Разработка системы иерархических продукционных правил для диагностирования электротехнического оборудования

Автор: Колоденкова А.Е., Верещагина С.С.
Журнал: Онтология проектирования @ontology-of-designing
Рубрика: Прикладные онтологии проектирования
Статья в выпуске: 1 (35) т.10, 2020 года.
Бесплатный доступ
Процесс диагностирования электротехнического оборудования на этапе эксплуатации является многофакторным, сложным для математического описания и моделирования, поскольку факторы, влияющие на работу и техническое состояние оборудования, могут быть представлены не только количественными, но и лингвистическими переменными. Для повышения производительности функционирования и уровня отказоустойчивости оборудования необходимо разрабатывать методы и модели диагностирования, позволяющие учесть основные факторы, которые влияют на техническое состояние оборудования. В работе решается задача разработки системы иерархических продукционных правил для диагностирования электротехнического оборудования с учётом измерительной и экспертной информации. Новизной является то, что правила привязаны к разработанным неоднородным когнитивным моделям, которые охватывают закономерности получения, передачи, обработки разнотипных данных и в ранжировании правил с учётом длины пути в моделях между вершинами «условие» и «заключение», отражающих обобщённые знания дежурного персонала. Это позволяет уменьшить объём базы знаний, содержащей продукционные правила, сделать процесс поиска более эффективным и принять обоснованные диагностические решения относительно исправности оборудования.
Диагностика, электрическое оборудование, иерархические продукционные правила, неоднородная когнитивная модель, ранжирование правил
Короткий адрес: https://sciup.org/170178574
IDR: 170178574 | УДК: 004.82 | DOI: 10.18287/2223-9537-2020-10-1-63-72
Development of a system of hierarchical production rules for electrical equipment diagnosing
The process of electrical equipment diagnosing at the operational stage is a multifactor process, complicated for mathematical description and modeling, since the factors affecting the operation and technical condition of equipment can be represented not only by quantitative variables, but also by linguistic variables. In order to improve the operating performance and the level of equipment fault tolerance, it is necessary to develop diagnostic methods and models using modern information technologies that take into account the main factors that affect the technical condition of the equipment. In this paper, we solve the problem of developing a system of hierarchical production rules for electrical equipment diagnosing including measuring and expert information. The novelty is that the rules are tied to developed heterogeneous cognitive models that cover all the laws of obtaining, transmitting, processing heterogeneous data and ranking rules taking into account the path length in the models between the “condition” and “conclusion” vertices, reflecting the generalized knowledge of the duty staff. This makes it possible to reduce the knowledge base capacity containing production rules, to make the search process more efficient and to take scientifically based diagnostic decisions regarding equipment health.
Текст научной статьи Разработка системы иерархических продукционных правил для диагностирования электротехнического оборудования
Диагностирование электротехнического оборудования (ЭО) является важным мероприятием, которое позволяет решать большой спектр различных задач: определять текущее состояние оборудования; выявлять существующие неисправности в работе; определять причины появления неисправностей; прогнозировать техническое состояние; принимать решение о неисправности оборудования и выдавать рекомендации по их устранению. Однако такое диагностирование существенно усложняется наличием следующих проблем: сложностью контролируемого оборудования, большим объёмом диагностических разнородных данных, большим количеством контролируемых параметров оборудования; недостаточностью внедрения современных методов и экспертных систем диагностирования; ограниченностью доступной информации [1-4].
Одним из способов решения данных проблем является применение современных подходов и методов, ориентированных на работу не только с измерительной информацией (количественными переменными), но и с экспертной (лингвистическими, качественными переменными). Реализовать данные подходы и методы с высокой степенью достоверности позволяет аппарат нечёткой логики.
Поскольку при обработке результатов наблюдения в процессе диагностирования ЭО дежурный персонал обычно сталкивается с проблемой обработки больших массивов разнородных данных, то в качестве модели представления знаний целесообразно использовать продукционные правила, которые просты при их разработке и гибки при описании технического состояния ЭО.
В связи с этим, для диагностирования ЭО на этапе эксплуатации необходима система иерархических продукционных правил (ИПП) для диагностирования оборудования, основанная на измерительных данных и знаниях дежурного персонала и позволяющая эффективно формализовать задачу диагностирования технического состояния оборудования и принимать обоснованные диагностические решения относительно исправности оборудования.
