Разработка рабочих инструкций операторов для обеспечения производительности производственных процессов

Автор: Антипов Дмитрий Вячеславович, Клентак Анна Сергеевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 2 т.22, 2020 года.
Бесплатный доступ
В статье рассматриваются подходы к разработке рабочих инструкций по выполнению технологических операций, обеспечивающих требуемую производительность труда и снижающих риск появления несоответствий, приводится алгоритм разработки рабочих инструкций, этапами которого являются структурный анализ, функциональный анализ, анализ потенциальных несоответствий, влияющих на производительность труда.
Организация производства, производительность труда, потенциальные отказы, влияющие на производительность труда, структурный анализ, функциональный анализ
Короткий адрес: https://sciup.org/148312630
IDR: 148312630 | УДК: 331.101.6 | DOI: 10.37313/1990-5378-2020-22-2-11-15
Development of operator work instructions to ensure the productivity of production processes
The article discusses approaches to the development of work instructions for performing technological operations that provide the required labor productivity and reduce the risk of inconsistencies, provides an algorithm for the development of work instructions, the stages of which are structural analysis, functional analysis, analysis of potential inconsistencies affecting labor productivity.
Текст научной статьи Разработка рабочих инструкций операторов для обеспечения производительности производственных процессов
Структура рабочей инструкции должна содержать всю важную информацию для оператора, при этом не перегружая лишней информацией. На рисунке 1 приведена структура рабочей инструкции
Таким образом, рабочая инструкция для операторов должна содержать:
-
1. Основные этапы (элементы) выполнения технологической операции.
-
2. Анализ основного этапа (конкретизация действий и движений, там, где это целесообразно).
-
3. Ключевые моменты выполнения технологической операции – требования, критерии, характеристики и параметры, на что необходимо обращать особое внимание при выполнении этапа технологической операции, например, усилия затяжки, время ожидания, угол поворота, частота, подача и т.д.
-
4. Объяснение ключевого момента, т.е. почему необходимо выполнять в соответствии с заданными требованиями.
-
5. Периодичность выполнение этапов работ.
-
6. Запрещающие действия, влияющие на безопасность работы оператора.
-
7. Действия в случае отклонений (нетипичные ситуации), определяющие порядок действий при появлении нештатных (нетипичных) ситуаций.
-
8. Визуализация (поясняющие схемы/ фотографии).
Ниже приведем краткую характеристику разделов рабочей инструкции.
Основными этапами в рабочей инструкции описываются трудовые приемы либо трудовые действия оператора по выполнению технологических операции. Трудовой прием – это логически завершенная часть технологической операции, состоящей из совокупности трудовых
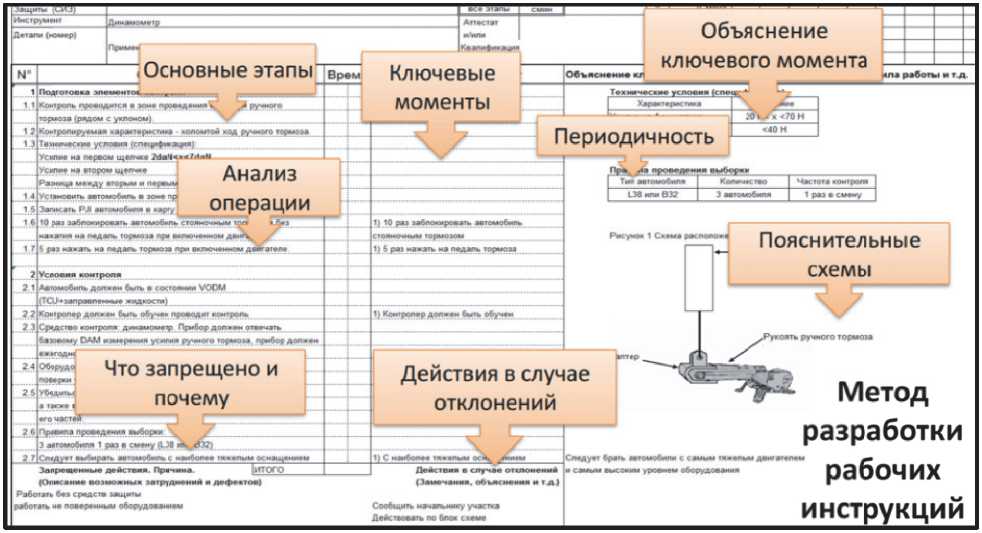
Рис. 1. Структура рабочей инструкции
действий при неизменных средствах и предметах труда, например, «установить заготовку в приспособлении». Трудовое действие – логически завершённая совокупность трудовых движений, выполняемых без перерыва 1 или несколькими органами человека при неизменных средствах и предметах труда, например, «взять деталь».
