Разработка технологической схемы и экономическое обоснование мембранного процесса концентрирования подсырной сыворотки

Автор: Лазарев С.И., Родионов Д.А., Хромова Т.А., Полянский К.К.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Пищевая биотехнология
Статья в выпуске: 4 (90), 2021 года.
Бесплатный доступ
В работе предложена методика инженерного расчёта, на основании которой было предложено использовать для ультрафильтрационного разделения компонентов подсырной сыворотки три последовательно подключенные ультрафильтрационные установки. Данные установки работали в непрерывном цикле, в которых содержались мембранные аппараты с рассчитанными параметрами. В данной работе описана схема получения концентрата сывороточного белка из подсырной сыворотки, образующейся в процессе переработки молока в сычужный сыр. Схема работает на трубчатом ультрафильтрационном аппарате - принят к разработке на ООО «ЧС «ВЕРО». В предложенной нами схеме используется электродиализная установка, так как эта установка имеет больше преимуществ, чем другие. Достоинством электродиализной установки является деминерализация технологических растворов с высоким содержанием сухих веществ (концентрированная сыворотка, желатин, сахарная патока, сироп цикория, глицерин) и переносимость. Производительность выбранной электродиализной установки позволяет довести концентрированный объем до уровня деминерализации 80% примерно за 1 час. В работе подробно описана схема линии концентрирования для ООО «ВЕКША» и ООО «ЧС «ВЕРО» с получением сухого сывороточного концентрата, включающая ультрафильтрационный аппарат трубчатого типа. Так же обоснована величина, определяемая соотношением полученных результатов производства продукции и затрат труда и средств на производство подсырной сыворотки для ООО «ЧС «ВЕРО» и ООО «ВЕКША». Ожидаемый экономический эффект от внедрения линии составит 4200 тыс. руб. для ООО «ВЕКША» и 980 тыс. руб. для ООО «ЧС «ВЕРО» в год в ценах 2021 года.
Ультрафильтрация, подсырная сыворотка, мембрана, деминерализация, электродиализ, установка
Короткий адрес: https://sciup.org/140290635
IDR: 140290635 | УДК: 66.06 | DOI: 10.20914/2310-1202-2021-4-101-107
Development of a technological scheme and economic justification of ultrafiltration purification and concentration of cheese whey
The paper proposes an engineering calculation method, on the basis of which it was proposed to use three ultrafiltration units connected in series for the ultrafiltration separation of cheese whey components. These installations operated in a continuous cycle, which contained membrane devices with the calculated parameters. This paper describes a scheme for obtaining whey protein concentrate from cheese whey formed during the processing of milk into rennet cheese. The scheme works on a tubular ultrafiltration apparatus - it was accepted for development at ChS VERO LLC. In our proposed scheme, an electrodialysis unit is used, since this unit has more advantages than others. The advantage of the electrodialysis unit is the demineralization of technological solutions with a high dry matter content (concentrated whey, gelatin, sugar syrup, chicory syrup, glycerin) and tolerance. The productivity of the selected electrodialysis plant allows the concentrated volume to be brought to a demineralization level of 80% in about 1 hour. The work describes in detail the scheme of the concentration line for LLC "VEKSHA" and LLC "ChS" VERO "with obtaining dry whey concentrate, including a tube-type ultrafiltration apparatus. Also substantiated is the value determined by the ratio of the results of production and labor costs and funds for the production of cheese whey for LLC "ChS" VERO "and LLC" VEKSHA ". The expected economic effect from the introduction of the line will be 4200 thousand rubles. for LLC "VEKSHA" and 980 thousand rubles. for LLC "ChS" VERO "per year in prices of 2021.
Текст научной статьи Разработка технологической схемы и экономическое обоснование мембранного процесса концентрирования подсырной сыворотки
На сегодняшний день мембранные процессы и их внедрение могут оказать положительное воздействие на экономику нашей страны, в особенности это связано с процессом переработки молочной сыворотки. Речь идёт о том, что мембранные технологии могут в разы повысить выход готовой продукции и, за счёт этого – снизить долю выбросов в окружающую среду. Большинство предприятий заинтересованы в том, чтобы как можно больше выпустить свою продукцию, при этом вложить минимальные затраты. Соответственно эффективность производства напрямую зависит от экономических показателей.