1 Этапы разработки системы иерархических продукционных правил
На рисунке 1 представлен фрагмент иерархической функциональной модели диагностирования ЭО, а именно функциональная модель разработки системы ИПП в нотации IDEF 0, отображающая основные её функции.
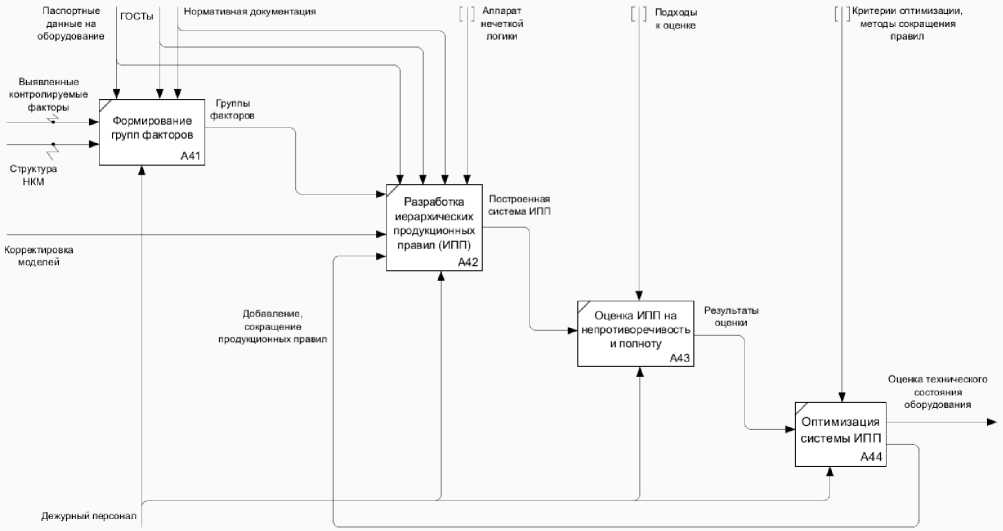
Рисунок 1 – Основные этапы разработки системы иерархических продукционных правил
Основные этапы разработки системы ИПП включают реализацию следующих функций.
-
1.1 Формирование групп факторов (функция А41)
Данная функция позволяет сформировать группы факторов (например, коэффициент временного перенапряжения, гармоники тока, состояние изоляции, климатические условия, квалификация персонала и др.) на основе документации (паспортные данные на оборудование, ГОСТы, нормативная документация), которая отражает условия эксплуатации ЭО, возможные отклонения параметров. Необходимость привлечения дежурного персонала обусловлена отсутствием или неполнотой объективной информации об оборудовании.
Обобщённая схема формирования групп факторов показана на рисунке 2 на примере не- однородной когнитивной модели (НКМ), представленной на рисунке 3.
|
x 1 |
x 2 |
x 3 |
x 4 |
... |
x 9 |
|
... |
... |
... |
... |
... |
... |
m
Дежурный персонал
Факторы
Значения факторов
Выбор входных и выходных факторов на основе опыта
Входные факторы
|
x вх1 |
x вх2 |
... |
x вх12 |
|
... |
... |
... |
... |
Выходные факторы
|
x вых 3 |
x вых 6 |
... |
x вых 9 |
|
... |
... |
... |
... |
Определение вектора входных факторов на основе знаний персонала и структуры разработанной НКМ
m
Дежурный персонал
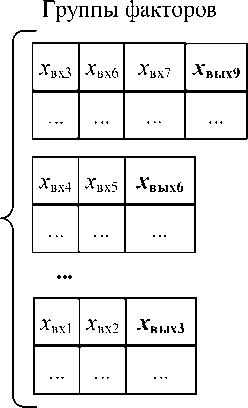
Рисунок 2 - Обобщённая схема формирования групп факторов
Методика формирования групп факторов состоит из четырёх шагов.
Шаг 1. Осуществляется выявление контролируемых факторов, полученных от разнотипных приборов, на основе опыта дежурного персонала, и влияющих на техническое состояние ЭО, x i = { x 1 , x 2,..., x h }, i = 1, h , h - количество факторов.
