Разработка методики проектирования универсального бункерного загрузочно-ориентирующего устройства с наклонным диском и тангенциальными карманами для стержневых ступенчатых заготовок

Автор: Е.В. Пантюхина, С.А. Васин, А.А. Маликов, А.А. Борисов
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.27, 2025 года.
Бесплатный доступ
В статье приводится описание методики усовершенствованного универсального бункерного загрузочно-ориентирующего устройства с наклонным вращающимся диском и тангенциально расположенными органами захвата для стержневых ступенчатых заготовок, включающей конструирование органов захвата и ориентирования, построение математической модели вероятности захвата заготовок и математической модели производительности усовершенствованного устройства. Подробно описаны все этапы расчета и проектирования усовершенствованного универсального бункерного загрузочно-ориентирующего устройства для цилиндрических и сложных ступенчатых заготовок тел вращения. Представлен пример расчета и выбора из разработанных и математически описанных диапазонов параметров усовершенствованного устройства для сложной ступенчатой заготовки, при которых усовершенствованное устройство будет стабильно и надежно функционировать, обеспечивая требуемую производительность автоматизированного оборудования при автоматизации процессов загрузки с максимальной производительностью.
Универсальное бункерное загрузочно-ориентирующее устройство, методика проектирования загрузочного устройства, стержневые ступенчатые заготовки, тангенциальные карманы для захвата заготовок
Короткий адрес: https://sciup.org/148331134
IDR: 148331134 | УДК: 621.9.06 | DOI: 10.37313/1990-5378-2025-27-3-171-178
Development of Design Procedure for Universal Hopper Feeding-Orienting Device with Inclined Disk and Tangential Pockets for Rod Stepped Billets
The article describes a technique of an improved universal hopper feeding-orienting device with an inclined rotating disk and tangentially arranged gripping members for rod stepped workpieces, which includes designing gripping and orienting members, building a mathematical model of the probability of gripping workpieces and a mathematical model of the feed rate of the improved device. All stages of calculation and design of improved universal hopper feeding-orienting device for cylindrical and complex stepped workpieces of solids of revolution are described in detail. An example of calculation and selection from the developed and mathematically described ranges of parameters of an improved device for a complex stepped workpiece is presented, at which the improved device will stably and reliably function, providing the required feed rate of automated equipment while automating feeding processes with maximum feed rate.
Текст научной статьи Разработка методики проектирования универсального бункерного загрузочно-ориентирующего устройства с наклонным диском и тангенциальными карманами для стержневых ступенчатых заготовок
В массовых производствах нашли широкое применение механические дисковые бункерные за-грузочно-ориентирующие устройства (БЗУ) при производстве патронов различных видов оружия, строительно-монтажных патронов, продукции машино- и приборостроения, пищевой продукции. Их используют для автоматизированной подачи в автоматические машины и линии с требуемой производительностью от 100 и более штук в минуту небольших заготовок различных форм в требуемом ориентированном положении перед выполнением некоторых видов технологических операций (вытяжка, сборка, упаковка и др.). Одним из главных требований, предъявляемым к БЗУ является то, что они должны надежно функционировать, обеспечивая безотказную работу технологического оборудования без сбоев и простоев [1, 2].
В связи с тем, что в рамках одного производства могут использоваться разные типы заготовок, которые не существенно отличаются по своим основным размерам, и для каждого из них требуется разработка БЗУ с определенными параметрами органов захвата и ориентирования в зависимости от размеров заготовки, то постоянно возникают задачи проектирования большого количества БЗУ для каждого типа встречающихся в производстве заготовок. Так как это приводит к существенным временным и материальным затратам, то становятся необходимым разработка конструкций и методики проектирования универсальных БЗУ, параметры которых путем регулировки могут подстраиваться под заготовки с различными геометрическими размерами широкой номенклатуры, и внедрение этого в производство [3].
клонным вращающимся диском и тангенциальными карманами [4]. Целью данной работы является разработка методики его расчета и проектирования, при которых устройство будет надежно и стабильно функционировать, обеспечивая требуемую производительность технологического оборудования автоматических линий, в том числе роторного типа.
