Разработка программного обеспечения для автоматизированного выбора абразивного инструмента на операции шлифования

Автор: Шипулин Леонид Викторович, Аль Акили Махмуд Мухаммед
Рубрика: Технология
Статья в выпуске: 1 т.17, 2017 года.
Бесплатный доступ
Рассмотрена практическая проблема выбора абразивного инструмента на операции шлифования, заключающаяся в сложности назначения многочисленных характеристик инструмента и высоком влиянии квалификации инженера-технолога. Предлагается решение этой проблемы путем разработки программного обеспечения для автоматизированного выбора абразивного инструмента. Для разработки программного обеспечения необходим алгоритм, базирующийся на некоторой существующей методике выбора инструмента. В качестве базы выбрана методика из справочника Уральского НИИ абразивов и шлифования, учитывающая основные физические взаимосвязи и закономерности процессов высокоскоростной обработки. По методике построен укрупненный алгоритм, состоящий из девяти блоков и включающий выбор всех основных параметров абразивного инструмента. Алгоритм реализован в инструментальной среде Microsoft Visual на объектно-ориентированном языке программирования C#, в результате чего получено программное обеспечение, включающее в себя набор справочных таблиц и аппарат выбора необходимых значений из этих таблиц. Показан пример функционирования приложения: на основе введенных исходных данных, демонстрирующих некую производственную ситуацию, программное обеспечение выбирает три подходящих маркировки шлифовальных кругов по мере их предпочтительности. Использование разработанного программного обеспечения показало, что время, затрачиваемое на выбор шлифовального круга, составляет 10-30 с, на качество выбора квалификация инженера-технолога не влияет. В связи с этим разработанный программный модуль позволяет решить поставленную задачу, повысить эффективность обработки шлифованием и сократить время технологической подготовки производства.
Шлифовальный круг, автоматизированный выбор абразивного инструмента, программное обеспечение для выбора инструмента
Короткий адрес: https://sciup.org/147151742
IDR: 147151742 | УДК: 621.92 | DOI: 10.14529/engin170106
Development of software for automated selection of abrasive tools for grinding operation
The practical problem of a choice of an abrasive tool on grinding operation consisting in complexity of assignment of numerous characteristics of the tool and high influence of qualification of the process engineer is considered. The solution of this problem by software development for an automated choice of an abrasive tool is proposed. The algorithm which is based on some existing tool choice technique is necessary for software development. As a basis the technique from the reference manual of the Ural scientific research institute of abrasives and grinding considering the main physical correlations and regularities of processes of high speed processing is selected. By a technique the integrated algorithm which is consisting of nine units and including a choice of all key parameters of an abrasive tool is constructed. The algorithm is realized in the instrumental environment Microsoft Visual on C# object-oriented programming language therefore the software including a set of reference tables and the device of a choice of necessary values from these tables is received. The example of functioning of the application is shown: on the basis of the entered basic data showing a certain production situation, the software selects three suitable markings of grinding wheels in process of their preference. Use of the developed software showed that time spent for a choice of a grinding wheel equals to about 10-30 seconds, and quality of a choice isn't influenced by qualification of the process engineer. In this regard, the developed software module allows to solve an objective, to increase efficiency of processing by grinding and to reduce time of technological preparation of production.
Текст научной статьи Разработка программного обеспечения для автоматизированного выбора абразивного инструмента на операции шлифования
Введение. Абразивный инструмент, применяемый на операциях шлифования, обладает множеством различных параметров, таких как: размеры круга, материал абразива, материал связки, зернистость, твердость, структура и некоторые другие параметры [1–5]. Каждый из этих параметров оказывает существенное влияние как на качество готового изделия, так и на весь процесс в целом. Ситуация усугубляется тем, что при неправильном выборе абразивного инструмента на операциях может возникать брак почти готовых изделий, прошедших весь цикл обработки. В связи с этим подбор абразивного инструмента является крайне важным этапом в технологическом проектировании высокоскоростных операций изготовления деталей.
В условиях промышленных предприятий инженер-технолог подбирает абразивный инструмент исходя из накопленного субъективного опыта или пользуясь различными справочниками [6–15] в совокупности с научными разработками [16–20]. В первом случае на правильность выбора абразивного инструмента существенно влияет квалификация технолога, и в ряде случаев ее может не хватить, в результате чего возникает вероятность неэффективного использования инструмента или получения брака. Во втором случае технолог пользуется некоторым справочным материалом, который может быть представлен в виде печатного или электронного издания. Такой подход обеспечивает правильность выбора инструмента, но требует дополнительного времени на поиск информации в справочнике. Таким образом, сложившаяся ситуация формирует научную проблему: инженер-технолог должен подобрать наиболее подходящий для каждой конкретной операции абразивный инструмент с наименьшими временными затратами.