В некоторых случаях, для повышения производительности при выполнении технологических операций необходимо четко прописать последовательность действий и движений опе- ратора. Данный анализ позволяет определить рациональную последовательность действий и движений оператора для исключения скрытых потерь: ожидание; излишне перемещение; излишняя транспортировка.
Пример анализа выполнения этапа технологической операции приведен в таблице 1.
Самой важной частью выполнения операции является ключевой момент. Его несоблюдение оператором может привести к потерям производительности, появлению дефекта, по-
Таблица 1. Анализ этапов выполнения технологической операции
Последовательность разработки рабочей инструкции может быть следующая:
-
1. Изучение процесса.
-
2. Анализ элементов операции.
-
3. Выделение периодической и циклической работы.
-
4. Хронометраж.
-
5. Построение карты сбалансированной работы.
-
6. Определение ключевых моментов.
-
7. Объяснение ключевого момента.
Сложностью, как ни странно, является определение того, что является ключевым моментом при выполнении технологической операции. На сегодняшний день отсутствуют правила, по которым разрабатываются рабочие инструкции и определяются ключевые моменты.
Нами предлагается алгоритм определения ключевых моментов на основе методики анализа видов и последствий потенциальных отказов процесса PFMEA. Данная методика предполагает анализ потенциальных отказов влияющих на появления несоответствий с продукцией, однако данную методику можно адаптировать для анализа отказов, влияющих на производительность труда на производственном участке.
Отказ в нашем случае рассматривается в нескольких вариантах:
-
- полное невыполнение функции элемента технологической операции;
-
- частичное невыполнение функции элемента;
-
- ухудшение выполнения функции;
-
- нестабильность при выполнении функции.
Чтобы определить перечень отказов необходимо провести структурный и функциональный анализ и построить дерево структурного и дерева функционального анализа.
Структурный анализ упорядочивает элементы системы иерархически и устанавливает зависимость через структурные связи. Позволяет понять взаимосвязи между операциями и рабочими элементами процесса.
Рабочие элементы процесса в структурном анализе, это факторы, влияющие на производительность труда: оператор, выполняющий операцию; оборудование; оснастка; инструмент; применяемые материалы и комплектующие; вспомогательные материалы; производственная среда. Для каждой технологической операции определяется перечень факторов, влияющих на выполнение процесса и строится дерево структурного анализа (рисунок 2).
На рисунке 2 представлена часть технологического процесса, состоящего из трех технологических операций:
-
- 50 нагрев и формовка;
-
- 70 обрезка на водной резке;
-
- 90 установка дополнительных компонентов.
Для 50 операции «нагрев и формовка» определены факторы рабочего процесса, влияющие на производительность выполнения операции и появление несоответствий: оператор, оборудование, оснастка.
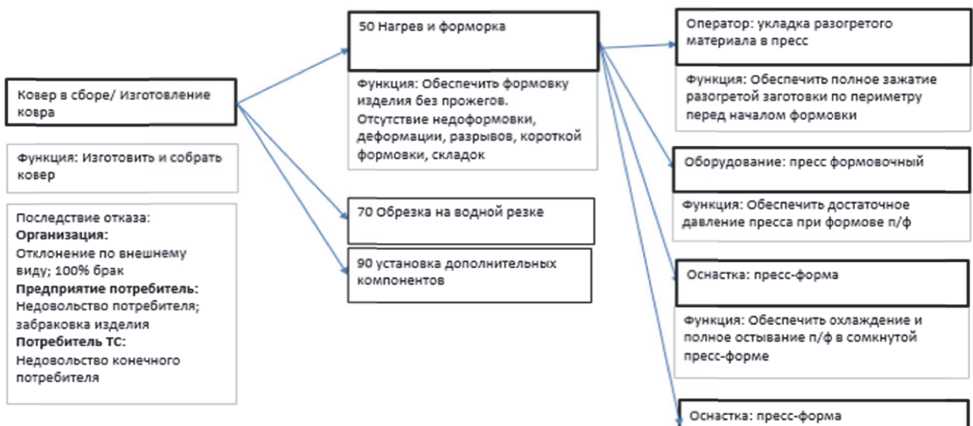
Следующим шагом является функциональный анализ. Функция – это предназначение элемента рабочего процесса для обеспечения производительности. Для каждого элемента процесса может быть несколько функций. Описание функции должно быть представлено в виде глагола («сделать это», «сделать с этим»), например, просверлить отверстие, нанести клей, вставить шпильку. Функция рабочего элемента процесса отражает вклад в операцию процесса для создания функций процесса/продукта. Это управляемые параметры процесса обеспечивающее получение характеристик технологической операции и продукции.