Шаг 2. Осуществляется выбор выходных (целевых) факторов x , x , ..., x , с < h , которые могут быть получены в перспективе (например, состояние ЭО, аварийное состояние, рекомендации и т.п.), и определяются векторы входных (управляющих) факторов xBX^ , значимо влияющих на выходные факторы, на которые может быть оказано влияние (квалификация персонала, точность приборов, погодные условия, показания с приборов и т.п.) из всех выявленных контролируемых факторов xi на основе опыта дежурного персонала и разработанной НКМ, представленной на рисунке 3.
НКМ представляет собой ориентированный взвешенный граф, вершинами которого являются факторы, влияющие на техническое состояние оборудования, а рёбрами - нечёткие причинно-следственные связи между факторами:
G неод = < V , F , W> , где V = { v i } - множество вершин, v i е V , i = 1, h , h - количество вершин; F : V -^ X , X = { xv } -множество значений вершин (каждой вершине ставится один фактор); F - функции, необходимые для вычисления некоторых значений вершин, которые сопоставлены вершинам; W -нечёткие причинно-следственные связи между вершинами v i и V j , i , j = 1, h , характеризующие направление и силу влияния между ними [5].
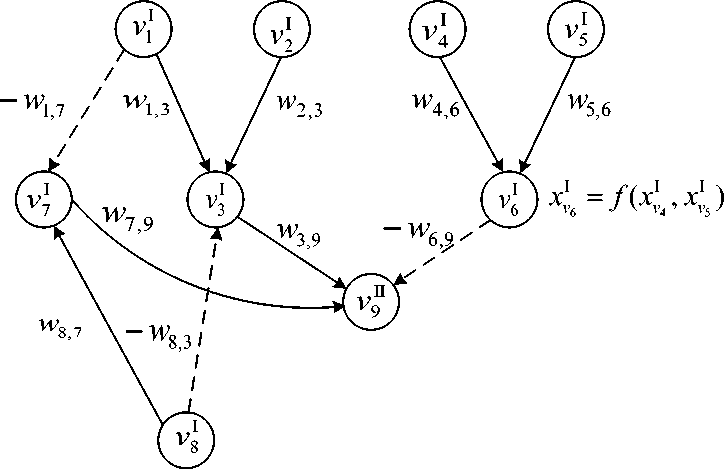
Рисунок 3 - Фрагмент неоднородной когнитивной модели
Неоднородность модели обусловлена наличием вершин двух разных типов.
-
1) V - управляющие факторы. Значения вершин первого типа x , могут быть представлены в виде: лингвистических переменных (например, опыт персонала - «низкий», «средний», «высокий» и т.п.); интервальных значений, взятых из документации; числовых значений, полученных от измерительных приборов. Значения вершин x , могут определяться не только на основе опыта, но и вычисляться с помощью функций F , которые могут зависеть от одной или нескольких переменных ( x v,6 = f ( x v , x v ) , см. рисунок 3).
-
2) V 11 - целевые факторы ( v “, см. рисунок 3). Значения вершин второго типа x v , 1 могут быть представлены только в виде лингвистических переменных (например, состояние оборудования = «неисправное»).
Отметим, что НКМ являются частным случаем неоднородной семантической сети [6]. Специфика предложенного типа модели заключается в особой процедуре обработки множества вершин и рёбер, которая возникает из постановок задач, связанных с диагностированием ЭО.
Шаг 3. Формируются группы факторов U k = { U 1, U 2,..., U c }, к = 1, с , где c < h , U k с x i , которые наиболее полно описывают ЭО [7].
Шаг 4. Осуществляется объединение групп факторов U k = { xBXк , х вы} в иерархию с учётом длины пути в НКМ между вершинами «условия» и «заключение»
Rx = U U U U... U U = {- Х вх , Х вы X } ^{ x bx , Х вы x } U... U{ - ^ вх , Х Вы x } , k = 1, C • x^i 12 с вх i z выХ 1 вх 2 v вых 2 вх k z вых k
Следует отметить, что иерархия групп факторов может быть сложной, поскольку она зависит от количества факторов, а также от структуры НКМ.
-
1.2 Разработка иерархических продукционных правил (функция А42)
Данная функция позволяет разрабатывать иерархические правила на основе групп факторов .
