Разработка оборудования для изготовления и предварительного уплотнения основы валяльно-войлочных изделий

Автор: Отыншиев М.Б., Ниязбеков Б.Ж., Садыкова Г.Е.
Журнал: Вестник Алматинского технологического университета @vestnik-atu
Рубрика: Техника и технологии
Статья в выпуске: 2 (115), 2017 года.
Бесплатный доступ
В данной статье авторами изложены сведения о разработкеоборудования для изго-товления и предварительного уплотнения основы валяльно-войлочных изделий в виде тех-нологической линии.Данная линия включает в себя: устройство для равномерной послойной раскладки; установку для предварительного валяния и катальную машину. Разработанная и изготовленная авторами установка позволяет сократить время валки в 6-8 раз, т.е. с 4-5 часов до 30-40 минут при очень высоком и равномерном качестве полотна.
Войлочные изделия, технология, оборудование, уплотнение основы, разработка, предварительное валяние
Короткий адрес: https://sciup.org/140204926
IDR: 140204926 | УДК: 677.056.2
Текст научной статьи Разработка оборудования для изготовления и предварительного уплотнения основы валяльно-войлочных изделий
В настоящее время все большее распространение находит производство текстильных изделий из натуральной шерсти методом свойлачивания. При этом изготовление основы шерстяных войлочных изделий является одной из важнейших операций технологических процессов, определяющих качество готовых изделий [1-3].
В настоящее время ремесленники как Казахстана, так Кыргызстана и России все эти операции выполняют вручную: из чистошерстяного топса путем ручной раскладки штапельков получают основу для валяния. Механизация данного процесса имеет большое экономическое значения для интенсификации технологических процессов. Заводы, ранее выпускавшие оборудование для предприятий местной промышленности, давно закрыты. Необходимо отметить, что эти машины были предназначены для получения грубого войлока из полугрубой и грубой шерсти. В настоящее же время все больше и больше развивается производство изделий из тонкой и полутонкой шерсти поверхностной плотностью до 300 г/кв.м.
Объекты и методы исследования
Объектами исследования являются технология изготовления войлочных изделий и оборудование для его осуществления. В процессе проведения работ авторами была спроектирована и изготовлена линия по механизации ручных операций при валке. Использование разработанного комплекта машин позволяет механизировать техпроцессы и значительно повысить производительность трудаи оборудования.
Для разработки технологической линии по производству войлочных изделий была использована сравнительная методика процесса ручной и механизированной валки изделий из натуральной шерсти.
Результаты и их обсуждение
Одной из разработанных машин является установка для предварительного валяния. Она состоит из следующих основных узлов (рис.1): сварная станина 1, изготовленная из металлических квадратных труб и швеллеров; нижняя неподвижная плита 2. Она изготовлена их твердой древесины и покрыта силиконовым материалом с мелкими перфорациями, предотвращающая скольжение по ним шерстяных волокон. Над нижней плитой располагается верхняя деревянная плита 3, которая может подниматься и опускаться. В процессе свойлачивания она совершает возвратно-поступательное движение в горизонтальной плоскости. Рабочее возвратно-поступательное движение верхней плиты сообщается от отдельного электродвигателя через эксцентрик. Поверхность верхней плиты также покрыта аналогичным силиконовым материалом.
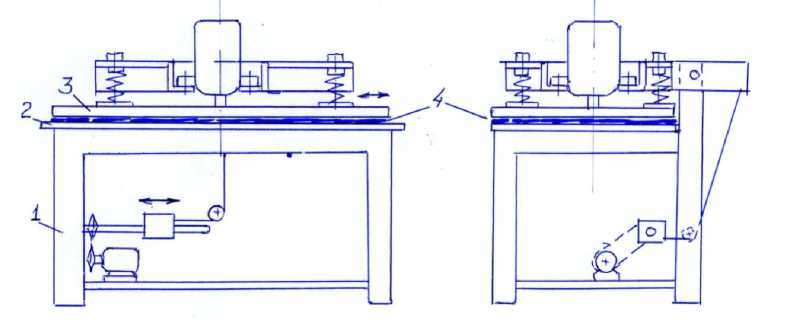
Рисунок 1 - Принципиальная схема машины для предварительного валяния
1 - сварная станина; 2 - нижняя неподвижная плита; 3 - верхняя деревянная плита; 4 - полуфабрикат
Параметры колебания верхней плиты могут быть изменены заменой эксцентрика с различным эксцентриситетом. Частота колебания на машине составляет 960 колебаний в секунду. Машина оснащена таймером для установки времени технологического цикла. На рисунке 2 представлен общий вид машины для изготовления и предварительного уплотнения основы валяльно-войлочных изделий в рабочем состоянии.
Для подъема и опускания верхней плиты предусмотрен отдельный двигатель, который через систему тросов и роликов производит подъем плиты. Один конец троса закреплен на ползуне, который при вращении двигателя смещается вправо или влево по резьбе. Второй конец троса закреплен на двуплечем рычаге, при опускании внешнего плеча рычага производится подъем верхней плиты и наоборот. Останов плиты на нижнем и верхнем положениях производится концевыми выключателями. На рисунке 3 показан общий вид машины для изготовления и предварительного уплотнения основы валяльновойлочных изделий в момент заправки полуфабриката для валки.
Характеристика оборудования:
-
1. Размеры верхнего стола: 2000 х 1000 мм.
-
2. Размеры нижнего стола: 2200 х 1000 мм.
-
3. Размеры машины: 2200 х 1500 мм.
-
4. Масса машины: 200 кг.
-
5. Мощность установленных электродвигателей: 5 кВт
-
6. Амплитуда вибрации верхнего стола: 6 мм.
Принцип работы машины: при верхнем положении верхнего стола 3 на нижнем столе раскладывается топс равномерным слоем. Полученный настил 4 увлажняется мыльным раствором до влажности 50-60%. Далее верхний стол опускается на нижний и включается двигатель, приводящий в вибрационное движение верхний стол.

