Разработка оборудования с использованием магнитноимпульсного привода и материалов с эффектом памяти формы для сборки трехслойных конструкций изделий авиакосмической техники

Автор: Вашуков Ю.А., Ломовской О.В., Поникарова Н.Ю., Кирилин А.Н., Олексийко С.М.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 2 т.3, 2001 года.
Бесплатный доступ
Разработано технологическое оборудование для сборки трехслойных конструкций изделий авиакосмической техники. Оборудование позволяет получить качественное отверстие, а также осуществлять осевое пластическое сжатие материала резьбового вкладыша и его закрепление в отверстие трехслойной конструкции. Оно также позволяет закреплять устройство для сверлильно-зенковальных работ и инструментальную головку для постановки вкладыша. В качестве силопривода используется материал с эффектом памяти формы и магнитно-импульсный привод. Данное оборудование позволяет значительно снизить трудоемкость процесса постановки резьбового вкладыша.
Короткий адрес: https://sciup.org/148197649
IDR: 148197649 | УДК: 621.961.2
Development of the equipment with usage of magnetic-pulse drive and materials with form memory effect for assembly of three-layered design of parts of an aerospace engineering
The technological equipment for assembly of three-layered designs of parts of an aerospace engineering is developed. The equipment allows to receive a qualitative hole, and also to execute axial plastic compression of the threaded insert material and its fastening in hole of a three-layered design. It also allows to fasten the device for drilling-countersink works and tool head for placing of the insert. A form memory effect material and magnetic-pulse drive is used as a force drive. The given equipment allows considerably lower labour input of threaded insert placing process.
Текст научной статьи Разработка оборудования с использованием магнитноимпульсного привода и материалов с эффектом памяти формы для сборки трехслойных конструкций изделий авиакосмической техники
Самарский государственный аэрокосмический университет
Разработано технологическое оборудование для сборки трехслойных конструкций изделий авиакосмической техники. Оборудование позволяет получить качественное отверстие, а также осуществлять осевое пластическое сжатие материала резьбового вкладыша и его закрепление в отверстие трехслойной конструкции. Оно также позволяет закреплять устройство для сверлильно-зенковальных работ и инструментальную головку для постановки вкладыша. В качестве силопривода используется материал с эффектом памяти формы и магнитно-импульсный привод. Данное оборудование позволяет значительно снизить трудоемкость процесса постановки резьбового вкладыша.
В настоящее время одно из перспективных направлений в развитии аэрокосмической техники связано с разработкой и широким использованием трехслойных конструкций, выполненных из полимерных композиционных материалов. Объективной предпосылкой к разработке трехслойных конструкций является необходимость снизить массу и увеличить их жесткость, уменьшив при этом расход материала на несущие поверхности, а также повысить аэродинамические свойства поверхностей. Применение таких конструкций позволяет выполнять обшивку агрегатов летательного аппарата без продольных элементов жесткости и ограничиваться наружным слоем малой толщины, что приводит в целом к уменьшению массы летательного аппарата.
Вместе с тем, одной из проблем, решаемых в процессе разработки и изготовления трехслойных конструкций, является их крепление к силовым элементам (лонжеронам, нервюрам, шпангоутам) и обеспечения местной прочности в местах крепления. В настоящее время имеется определенный опыт получения соединений в этих конструкциях. Для образования соединений в местах приложения сосредоточенной нагрузки предусматриваются местные усиления (рис.1). Они осуществляются за счет различных вставок, которые размещаются внутри панели в местах крепления и обеспечивают прочность несущих слоев и сотового заполнителя. Вставки помогают распределить нагрузки, предотвращая, таким образом, концентрацию напряжений в несущих слоях [1,2].
В целях совершенствования существующих способов образования соединений авторами была разработана конструкция вкладыша [3,4] и способ его постановки (рис.2), который заключается в осевом пластическом сжатии материала вкладыша. В процессе осевого сжатия происходит радиальная раздача вкладыша по внешнему диаметру с образованием тороидальной поверхности, позволяющей зафиксировать вкладыш между верхней и нижней обшивками.
Для реализации технологического про-
Рис. 1. Вариант местного усиления для крепления деталей в трехслойных конструкциях
Рис. 2. Способ постановки в сквозное отверстие трехслойной конструкции: 1 - вкладыш;
2 - трехслойная конструкция; 3 - подштамповая плита; 4 - прижимная плита цесса образования резьбовых отверстий в трехслойных конструкциях применительно к условиям стапельной сборки разработан и изготовлен манипулятор (рис.3), представляющий собой шарнирный двухзвенник с системой самофиксирующихся шарниров 1. Манипулятор устанавливается на раму стапеля 2 и фиксируется с помощью струбцин 3. На сферическом шарнире 4 манипулятора можно закреплять клепальный молоток (инструментальную головку) или устройство для сверлильно-зенковальных работ 5.