В процессе разработки базы знаний (БЗ) формируется большое количество продукционных правил, при этом БЗ в большинстве случаев оказывается избыточной, что в свою очередь усложняет работу дежурного персонала по интерпретации результатов и приводит к проблеме разрешения конфликта. Для решения данных проблем предлагается производить оптимизацию БЗ (сокращение числа правил в БЗ) за счёт их привязки к НКМ, охватывающей все закономерности получения, передачи, обработки разнотипных данных и ранжировании правил с учётом длины пути в НКМ между вершинами «условие» и «заключение», отражающими обобщённые знания дежурного персонала.
Поскольку на техническое состояние ЭО влияют группы факторов (много входов) и в качестве выхода выступает единственное решение (один выход), то применяется правило типа много входов-один выход ( MISO, Multi Inputs Single Outputs ).
Модель продукционного правила, основанная на MISO-структуре, может быть представлена в виде: ~~
Rule z : Если x i = A z 1 и Х 2 = A z 2 И... x h = A zh ([ x h min , x h „J ), TO y = B , [ Rang J,
... ~~
Ruled : Если x, = Ad1 и x2 = Ad2 и ... xh = Adh([xh, ., xh„ax]), то y = Bdc [Rangc], '-------V-------' '--------V--------' '--------------------------V чёткое нечёткое интервал значения значение где xi - значения параметров оборудования (входные переменные/данные), i = 1; h; Ai - чёт кое значение параметра оборудования; Ai = {xi, ц~ (xi)} - нечёткое значение параметра обо-Ai рудования, ц~ (xi) - функция принадлежности значений параметров оборудования;
A i
A ([ xi min , x i „ax ]) - значение параметра оборудования представлено в виде интервала, где x i mn , x i „ах - минимальное и максимальное значение параметра i -го оборудования; y - значение результата по поводу исправности ЭО (выходная переменная, выходные данные); B -чёткое и/или нечёткое значение результата, Rang - значимость правила, Ранг е {1, 2, ... , с ], где с - количество продукционных правил.
Значимость продукционных правил устанавливается в соответствии с длиной пути в НКМ и определяется следующим образом:
Rang(к) = max{N(k)}, k = 1;c , где с - количество продукционных правил; N (k) - количество входных факторов (переменных) в формировании условий правил в k-м продукционном правиле.
Продукционное правило, включающее наибольшее количество входных факторов, которые характеризуют техническое состояние ЭО, получает ранг 1, далее 2 и т.д. Правила, име- ющие одинаковые ранги (например, Rule3 имеет ранг 5 и Rule7 имеет ранг 5), являются с точки зрения дежурного персонала равноценными. Поэтому они должны иметь ранги 5 и 6.
Особенностью данной модели является то, что она имеет возможность одновременно работать с разнородными данными, как на входе (условия, входные переменные/данные), так и на выходе правил (заключения, консеквент, выходные переменные/данные); обрабатывать исходные данные, представленные как количественными, так и качественными переменными; учитывать значимость правил на основе их ранжирования.
На основе разработанной группы факторов, строится система ИПП. Данная система представляет собой иерархическую форму правил (отношение включения), т.е. два продукционных правила совместимы с входным вектором и одно правило включено в другое правило.
Пример иерархической формы для трёх продукционных правил может быть представлен в следующем виде:
Rule1 : ЕСЛИ x 8 =< норма > И x 10 =< низкое > И x12 = 233, ТО x 6 =< исправное оборудование > ,
Rule 2 : ЕСЛИ x 8 =< норма > И x 10 =< низкое > , ТО x 6 =< исправное оборудование > ,
Rule 3 : ЕСЛИ x 10 =< низкое > , ТО x 6 =< неисправное оборудование > .
Эти же продукционные правила в иерархической форме имеют вид:
Rule 1 : ЕСЛИ x 8 =< норма > И x 10 =< низкое > И x 12 = 233, ТО x 6 =< исправное оборудование > [1],
ИНАЧЕ Rule 2 : ЕСЛИ x 8 =< норма > И x 10 =< низкое > , ТО x 6 =< исправное оборудование > [2], ИНАЧЕ Rule 3 : ЕСЛИ x 10 =< низкое > , ТО x 6 =< неисправное оборудование > [3].