ОСНОВНЫЕ ЭТАПЫ ПРОЕКТИРОВАНИЯ УСОВЕРШЕНСТВОВАННОГО УНИВЕРСАЛЬНОГО БУНКЕРНОГО ЗАГРУЗОЧНО-ОРИЕНТИРУЮЩЕГО УСТРОЙСТВА
Проектирование усовершенствованного универсального БЗУ с наклонным диском и тангенциальными карманами для стержневых цилиндрических и сложных ступенчатых заготовок должно осуществляться, исходя из обеспечения им стабильного функционирования и высокой производительности [5], поэтому должна заключаться в следующем. Во-первых, стабильно обеспечивать захват заготовок и их дальнейшее ориентирование, что обуславливает выбор конструктивных и кинематических параметров БЗУ именно с этих позиций. Во-вторых, производительность БЗУ, определяемая в первую очередь вероятностью захвата заготовок, должна быть максимальна, что требует при конструировании тангенциальных карманов выбрать их наиболее оптимальные параметры [6, 7, 8]. Таким образом, специфика функционирования БЗУ обуславливает необходимость его проектирования, основываясь на разработанные ограничения на все параметры тангенциальных карманов и органов БЗУ, осуществляющих ориентирование, и математические модели вероятности захвата и производительности усовершенствованного БЗУ для стержневых ступенчатых заготовок.
На рис. 1 показаны основные этапы проектирования усовершенствованного универсального БЗУ для стержневых ступенчатых заготовок тел вращения: конструирование органов захвата и ориентирования; построение математической модели вероятности захвата; построение математической модели производительности; выбор рабочей окружной скорости тангенциальных карманов; конструирование привода органов захвата и ориентирования.
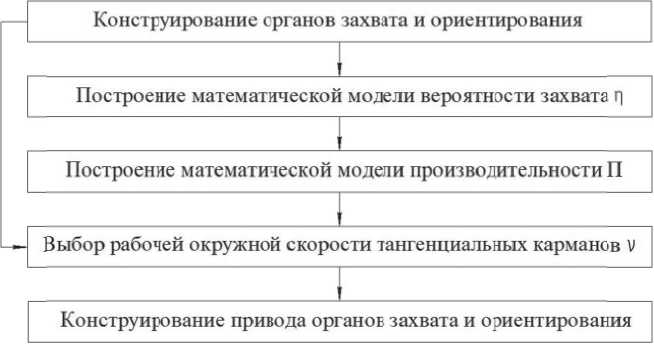
Рис. 1. Основные этапы проектирования усовершенствованного БЗУ для стержневых ступенчатых заготовок
Этап 1. Конструирование органов захвата и ориентирования. На данном этапе решаются задачи обеспечения стабильной работы усовершенствованного БЗУ путем определения диапазонов параметров его основных рабочих органов, при которых оно будет выполнять свои функции. Задачи данного этапа представлены на рис. 2.
Чтобы исключить западание в тангенциальный карман одновременно двух заготовок в продольном направлении, необходимо выбрать высоту кармана, что обеспечит правильное ориентирование заготовок на ножевой опоре в радиальных карманах.
Чтобы исключить западание в тангенциальный карман одновременно двух заготовок, одна из которых находится в продольном направлении, а вторая – в положении стоя, необходимо правильно подобрать значения зазоров Дк по длине кармана и Л по ширине кармана, которые определяют соответственно длину l к и ширину B кармана: l к = l + Д к, B = d i + Л . В зависимости от типа заготовок длина l к кармана, исключающая нахождение в кармане двух заготовок, определяется разработанными диапазонами в зависимости от типа заготовок.
Чем больше величина зазора, тем больше вероятность западания заготовки в карман. Но увеличение Дк приведет к увеличению шага t тангенциальных карманов, что приведет к сокращению их количества и, тем самым, снижению производительности БЗУ. Поэтому целесообразно принимать минимальные значения зазора Дк.
Определение высоты кармана - Н
Определение длины кармана /к, зазора Дк и ширины перемычки 8
/
Определение шага кармана /, и радиуса вращающегося диска R
Определение зазора по ширине кармана Д и ширины кармана В
Определение угла расположения ступеньки буртика vp
Рис. 2. Последовательность конструирования органов захвата и ориентирования
Толщина перемычки δ между тангенциальными карманами выбирается в диапазоне от 0,005 до 0,01 м, что обусловлено тем, что шаг t тангенциальных карманов доложен быть минимальным для более высокой производительности. Так как размер кармана ограничен длиной заготовки и шагом Дк, то варьировать целесообразно параметром δ .
После этого определяются шаг расположения тангенциальных карманов t = l к + 8 = l + Д к + 8 , задается их количество k и определяется радиус вращающегося диска R.
Чтобы определить допустимую ширину тангенциального кармана, необходимо определить оптимальную величину зазора Δ , при которой в карман не западет своим меньшим диаметром заготовка в вертикальном положении.
Затем определяется величина ширина кармана B в зависимости от типа заготовки.