Наиболее перспективным решением указанной проблемы является разработка модуля автоматизированного выбора абразивного инструмента. В соответствии с идеей такого решения, при использовании модуля инженер-технолог должен вводить исходные данные на заданную интерактивную форму и получать результат – подходящие марки абразивных инструментов. Дру- гими словами, в результате работы программы подбирается научно-обоснованное решение за очень короткий промежуток времени.
Тем не менее, модуль автоматизированного выбора представляет собой программу, которая функционирует по некоторому алгоритму, заданному ее разработчиком. В связи с этим, правильность разработки алгоритма работы модуля оказывает первостепенное з н ачение на последующую эффективность работы модуля, поэтому алгоритм должен базировать с я на некоторой научно-обоснованной методике выбора абразивного инструмента.
-
2. Разработка алгоритма выбора абразивного инструмента. Для разработки программного модуля автоматизированного выбора абразивного инструмента предлагается построить укрупненный блочный алгоритм. В качестве основы для построения алгоритма п редлагается методика выбора абразивного инструмента, приведенная в сп р авочнике [14]. В соответствии с этой мето-
дикой построен алгоритм, представленный на рис.
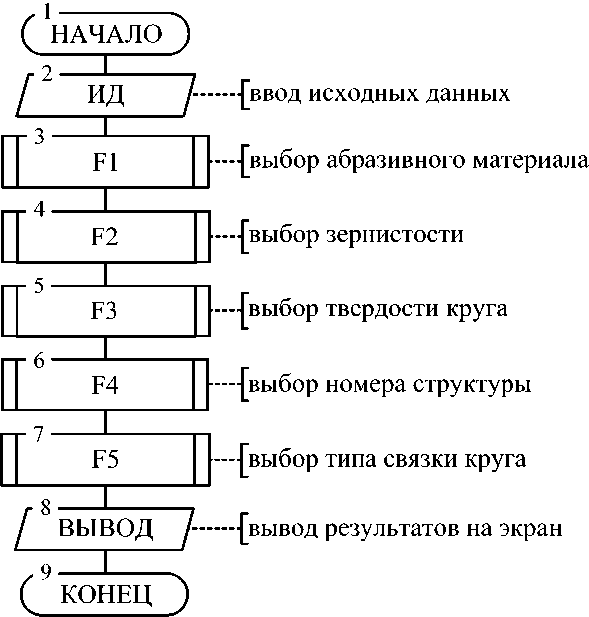
Рис. 1. Укрупненный алгоритм функционирования программного модуля
-
3. Разработка модуля автоматизированного выбора абразивного инструмента. Для реализации алгоритма, представленного на рис. 1, предлагается использовать объектно-ориентированный язык программирования C# и программную среду Microsoft Visua l C#. Рассм о трим реализацию каждого из блоков, представленных в алгоритме.
Рассмотрим более подробно каждый блок алгоритма и принцип их функционирования. В блоке 2 пользователем вводятся исходные данные на форму программного модуля. Анализ методики из справочника [14] показал, что для выбора абразивного инструмента необходимо знать следующие исходные знания: группу материала обрабатываемой заготовки, твердость ее поверхностного слоя и шероховатость обработанной поверхности. Пользователь вводит данные на форму и запускает выполнение алгоритма. В блоке 3 проводится выбор материала абразивных зерен в зависимости от заданной группы обрабатываемости материала заготовки. Для каждой группы обрабатываемости в методике предусмотрено несколько подходящих материалов абразивных зерен. Все они считаются подходящими и будут выведены в результатах как подходящие для данной операции. В блоке 4 выбирается зернистость в зависимости от требуемой шероховатости поверхностного слоя. Чем ниже требуются параметры шероховатости, тем мельче должна быть зернистость инструмента. В блоке 5 выбирается твердость связки в зависимости от группы обрабатываемого материала, твердости поверхностного слоя заготовки и шероховатости поверхности после обработки. В блоке 6 выбирается структура инструмента исходя из уже выбранных параметров: материала абразивного инструмента, зернистости и твердости связки инструмента. В блоке 7 выбирается тип связки абразивного инструмента. В блоке 8 выводятся марки подходящих абразивных инструментов, по ме- ре их предпочтительности.