На примере двух молокоперерабатывающих предприятий Тамбова и Тамбовской области ООО «ВЕКША» и ООО «ЧС «ВЕРО» рассматривается усовершенствования технологической схемы линии концентрирования, имея данные о переработке молока в смену 5000 л и 1500 л молока соответственно. На рассматриваемых нами предприятиях производство сыра построено по стандартной схеме производства сычужных сыров. При использовании данной технологии переработки молока в сыр из исходного объема молока образуется до 90 % объема сырной сыворотки, учитывая тот факт, что 85 % всех солей переносится из молока в сырную сыворотку. Помимо минеральных солей молока, в сыворотку также попадают соли, которые дополнительно добавляются для производства продукта (сыра, творога). В процессе переработки приблизительно 0,1 % молочного жира переходит из молока в подсырную сыворотку. Молочный жир является нежелательным продуктом в процессе концентрирования ультрафильтрацией, так как он ускоряет закупорку пор. Для извлечения молочного жира и казеиновой пыли используют технологию сепарирования производительностью W сеп = 5000 л/ч , потребляемая мощность сепараторов Р сеп = 7,5 кВт .
Материалы и методы
Методика расчета мембранного аппарата означает, что по формуле (1) вычисляется масса вещества переносимая с пермеатом в одной трубке:
m = C - V ( x ) f = V ( x ) ( 1- k ) - C - f (1) где С 1,0 – концентрация растворенного вещества у поверхности мембраны и в ядре потока, кг/м3; Ṽ (x) – средняя проницаемость по длине мембранного элемента, м/с; k – средний коэффициент задержания; F 1 – площадь одного трубчатого мембранного элемента, м2.
Средняя проницаемость по длине мембраны:
V ( x ) = K - 1 J L P ( x ) - dx (2) де К 1 – коэффициент водопроницаемости мембраны м/(Па×с); L – длина мембранного элемента, м; P(x) – распределение давления по длине аппарата, Па;
Из уравнения расхода найдено выражения для распределения давления по длине аппарата:
p (x ) =
^ P cosh ( A - x ) sinh ( A - L ) -
= x
- p cosh ( A - L ) sinh ( A - x ) + p sinh ( A - x )
x(sinh(A - L)) 1
A =
73 - k - ^ - R2
R 2
где P n,k – давление в начале и конце канала, Па; ц - динамическая вязкость раствора, Па^с; R – радиус аппарата, м.
С другой стороны, масса вещества, переносимого к мембране:
M=Д -(C - Co ) = Pi-(kp - Co — Co)
где k p - коэффициент распределения; P i - коэффициент массоотдачи, м/с.
M=Pi - Co (kp 1)
Сопоставив формулы (1) и (5), получим:
V ( x )(1-k )-Co - F1 = Pi - Со-(kp1)
После преобразования получим выражение для рабочей площади мембраны:
e - ( k p 1 ) V ( x ) ( 1- k )
По формуле (8) вычисляется коэффициент массоотдачи:
в 1 = Nu - D^ , (8)
dэ где Nu – диффузионный критерий Нуссельта;
D 0 – коэффициент диффузии в растворе, м2/с; d э – диаметр трубчатой мембраны, м.
Критерий Нуссельта:
0,34
Nu = 1,67* I I - Pr °’33 (9)
V Pr )
Диффузионный критерий Прандтля:
Pr = -^- (10)
Do - P где p - плотность раствора, кг/м3.
Критерий Рейнольдса:
Re = Ud <p
Ц
Средняя скорость раствора в аппарате:
U = —-- Г ( R 2 - y 2)- dy - dP ^ x )
2 - ц-R - R dx
Производная давления
Px ) = 73- k ц. R 2
dx
P - sinh ( A - x ) - sinh( A - L )-
— P n • cos]
;h ( A - x ) - cosh ( A - L ) + x ( R 2 - sinh( A - L ) )
^+ p - cosh( A - x )
Количество трубок в аппарате:
n = Gk •
V(x)
где G р – заданный расход пермеата, м/с.