После определения оптимальных размеров тангенциальных карманов, выбирается угол ψ расположения ступеньки буртика от вертикальной оси вращающегося диска – угол начала области, в которой начинается передача заготовки из тангенциального кармана в зону переориентирования заготовки на ножевой опоре и ее переход в радиальные карманы.
Выбор фактического угла ^ф расположения ступеньки буртика должен происходить при соблюдении условия уф < у min , то есть он должен быть меньше углов в зависимости от двух возможных вариантов расположения заготовки в тангенциальном кармане – тяжелой частью справа или тяжелой частью слева.
Разработанные ограничение на параметры усовершенствованного универсального БЗУ с наклонным диском и тангенциальными карманами позволяют определить диапазоны его параметров, при которых оно будет надежно и стабильно функционировать.
Этап 2. Построение математической модели вероятности захвата. Вероятность захвата представляет собой произведение вероятностей характеризующих соответственно благоприятное положение заготовки для ее захвата pi , отсутствие помех от сцепляемости заготовок друг с другом pc , отсутствие помех со стороны окружной скорости органов захвата p υ . На рис. 3 представлена методика построения математической модели вероятности захвата для всех типов стержневых ступенчатых заготовок в усовершенствованном БЗУ, реализация которой приведена в работах [9, 10, 11].
Вероятность pi в зависимости от типа заготовки и количества ее поверхностей определяется в следующей последовательности. Сначала определяются вероятности расположения на вращающемся диске каждой из поверхностей заготовок, чтобы определить вероятность p g того, что заготовка окажется на поверхности диска своей боковой поверхностью – требуемой для захвата. После этого необходимо определить максимальное pi max и минимальное pi min значения вероятности pi , соответствующие участкам зоны захвата, где заготовки располагаются разрозненно в один и несколько слоев. Для определения pi min необходимо определить углы γ и β . Затем определяется вероятность P i в зависимости от числа заготовок, которое может разместиться в зоне ф захв и радиуса R, на котором располагаются тангенциальные карманы.
На следующем этапе для определения вероятности pc вычисляются площади всех поверхностей заготовки и их сумма, а также рассматриваются все сопряжения поверхностей заготовок, которые возможно сочетать без разъединения и определяются углы ξ с учетом коэффициента трения µ 0 .
Затем для описания вероятности p υ определяется предельное значение окружной скорости ипред в зависимости от момента инерции заготовки, ее массы и минимальной глубины кармана Δ h , на которую должна запасть заготовка, чтобы ее не выбросило из кармана. Момент инерции J ц центра масс заготовки относительно центра качения определяется в зависимости от массы (плотности) заготовки и ее геометрических параметров, а предельное значение окружной скорости ипред — массой (плотностью), углом а д наклона диска, зазором Дк между стенкой кармана и заготовкой и минимальной глубиной Δ h кармана.
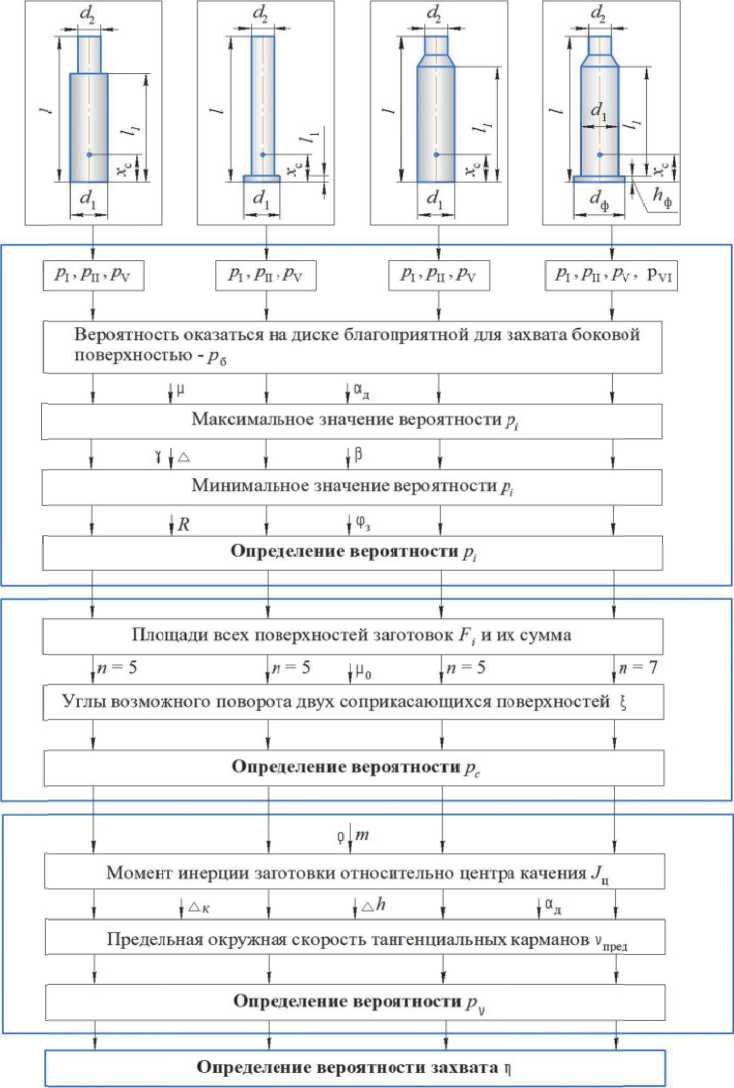
Рис. 3. Методика построения математической модели вероятности захвата заготовок
После того, как определены и описаны вероятности p i , p c и p и , получаем выражение для определения вероятности η захвата, включающее геометрические размеры стержневых ступенчатых заготовок, конструктивные и кинематические параметры усовершенствованного БЗУ, коэффициенты трения заготовка-БЗУ и заготовка-заготовка.