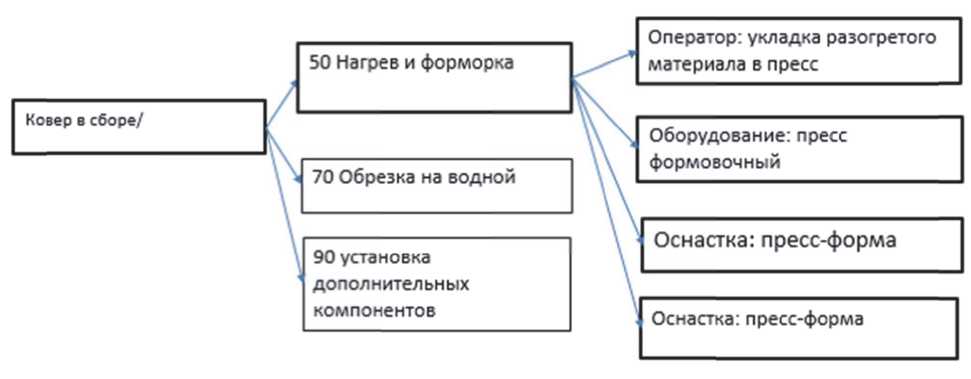
Рис. 2. Фрагмент дерева структурного анализа процесса изготовления ковра обивки багажного отсека автомобиля
На рисунке 3 приведен фрагмент дерева структурного анализа технологического процесса, в котором для элементов рабочего процесса определены их функции.
К функциям технологической операции определяются отказы, связанные с невыполнением, либо некорректным выполнениям функции, связанной как с изготовлением продукции,
Оснастка: пресс-форма
50 Нагрев и форморка
Оборудование: пресс формовочный
Оснастка: пресс-форма функция: Обеспечить достаточное давление пресса при формове п/ф
Оператор: укладка разогретого материала в пресс
Функция: обеспечить полное зажатие разогретой заготовки по периметру перед началом формовки функция: Обеспечить охлаждение и полное остывание п/ф в сомкнутой пресс-форме
\ 70 обрезка на водной резке ковер в сборе/ изготовление ковра
Функция: изготовить и собрать ковер
90 установка дополнительных компонентов функция: Обеспечить формовку изделия без прожегов.
Отсутствие недоформовки, деформации, разрывов, короткой формовки, складок
Последствие отказа: Организация:
Отклонение по внешнему виду; 100% брак Предприятие потребитель: недовольство потребителя; забраковка изделия Потребитель ТС: недовольство конечного потребителя
Функция: Обеспечить полное зажатие разогретой заготовки по периметру перед началом формовки
Рис. 3. Фрагмент дерева функционального анализа процесса изготовления ковра обивки багажного отсека автомобиля ковер в сборе/ изготовление ковра
Функция: Изготовить и собрать ковер
Последствие отказа: Организация:
Отклонение по внешнему виду; 100% брак Предприятие потребитель: недовольство потребителя; забраковка изделия Потребитель ТС: Недовольство конечного потребителя
Оснастка: пресс-форма
Оператор: укладка разогретого материала в пресс
1 Оборудование: пресс формовочный
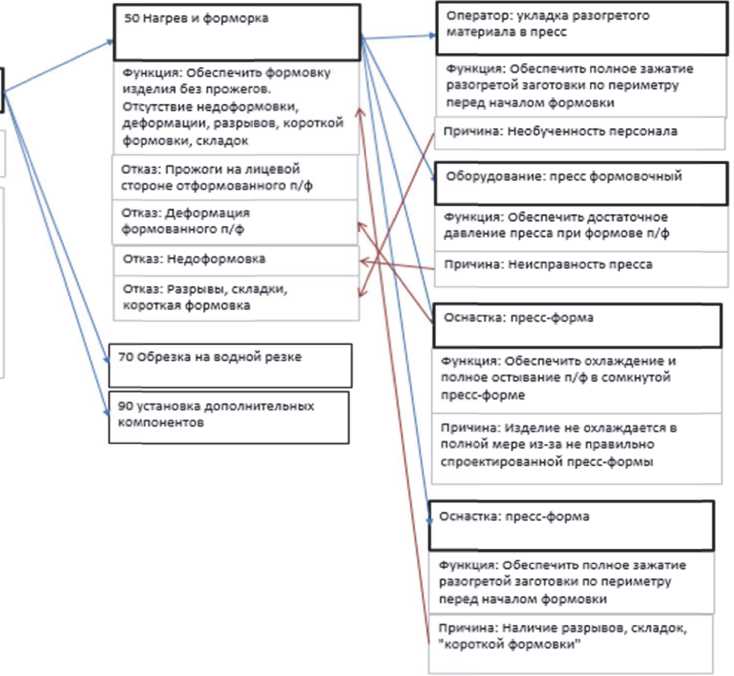
Функция: Обеспечить полное зажатие разогретой заготовки по периметру перед началом формовки причина: наличие разрывов, складок, "короткой формовки"
Функция: Обеспечить полное зажатие разогретой заготовки по периметру перед началом формовки
Причина: Необученность персонала функция: Обеспечить достаточное давление пресса при формове п/ф
Причина: неисправность пресса
Оснастка: пресс-форма
Функция: Обеспечить охлаждение и полное остывание п/ф в сомкнутой пресс-форме
Причина: изделие не охлаждается в полной мере из-за не правильно спроектированной пресс-формы
50 нагрев и форморка
Отказ: недоформовка
Отказ: Деформация формованного п/ф отказ: Прожоги на лицевой стороне отформованного п/ф
Отказ: Разрывы, складки, короткая формовка функция: Обеспечить формовку изделия без прожегов.
Отсутствие недоформовки, деформации, разрывов, короткой формовки, складок