Разработаны два типа манипулятора, отличающихся друг от друга системой рас-фиксации самофиксирующихся шарниров.
Для постановки втулок с резьбой до М5 в отверстия трехслойных конструкций в разработанном манипуляторе предусмотрена система, включающая гидропневмопреобразователь, способный создавать давление рабочей жидкости до 20 МПа, и систему гидроцилиндров, встроенную в каждую самофик-сирующуюся коническую муфту.
Для постановки втулок вкладышей с резьбой от М6 до М18 разработан и изготовлен более мощный манипулятор, где в качестве силопривода расфиксации шарниров используются силовые элементы из сплава с эффектом памяти формы.
Процесс образования отверстий в деталях из трехслойных конструкций, обшивки которых выполнены из полимерных композиционных материалов (ПКМ), требует решения ряда задач, связанных с обеспечение качества кромки отверстия на входе и выходе сверла, а также с образованием пылевидной стружки, значительно ухудшающей экологическую обстановку рабочих мест [5]. В результате решения поставленных задач разработано и изготовлено специальное устройство (рис.4) для образования отверстий в трехслойных конструкциях, предназначенное для размещения на манипуляторе.
Данное устройство состоит из корпуса 1, в котором размещен пневмодвигатель с редуктором 2. Корпус 1 имеет воздуховод 3, предназначенный для отвода отработанного воздуха и эвакуации пылевидной стружки. На шпинделе редуктора установлен трехкулачковый патрон 4, в котором закрепляется сверло 5. Геометрические параметры сверла для получения отверстий в изделиях из ПКМ и режимы сверления подробно рассмотрены в [5]. На корпусе 1 размещена пружина 6 и контактирующий с ней кондуктор 7, служащий для фиксации оси сверла 5 и прижима детали, необходимого для получения качественных отверстий. Кроме того на корпусе размещен подпружиненный треножник 8, способствующий установке оси устройства по нормали к поверхности обрабатываемой детали 9.
Устройство для получения отверстий соединено с манипулятором посредством сферического шарнира 10, который имеет зажимное устройство 11. На схеме (рис.4) представлено зажимное устройство с силоприво-дом из сплава с эффектом памяти формы. Для обеспечения подачи режущего инструмента корпус 1 устройства соединен с шарниром через направляющие 12 и контактирует с ус-
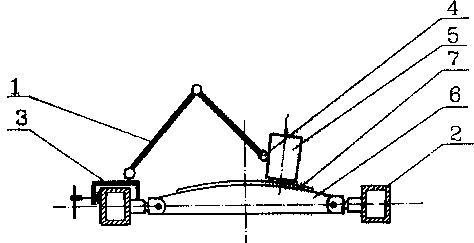
Рис. 3. Схема манипулятора: 1 - шарнирный двухзвенник; 2 - рама стапеля; 3 - струбцина; 4 -сферический шарнир; 5 - устройство для образования отверстий в деталях из ВКМ; 6 -ложемент; 7 - обрабатываемая деталь
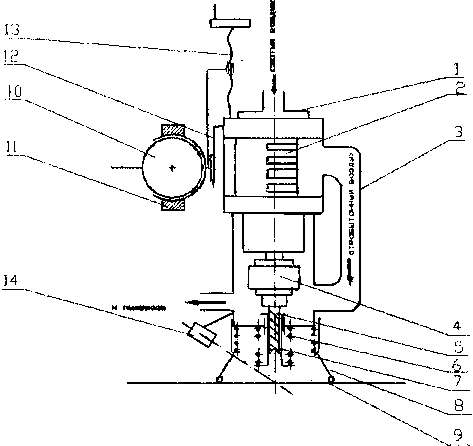
Рис. 4. Схема устройства для образования отверстий в деталях из ВКМ: 1 - корпус;
2 - пневмодвигателъ; 3 - воздуховод; 4 - патрон;
5 - сверла; 6 - пружина; 7 - кондуктор;
8 - позиционирующее устройство;
9 - обрабатываемая деталъ; 10 - шарнир;
11 - зажимное устройство; 12 - направляющие;
13 - устройство подачи; 14 - лазерный указателъ тройством подачи 13. Для установки оси устройства согласно предварительно нанесенной на деталь разметки осей отверстий с резьбой, на корпусе 1 размещен лазерный указатель 14.