Этап 3. Построение математической модели производительности осуществляется с использованием разработанной математической модели вероятности захвата по выражению
„ 60 u 60 u
П = —n = —
tt
pipc
Г ^
1 4---- у ипред J
Конечным результатом всех этапов является график зависимости фактической производительности БЗУ от окружной скорости П( и ) . График визуализирует максимальное значение производительности усовершенствованного универсального БЗУ с наклонным диском и тангенциальными карманами и величину окружной скорости ее обеспечивающую. С помощью графика, в зависимости от производственных задач, и, в первую очередь требуемой производительности (должна быть на 5–15 % больше, чем производительность автоматической машины или линии), определяется рабочая окружная скорость.
Данную скорость необходимо согласовать с выбранным углом у ф, на котором следует расположить ступеньку буртика в выбранных ранее диапазонах, чтобы усовершенствованное БЗУ успело переориентировать заготовку на ножевых опорах в верхней его части.
ПРИМЕР РАЗРАБОТКИ КОНСТРУКЦИИ УСОВЕРШЕНСТВОВАННОГО УСТРОЙСТВА НА МАКСИМАЛЬНУЮ ПРОИЗВОДИТЕЛЬНОСТЬ
В качестве примера реализации представленной выше методики проектирования универсального БЗУ с наклонным диском и тангенциальными карманами, разработаем конструкцию БЗУ для сложных ступенчатых заготовок на его максимальную производительность. Заготовка имеет следующие размеры: d i = 0,01м , d 2 = 0,007 м , l = 0,05 м , l i = 0,034 м , l ук = 0,006 м , x c = 0,014 м ; латунь. Коэффициента трения: Ц = 0,25 , Ц 0 = 0,18 .
Этап 1. Для обеспечения стабильной работы осуществляется конструирование тангенциальных карманов и органов ориентирования заготовок в универсальном БЗУ. Выбор высоты тангенциального кармана для заданной сложной ступенчатой заготовки осуществляем в диапазоне от H min = 0,008 м до H тах = 0,012 м ; выбираем H тах = 0,01м . Длина l к тангенциального кармана выбирается из диапазона для заданного типа заготовки - от l к min = 0,051м до l к тах = 0,057мэ ; выбираем l к = 0,053 м . Тогда зазор Д к = l к - 1 = 0,003 м. Толщину перемычки между тангенциальными карманами принимаем равной 5 = 0,005 м . Тогда шаг тангенциальных карманов БЗУ: t = l + Д к +5 = 0,058 м . Тогда, задавшись числом карманов k = 26, вычисляем радиус диска по известной формуле. Получаем R = 0,24 м . Для определения ширины кармана задаемся значением Д = 0,003 м . Получаем ширину тангенциального кармана B = 0,013м и сравниваем его со значением B тах = 0,014 м . Получаем, что при выбранном зазоре и соответствующей ему ширине тангенциального кармана условие возможного западения в карман второй заготовки в стоячем положении исключена, так как B < B тах .
После определения оптимальных размеров тангенциальных карманов, выбираем угол у расположения ступеньки буртика от вертикальной оси вращающегося диска или, другими словами, угол начала области, в которой начинается передача заготовки из тангенциального кармана в зону переориентирования заготовки на ножевой опоре и ее переход в радиальные карманы. Определяем значения угла у при западании заготовки в карман тяжелыми частями справа и слева. Получаем начальные значения углов у в зависимости от окружной скорости карманов: справа у п = 52°...61° и слева у л = 30°...36° . Выбираем угол У ф = 25° .
