применения на этапе КТП производства современных информационных технологий, таких как системы автоматизированного проектирования электронных моделей заготовки и оснастки, а также разработки технологии их изготовления и проведения инженерного анализа полученных моделей. Их использование влияет на сокращение сроков и снижение трудоемкости конструкторско-технологической подготовки производства новой номенклатуры штамповок, поковок и отливок, уменьшения их материалоемкости и затрат на их механическую обработку, позволяет прогнозировать и предупредить образование различных дефектов.
Рассмотрение комплексного подхода включает в себя изменение организации процессов КТП ЗШП на различных этапах. Проведен анализ организации процессов КТП ЗШП без применения информационных технологий, а также при условии комплексного внедрения цифровых технологий. Использование систем автоматизированного проектирования позволяет отказаться от бумажных носителей как основного источника достоверной информации. Это позволит поддерживать чертежи изготовления заготовок и оснастки, а также техно- логию их изготовления в актуальном состоянии. При этом сокращается трудоемкость проектирования чертежей и разработки технологических процессов. В условиях комплексного применения цифровых технологий вся информация будет храниться в единой базе данных электронного определения изделия. Результат сравнительного функционального анализа процессов подготовки производства представлен на рис. 5.
В результате на основе разработанной имитационной модели «как есть» предложены мероприятия по совершенствованию процессов конструкторско-технологической подготовки производства:
-
- моделирование и анализ процессов штамповки и отливки с помощью QForm и ProCAST;
-
- проектирование электронных моделей заготовки и оснастки NX;
-
- разработка технологических процессов с помощью САПР ТП «ТЕМП».
С учетом предложенных мероприятий разработана новая имитационная модель процессов КТПП с помощью, которой проведен сравнительный анализ длительности цикла КТПП в условиях комплексного применения цифровых технологий. Результат: сокращение цикла КТПП на 30% в целом по металлургическому производству.
Выводы: рассмотрена двумерная модель КТП ЗШП, но для большей наглядности можно построить трехмерную модель в Tecnomatix Facto-ryCAD, с помощью которой можно произвести оценку и оптимизацию размещения оборудования на производственных площадях. С учетом изменений в организации процессов КТП производства была разработана новая имитационная модель.
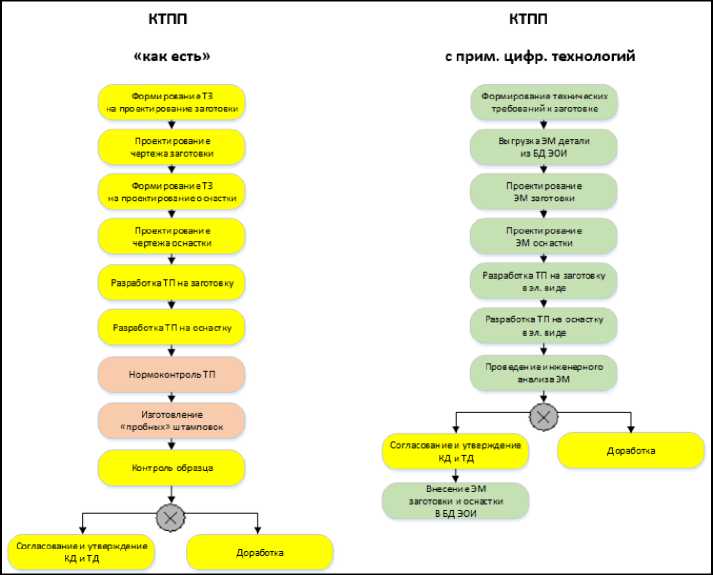
Рис. 5. Процесс подготовки производства до и после применения цифровых технологий
Предлагаемые подходы к созданию имитационной модели позволяют оценить изменение длительность цикла подготовки производства по каждому из возможных маршрутов движения заготовки. Также имеется возможность провести анализ пропускной способности производства с учетом выборочного внедрения инструментов моделирования и оценить предполагаемую экономическую эффективность от комплексного применения цифровых технологий в условиях конкретного производства.
Работа выполнена в рамках гоударственного задания Минобрнауки России.
Список литературы Разработка имитационной модели конструкторско-технологической подготовки заготовительно-штамповочного производства в условиях комплексного применения цифровых технологий
- Plant Simulation basics, methods, strategies _ PLT101 -Version 9.0.1, 2009.
- Обзор продукта «Tecnomatix Plant Simulation» URL: http://www.plm.automation. siemens.com/ru_ru/products/tecnomatix/plant_design/plant_simulation.shtml.