) 70 Обрезка на водной резке
90 установка дополнительных компонентов
Рис. 4. Фрагмент дерева отказов, построенное для процесса изготовления ковра обивки багажного отсека автомобиля
Таблица 2. Описание ключевых моментов для выполнения технологической операции
|
Отказ/ причина отказа |
Описание ключевого момента |
|
Прожоги на лицевой стороне отформованного полуфабриката |
|
в соответствии с установленными требованиями, так и с обеспечением выполнения операции в соответствии с запланированной трудоемкостью.
Не выполнение функций рабочих элементов, является причинами, влияющими на появление отказов на уровне технологической операции, своего рода отказами 2-го порядка (причинами появления отказов).
На рисунке 4 приведен фрагмент построения дерева отказов для технологической операции.
Отказы технологической операции и причины отказов рабочих элементов операции являются основой для разработки ключевых моментов в рабочей инструкции. Действия связанные с недопущением появления отказов и причин отказов (отказов 2-го порядка) являются ключевыми моментами выполнения технологической операции.
Примеры описания ключевых моментов приведены в таблице 2.
Таким образом, описанный в данной статье подход к разработке рабочих инструкций и описанию самой важной части – ключевых моментов на основе анализа отказов, позволяет разработать документы, которые будут учитывать специфику выполняемой операции. Данный подход позволяет обеспечить требуемый уровень производительности труда и снизить риски появления дополнительной трудоёмкости на доработку и устранение несоответствий.
Список литературы Разработка рабочих инструкций операторов для обеспечения производительности производственных процессов
- Клочков Ю.С., Газизулина А.Ю., Смирнова О.А. Совершенствование процедуры анализа видов и последствий потенциальных несоответствий // Российский экономический интернет-журнал. 2019. № 3. С. 40.
- Клочков Ю.С., Ильина Е. Разработка системы мониторинга комплектующих изделий // В сборнике: Life cycle engineering and management ICDQM-2019. DQM Research Center - Prijevor. 2019. С. 53-63.
- Руденко А.А., Антипов Д.В., Антипова О.И. Условия обеспечения сбалансированности взаимодействия процессов производственной системы // В сборнике: Стратегическое планирование развития городов и регионов Сборник научных трудов V Международной научно-практической конференции. Тольяттинский государственный университет. 2015. С. 128-136.
- Щипанов В.В., Антипов Д.В., Антипова О.И. К вопросу о повышении устойчивости функционирования производственной системы предприятия // В сборнике: Современные финансово-экономические инструменты развития экономики регионов сборник статей XIV международной научно-практической конференции. Общество с ограниченной ответственностью "Аэтерна". 2016. С. 360-362.