Здесь x 6 - техническое состояние оборудования; x 7 - тепловизионная съёмка; x 8 - состояние изоляции; x 10 - точность приборов; x 11 - коэффициент временного перенапряжения; x 12 - напряжение; x 13 - сила тока; x 14 - действующее значение напряжения обратной последовательности основной частоты трехфазной системы напряжений.
Первое продукционное правило должно иметь больший ранг, чем последнее, поскольку оно включает большое количество входных факторов, которые характеризуют техническое состояние ЭО. Поэтому именно оно является ценным и полезным для принятия решения об исправности ЭО.
То есть, продукционное правило Rule d входит в правило Rule z ( Rule d с Rule z ), когда отношение включения A di с A zi , i = 1; h выполняется для всех входных переменных.
Rule z : Если x 1 = A z 1 И x 2 = ~ z 2 и... x h = A zh ([ x h min , x h max ]) , то У = B z 1 [ Rang 1] ,
_ Rule d : Если x 1 = A d 1 и x 2 = A d 2 и ... x h = A dh ([ x h min , x h max ]) , то У = B d c [ Rang с J.
Чем длиннее продукционное правило (детальное описание условий), тем ценнее правило для принятия диагностических решений. При этом короткие правила, полученные от дежурного персонала, отображают грубые знания и свойственны новичкам.
К особенностям системы ИПП относится то, что выход одного правила может являться входом для другого правила; могут встречаться независимые правила; продукционные правила привязаны к структуре НКМ.
-
1.3 Оценка ИПП на непротиворечивость и полноту (функция А43)
Данная функция позволяет проверить БЗ, содержащую систему ИПП, на удовлетворение единым формальным требованиям (свойствам), а именно на непротиворечивость и полноту.
Проверка непротиворечивости разработанной системы ИПП является сложной, поскольку в БЗ присутствует большое количество продукционных правил. При этом дежурный пер- сонал тратит много времени на данную проверку при добавлении новых продукционных правил.
Поскольку для описания диагностирования технического состояния ЭО используется НКМ, отображающая все термы лингвистических переменных и продукционные правила, то НКМ должна обладать следующими свойствами:
-
■ количество нечётких причинно-следственных связей в НКМ равно количеству продукционных правил;
-
■ количество вершин в НКМ не больше, чем количество продукционных правил.
Определение 1 (критерий непротиворечивости). БЗ является непротиворечивой, если в ней отсутствуют продукционные правила, имеющие одинаковые предпосылки (функции принадлежности, одинаковые термы-множества одной и той же входной переменой, интервалы, численные значения), но различные заключения (функции принадлежности, интервалы, численные значения).
Дублирование данных в БЗ повышает риск противоречивости. Для достижения непротиворечивости БЗ необходимо оставлять только одно из всех противоречивых продукционных правил.
Определение 2 (критерий полноты). БЗ является полной, если для любых значений входных переменных в базе существует хотя бы одно правило, которое реализуется в процессе нечёткого логического вывода.
Полнота используется как мера, указывающая на полноту знаний, которые содержатся в БЗ. Под неполной понимают такую БЗ, используя которую невозможно осуществить вывод для ряда определённых ситуаций [8].
В качестве примера для меры полноты БЗ может использоваться критерий, описанный в работе [9]
Г N^ 1
CM ( Х ) = ЕШЦ A k (x ) I , k = 1 I i = 1
где х - физическая переменная входных данных (условий); р A^ ( x ) - функция принадлежности физической переменной входных данных х к нечёткому терму Aik , которым оценивается i- я входная переменная в k -ом правиле; Nx - число условий в правиле; N r - число правил в базе правил.
Численные значения, которые принимает критерий СМ ( х ), позволяют классифицировать БЗ, содержащую систему ИПП, по полноте знаний: СМ ( х ) = 0 - «неполная» БЗ;
0 < СМ ( х ) < 1 - БЗ «незначительно полная»; СМ ( х ) = 1 - БЗ «точно полная»; СМ ( х ) > 1 - БЗ «избыточная».