Процесс образования отверстий под установку резьбового вкладыша заключается в следующем. На ложементах 6 сборочного приспособления (рис.3) фиксируется обрабатываемая деталь 7 (фиксирующие устройства условно не показаны). Затем включается система расфиксации шарниров манипулятора и устройство для образования отверстия 5, по пятну лазерного указателя 14 (рис.4) устанавливается согласно разметки. Причем, треножник 8 устройства обеспечивает автоматическую перпендикулярную установку оси устройства относительно поверхности обрабатываемой детали. Система расфиксации шарниров манипулятора включается и происходит фиксация оси устройства по оси подготавливаемого отверстия. На пневмодвигатель 2 подается сжатый воздух, вследствие этого приводится во вращение сверло 5. С помощью устройства подачи 13 корпуса 1 кон- дуктор 7 взаимодействует с обрабатываемой деталью и происходит сверление отверстия. Отработанный воздух, поступая в зону сверления, которая заключена в замкнутый объем, сдувает образующуюся пылевидную стружку, улавливаемую подключенным к установке пылесосом. По окончании процесса сверления пневмодвигатель останавливают и устройство приводят в исходное положение.
При постановке в полученное отверстие резьбового вкладыша используется инструментальная головка с магнитно-импульсным приводом (рис.5), которая также может быть закреплена к шарнирному двухзвеннику. Она состоит из обоймы 9, индуктора 6, бойка 7 и пружины 10. В работе инструментальной головки используется энергия, запасенная в батарее высоковольтных конденсаторов 3. При разряде конденсаторной батареи через неподвижный индуктор 6 возбуждается импульсное магнитное поле, которое инициирует в метаемом теле (бойке 7) ток. Взаимодействие импульсного магнитного поля индуктора 6 с полем, образованным током в бойке создает ускоряемую силу. В результате в инструментальной головке происходит непосредственное преобразование электрической энергии, запасенной в конденсаторах, в кинетическую энергию бойка 7, а затем и в работу деформации материала вкладыша. После удара о деформирующий пуансон боек
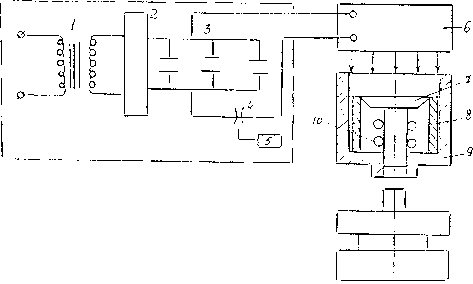
Рис. 5. Принципиальная схема электрической установки: 1 - трансформатор; 2 - выпрямителъ;
3 - конденсаторная батарея; 4 - разрядник;
5 - регулятор запасаемой энергии; 6 - индуктор;
7 - ударник; 8 - возвратная втулка;
9 - направляющий корпус; 10 - пружина
7 с помощью пружины 10 возвращается в исходное положение.
В качестве источника энергии разработан специальный переносной магнитно-импульсный энергетический блок с номинальным напряжением в несколько киловольт. Он позволяет от небольшого источника накопить достаточную энергию и затем, при разряде, сконцентрировать ее в небольшом объеме и, тем самым, повысить полезную мощность и энергию удара, приходящую на единицу веса ударного узла.
Проведенные в работе исследования показали, что коэффициент полезного действия всей инструментальной головки выше в случае если ударник и пуансон штапмовой оснастки отделены друг от друга на определенном расстоянии. Кроме того, данный вариант более универсален и позволяет перейти на другой типоразмер путем замены оснастки.
От работы параметров магнитно-импульсного блока во многом зависят масса и габариты инструмента и обеспечивается необходимая скорость бойка при ударе. В работе [4] получено уравнение для определения работы осадки AD резьбового вкладыша. Магнитно-импульсный инструмент должен быть спроектирован таким образом, чтобы кинетическая энергия ударника была больше величины AD на величину потерь, приходящихся на упругие деформации и перемещения элементов машины, а также силы трения.
В работе [6] разработана методика расчета энергосиловых параметров магнитноимпульсной установки для постановки вкладыша в отверстие трехслойной конструкции. При этом кинетическая энергия бойка определялась из зависимости mV2
= kA D ,
где к - эмпирический коэффициент, учитывающий величину потерь к = 1,5-2; m - масса бойка; V - скорость бойка.
Ранее проведенными исследованиями установлено, что масса бойка не может быть выбрана произвольно, так как только при массах ударника в диапазоне от 0,1 до 0,15 кг сохраняется практически максимальный КПД системы п равный 14% при всех уровнях запасаемой энергии.
Исходя из рабочего напряжения накопителя U0 и величины кинетической энергии можно вычислить емкость накопителя С и частоту разрядного тока w mV2 1
—г ; w =—, п и о 2 LC
где L - индуктивность контура "индуктор-боек".
Внедрение разработанной установки позволяет повысить качество получаемых отверстий в трехслойных конструкциях за счет исключения дефектов при сверлении отверстий и снижения массы силовой точки, а также снизить трудоемкость процесса постановки резьбового вкладыша.