Рисунок 2 - Общий вид машины для изготовления и предварительного уплотнения основы валяльновойлочных изделий в рабочем состоянии.

Рисунок 3 - Общий вид машины для изготовления и предварительного уплотнения основы валяльновойлочных изделий в момент заправки полуфабриката для валки.
За счет вибрации происходит сваливание шерсти. Время сваливания зависит от вида шерсти и толщины слоя и оно устанавливается от 5 до 15 минут. Для получения более плотного материала цикл валяния повторяется несколько раз. Между циклами материал необходимо переворачивать для получения равномерной плотности.
Испытания установки проводились на топсе производства ТОО «Шымкент-Каше-мир». Средняя тонина волокон шерсти 22,2 микрона, длина волокон 56 мм. Массовая доля содержания остаточного жира составила 1,2%. Поверхностная плотность настила 90 г/кв.м. Раскладка топса параллельная в один слой. Увлажнение мыльным водным раствором до влажности 60%. Время цикла 15 минут, число циклов 2. После высыхания плотность материала составила 10 г/куб.см.
Заключение, выводы.
-
1. Разработанная и изготовленная авторами установка позволяет сократить время валки с 4-5 часов до 30 минут.
-
2. Качество полотна очень высокое за счет равномерности послойной раскладки
-
3. Стоимость изготовления данного устройства для предварительного валяния войлочных изделий незначительна и не требует больших затрат.
-
4. Машина для предваляния может быть использована надомниками и ремесленниками для повышения производительности труда и изготовления высококачественных войлочных изделий.
путем многократного навивания на барабан и последующей валки на предлагаемой машине. Сбоя рисунка не происходит.
Список литературы Разработка оборудования для изготовления и предварительного уплотнения основы валяльно-войлочных изделий
- Горчакова В.М., Курицина Л.П и др. Оборудование для производства нетканных материалов. -М.: МГТУ им. А.Н.Косыгина. ООО «Совьяж Бево», 2006. -787с.
- Гусев В.Е., Сергеенков А.П. Технология валяльно-войлочного производства: Учебник для сред. спец. учеб. завед. -М.: Легпромбытиздат, 1988. -416 с.
- Лабораторный практикум по технологии нетканых материалов: Учеб.пособие для вузов/Г.Л. Барабанов, В.М. Горчакова, С.А. Овчиникова и др. -М., Легпромбытиздат, 1988. -416 с.