В работе [10] для определения полноты БЗ предлагается для каждого правила использовать соотношение
___ С”(XXRj) = С™(У»сRj), где Rj - правило вывода, j = 1, M; Xj, Yj - условие и заключение j-го правила; Суп, Сет - синтаксическая и семантическая оценки j-го правила (степени принадлежности условий и заключения).
Проверка БЗ на противоречивость и полноту позволяет повысить точность диагностических решений об исправности ЭО, получаемых с применением системы ИПП.
Таким образом, иерархия продукционных правил способствует полноте и непротиворечивости. При этом, чем короче правило, тем больше полнота, а чем длиннее правило, тем лучше непротиворечивость.
-
1.4 Оптимизация системы ИПП (функция А44)
Данная функция позволяет уменьшить количество ИПП в БЗ и улучшить свойства полноты и непротиворечивости.
Сокращение числа правил может быть реализовано с помощью метода исключения дублирующих правил либо с помощью исключения правил с наименьшими рангами.
Таким способом, решается проблема противоречивых правил, а также существенно уменьшается их общее число. Оставшиеся правила формируют итоговую базу правил.
Заключение
В статье описана разработка системы ИПП для диагностирования ЭО с учётом измерительной и экспертной информации. Новизна состоит в том, что правила привязаны к разработанным НКМ, которые охватывают закономерности получения, передачи, обработки разнотипных данных, и в ранжировании правил с учётом длины пути в моделях между вершинами «условие» и «заключение», отражающих обобщённые знания дежурного персонала. Разработанная система ИПП позволяет уменьшить объём БЗ, содержащей продукционные правила, сделать процесс поиска более эффективным. Ранжирование правил по значимости позволяет выбрать из исследуемой совокупности правил наиболее существенные, которые полно отражают техническое состояние ЭО для принятия решений о работоспособности ЭО.
Работа выполнена при поддержке РФФИ, проекты № 19-07-00195, 19-08-00152.
Список литературы Разработка системы иерархических продукционных правил для диагностирования электротехнического оборудования
- Eltyshev, D.K. On the development of intelligent expert diagnostic system for assessing the conditions of electrical equipment / D.K. Eltyshev // Systems. Methods. Technology. - 2017. - No. 3(35). - С.57-63.
- Pareek, S. Application of artificial neural networks to monitor thermal condition of electrical equipment / S. Pareek, R. Sharma, R. Maheshwari // 2017 3rd International Conference on Condition Assessment Techniques in Electrical Systems (CATCON). - 2017. - P.183-187.
- Kolodenkova, A. Diagnostics of Industrial Electrical Equipment Using Modern Information Technologies / A. Kolodenkova, S. Vereshchagina // 2019 International Conference on Industrial Engineering, Applications and Manufacturing (ICIEAM), Sochi, Russia. - 2019 - P.1-5.
- Вдовико, В.П. Методология системы диагностики электрооборудования высокого напряжения / В.П. Вдовико // Электричество. - 2010. - №2. - С.14-20.
- Силов, В.Б. Принятие стратегических решений в нечёткой обстановке / В.Б. Силов. - М.: ИНПРО-РЕС, 1995. - 228 с.
- Осипов, Г.С. Построение моделей предметных областей. Ч. I. Неоднородные семантические сети / Г.С. Осипов // Известия РАН. Техническая кибернетика. - 1990. - № 5. - С.32-35.
- Катасев, А.С. Нечётко-продукционная каскадная модель диагностики состояния сложного объекта / А.С. Катасев, Л.Ю. Емалетдинова // Программные системы и вычислительные методы. - 2013. - № 1(2). - С.69-81.
- Preece, A.D. Foundation and application of knowledge base verification / A.D. Preece, R. Shinghal // International Journal of Intelligent Systems. - 1994. - Vol. 9. - P.683-701.
- Белов, А.А. Основы теории нечеткости / А.А. Белов, Т.В. Гвоздева. - ГОУ ВПО "Ивановский государственный энергетический университет имени В.И. Ленина", 2005. - 119 с.
- Солдатова, О.П. Сравнительный анализ алгоритмов генерации баз нечётких продукционных правил на примере решения задачи классификации/ О.П. Солдатова // Измерение. Мониторинг. Управление. Контроль. - 2014. - № 4 (10). - С.43-48.