В результате реализации блока 2 разработан интерфейс ввода исходных данных (рис. 2), который включает поле для выбора группы обрабатываемого материала и поля для ввода твердости поверхностного слоя и шероховатости, требуемой по чертежу изделия. После выбора группы обрабатываемого материала и ввода исходных данных пользователь запускает алгоритм выбора абразивного инструмента нажатием кнопки «Выбрать абразивный инструмент». В блоках 3–7 в соответствии с методикой назначения абразивного инструмента [14] последовательно выбираются следующие параметры: материал абразивных зерен, зернистость, твердость, структура и тип связки. В методике рекомендации по выбору этих параметров представлены в виде таблиц, по- этому в программном модуле они также хранятся в виде таблиц, а выбор параметров осуществляется путем построения логических условий. В заключительном, 8 блоке, в форме приложения для заданных исходных данных выводятся подходящие маркировки абразивных инструментов по мере их предпочтительности (сначала – более предпочтительные).
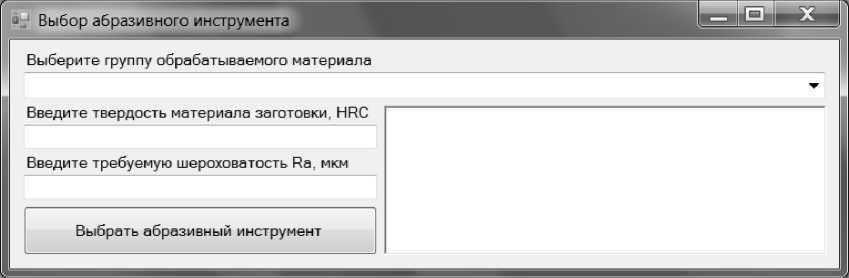
Рис. 2. Интерфейс модуля автоматизированного выбора абразивного инструмента
Пример функционирования модуля представлен на рис. 3. Пользователь выбрал первую группу обрабатываемости 1А, указал, что твердость поверхностного слоя заготовки равна 48 единицам по шкале HRC, а требуемая по чертежу шероховатость не должна превышать 0,32 мкм. Для таких условий программа предлагает три подходящие маркировки шлифовального круга: наиболее подходящий – маркировка 92А 16 СТ1 7 V по ГОСТ (92A F90 O 7 V по стандарту FEPA) и менее подходящие – 25А 16 СТ1 7V (89A F90 O 7 V) и 14А 16 СТ1 6 V (10A F90 O 6 V). В течение 10–30 с происходит выбор пользователем одного параметра и ввод двух других параметров, после этого запускается алгоритм выбора, и моментально происходит выбор абразивного инструмента.
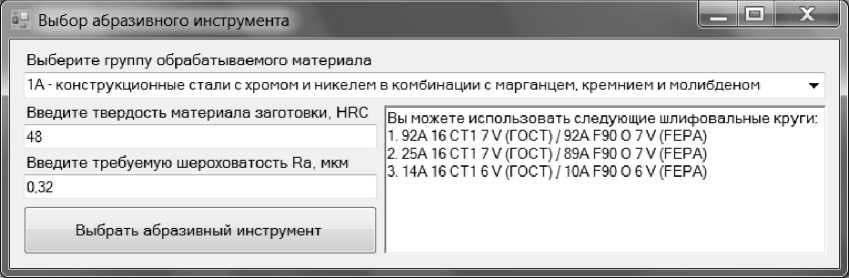
Рис. 3. Пример функционирования модуля автоматизированного выбора абразивного инструмента
-
4. Выводы. Таким образом, поставлена практическая задача выбора инструмента на операции высокоскоростной обработки и предложено ее решение в виде модуля автоматизированного выбора абразивного инструмента. Разработан алгоритм, базирующийся на научной методике, учитывающей основные взаимосвязи и закономерности процессов высокоскоростной обработки. Алгоритм реализован в инструментальной программной среде Microsoft Visual C#, в результате чего получено работающее приложение. Пример использования разработанного модуля показал, что время, затрачиваемое на выбор шлифовального круга, составляет 10–30 с, на качество выбора квалификация инженера-технолога не влияет. В связи с этим разработанный программный модуль позволяет решить поставленную задачу, повысить эффективность обработки шлифованием и сократить время технологической подготовки производства.