Разработанные ограничение на параметры усовершенствованного универсального БЗУ с наклонным диском и тангенциальными карманами позволяют определить диапазоны его параметров, при которых оно будет надежно и стабильно функционировать.
Этап 2. Сначалаопределяемспомощьюразработаннойпрограммыосновныепараметры, входящие в выражение вероятности Pi. Получаем pg = 0,962, Piтах = 0,695, Y-P = 5,13°, Pimin = 0,027. Тогда вероятность Pi = 0,979. Затем с помощью программы определяем вероятность рс, предва- рительно определив площадь каждой поверхности заготовки и их суммарное значение. Получаем pc = 0,984. Затем для описания вероятности pи от окружной скорости тангенциальных карманов, определим предельное значение окружной скорости иПред в зависимости от момента инерции заготовки, ее массы и минимальной глубины тангенциального кармана, на которую должна запасть заготовка, чтобы ее не выбросило из кармана. Получаем иПред = 0,307 м/с.
После этого получаем выражение для определения вероятности η захвата, включающее гео- метрические размеры стержневых ступенчатых заготовок, конструктивные и кинематические параметры усовершенствованного БЗУ, коэффициенты трения заготовка-БЗУ и заготовка-заготовка.
Этап 3. Построим с помощью программы визуализацию вероятности захвата и производительности усовершенствованного БЗУ полученных с помощью программы моделей
П = — [0,963 • (1 - 112,5 и 4)] (рис. 4).
t
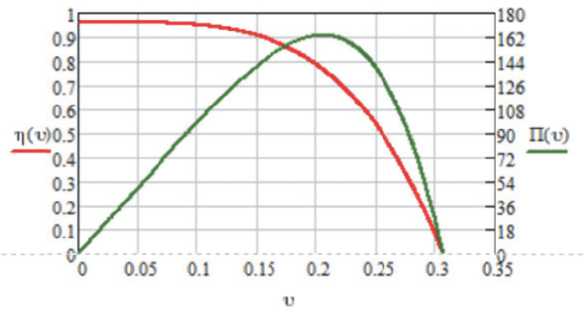
Рис. 4. Графики вероятности захвата и производительности БЗУ (этапы 2 и 3)
η= 0,963 ⋅ (1 - 112,5 υ 4) ;
С помощью графика определяем, что максимальная производительность БЗУ составляет 163 шт./ мин при окружной скорости тангенциальных карманов 0,21…0,22 м/с.
Так как на данных скоростях при эксплуатации БЗУ наблюдаются самые существенные колебания производительности, то рекомендуется принимать скорость равную 0,18 м/с, что позволит обеспечить 158 шт./мин. Это позволит разработанному БЗУ обеспечить бесперебойным питанием технологическое оборудование линии ступенчатыми заготовками, производительность которой составляет 145..150 шт./мин (так как производительность БЗУ должна быть на 5 – 15 % больше, чем производительность автоматической машины или линии). Значение коэффициента переполнения 5 – 15 % может быть взять минимальным, так как усовершенствованное БЗУ характеризуется высокой вероятностью захвата – ее максимальное значение составляет 0,963. Это значит, что колебания производительности усовершенствованного БЗУ с наклонным вращающимся диском и тангенциальными карманами минимальны. Значение скорости 0,18 м/с позволяет заготовкам вовремя перейти в зону их ориентирования при ^ ф = 25° .
На следующих этапах проектирования конструируется привод БЗУ с наклонным диском и тангенциальными карманами, представляющий собой асинхронный электродвигатель, клиноременную передачу и червячный редуктор, а также предохранительная муфта.
ЗАКЛЮЧЕНИЕ
Представленная методика и основные этапы проектирования предложенного усовершенствованного универсального БЗУ с наклонным диском и тангенциальными карманами разработана на основе результатов теоретических и экспериментальных исследований. Она позволяет обосновать рациональные параметры разработанного БЗУ, при которых оно будет стабильно функционировать, обеспечивая необходимую для обеспечения непрерывной работы автоматизированного оборудования производительность.
На примере сложной ступенчатой заготовки подробно описаны все этапы разработанной методики, включающие определение диапазонов параметров его основных рабочих органов, при которых БЗУ будет стабильно функционировать, обеспечивая захват тангенциальным карманом только одной заготовки и ее дальнейшее ориентирование, построение математических моделей вероятности захвата заготовок и производительности усовершенствованного БЗУ, позволяющих обоснованно определить значения тех параметров БЗУ, при которых его производительность будет максимальна.