Результаты работы получены при финансовой поддержке Минобрнауки России в рамках реализации Федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технологического комплекса России на 2014–2020 годы», соглашение № 14.577.21.0170 (идентификационный номер соглашения RFMEFI57715X0170).
Список литературы Разработка программного обеспечения для автоматизированного выбора абразивного инструмента на операции шлифования
- Маслов, Е.Н. Теория шлифования материалов/Е.Н. Маслов. -М.: Машиностроение, 1974. -320 с.
- Абразивные материалы и инструменты: кат.-справ./под ред. В.А. Рыбакова. -М.: НИИмаш, 1976. -390 с.
- Абразивная и алмазная обработка материалов: справ./под ред. А.Н. Резникова. -М.: Машиностроение, 1977. -391 с.
- Rowe, W.B. Principles of Modern Grinding Technology/W.B. Rowe. -Second Ed. -William Andrew, 2014. -480.
- Malkin, S. Grinding Technology: Theory & Application of Machining with Abrasives/S. Malkin, S.C. Guo. -Second Ed. -Industrial Press Inc., 2008. -320 с.
- Лурье, Г.Б. Шлифовальные станки и их наладка: учеб. для проф.-техн. учеб. заведений/Г.Б. Лурье, В.Н. Комиссаржевская. -М.: Высш. шк., 1972. -416 с.
- Режимы резания металлов: справ./под ред. Ю.В. Барановский. -М.: Машиностроение, 1972. -408 с.
- Саютин, Г.И. Выбор шлифовальных кругов (для жаропрочных и инструментальных сталей)/Г.И. Саютин. -М.: Машиностроение, 1976. -64 с.
- Муцянко, В.И. Основы выбора шлифовальных кругов и подготовка их к эксплуатации/В.И. Муцянко, под ред. Л.Н. Филимонова. -3-е изд. -Л.: Машиностроение, 1987. -134 с.
- Общемашиностроительные нормативы времени на операции, выполняемые на шлифовальных и доводочных станках, с применением автоматизированной системы технического нормирования//Крупносерийное и среднесерийное производство. Ч. I: Указания по эксплуатации. -М.: Изд-во ЦБПНТ при НИИ Труда, 1985. -208 с.
- Общемашиностроительные нормативы времени на операции, выполняемые на шлифовальных и доводочных станках, с применением автоматизированной системы технического нормирования//Крупносерийное и среднесерийное производство. Ч. II: Контрольные примеры. -М.: Изд-во ЦБПНТ при НИИ Труда, 1985. -296 с.
- Межотраслевые укрупненные нормативы времени на работы, выполняемые на шлифовальных и доводочных станках. Единичное и мелкосерийное производство. -М.: Изд-во ЦБНТ при НИИ Труда, 2001. -153 с.
- Кащук, В.А. Справочник шлифовщика/В.А. Кащук, В.А. Верещагин. -М.: Машиностроение, 1988. -480 с.
- Режимы резания на работы, выполняемые на шлифовальных и доводочных станках с ручным управлением и полуавтоматах: справ./Д.В. Ардашев . -Челябинск: Изд-во АТОКСО, 2007. -384 с.
- Каталог-справочник абразивного инструмента фирмы Grinding Techniques. -http://www. grindtech.com/pdf/TECHCATALOGUE_EBOOK.pdf (дата обращения: 03.03.2017).
- Ардашев, Д.В. Режимно-инструментальное оснащение операций абразивной обработки на основе вариативного проектирования/Д.В. Ардашев, В.И. Гузеев//СТИН. -2016. -№ 11.-С. 32-35.
- Ардашев, Д.В. Континуальное проектирование операций шлифования/Д.В. Ардашев, В.И. Гузеев//СТИН. -2016. -№ 8. -С. 33-37.
- Chen, X. Life cycle model of the grinding process/X. Chen, D.R. Allanson, W.B. Rowe//Computers in Industry. -1998. -№ 36. -P. 5-11.
- An Intelligent Multiagent Approach for Selection of Grinding Conditions, CIRP Annals/W.B. Rowe, Y. Li, X. Chen, B. Mills//Manufacturing Technology. -1997. -№ 46. -P. 233-238.
- Nazarieva, V.A. Network model of selection grain size of grinding wheels with the elements of the use of artificial intelligence systems/V.A. Nazarieva//STIN. -2016. -№ 2. -P. 37-40.