Площадь аппарата:
FA = F 1 ^
Секционирование мембранного каскада
Рассчитав материальный баланс, формулируется выражение, позволяющее найти концентрацию на выходе из разреза:
Q o ( 1- k ) - n - F - J L V ( x ) - dx
С = co-- FL ------, (16)
Qo- n-L -J V (x)-dx где C0 – концентрация на входе в мембранный канал, кг/м3; k – коэффициент задержания мембраны, n – количество мембран в модуле, Fм – площадь одной мембраны.
Проницаемость на границе мембраны :
л P cosh ( A - x ) sinh ( A - L ) -
V ( x ) = k •
—
• P cosh ( A - L ) sinh ( A - x ) + x
^+ P sinh ( A - x )
( sinh ( A - L ) ) 1
A = N2 2 r^^ R2 , где R – радиус аппарата.
Количество секций в каскаде:
N = *M ,
L где l(Ск) – длина секций, позволяющих чить заданную концентрацию на выходе.
полу-
Все расчеты проводились на основе метода последовательных приближений, задавая различные длины и достигая заданной концентрации.
Результаты и обсуждение
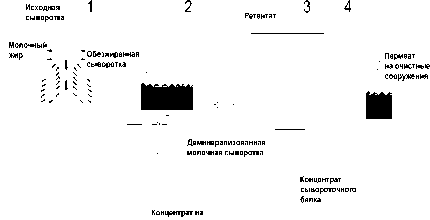
В ходе проведения методического расчета анализа, в котором нужно было определить какие установки конкретно для рассматриваемых предприятий ООО «ВЕКША» и ООО «ЧС «ВЕРО» окажутся более практичными, было установлено, что для концентрирования подсырной сыворотки в непрерывном цикле можно использовать три последовательно соединенных ультрафильтрационных установки, содержащих мембранные устройства с рассчитанными характеристиками. Исходя из вышеописанного, учитывался объем подсырной сыворотки полученный в технологическом цикле. Полученная технологическая схема линии концентрирования представлена на рисунке 1.
очистные сооружения
Рисунок 1. Схема получения концентрата сывороточного белка из подсырной сыворотки, образованного в процессе переработки молока
в сычужный сыр: 1 – сепаратор; 2 – исходная емкость; 3 – каскад ультрафильтрационных модулей;
-
4 – емкость для сбора пермеата; 5 – электро диализатор; 6 – распылительная сушилка
Figure 1. Scheme of obtaining whey protein concentrate from cheese whey formed in the process of processing milk into rennet cheese: 1 – separator; 2 – initial capacity; 3 – a cascade of ultrafiltration modules; 4 – container for collecting permeate; 5 – electrodialyzer; 6 – spray dryer.
Применимая схема работает следующим образом: подсырная сыворотка направляется в сепаратор 1 для отделения казеиновой пыли и молочного жира для уменьшения засорения мембраны. Затем обрат собирается в исходном резервуаре 2, из исходного резервуара с помощью центробежного насоса отделенная подсырная сыворотка направляется в каскад модулей ультрафильтрации, соединенных последовательно 3, где она разделяется на два потока пермеатов, которые идут на дальнейшую доочистку, а ретентат возвращается в исходный резервуар. При достижении концентрации 15–20 % в исходном резервуаре концентрат направляется в блок электродиализа 5 для деминерализации сырной сыворотки до 80–90 %, затем деминерализованная сырная сыворотка направляется в распылительную сушилку, где с помощью насоса горячего воздуха суспензия превращается в порошок, и на выходе мы получаем концентрат сывороточного белка с деминерализацией 80–90 % [1]. Рассмотрев принцип работы схемы, по формуле (19) вычислим объем образованной
сыворотки на предприятиях:
V сыв сыв мол
Из расчета оборудования было рассчитано что, объем молочной сыворотки составляет 4500 л, в этом объеме содержится 4,5 кг молочного жира и 35 кг молочного белка.
Первой стадией, предложенной нами, является сепарирование, мощность производительность промышленного сепаратора составляет Р сеп = 7,5 кВт, W сеп = 5000 л/ч.
Время работы сепаратора можно рассчитать по формуле:
Время работы сепаратора:
V
Ten = — = 54 м=1 ч сеп сеп
Средняя стоимость кВт энергии составляет 7 рублей, таким образом мы можем рассчитать стоимость сепарирования
С сеп = Т Сеп Р Сеп К 7 руб = 52,5 руб . (21)
Следующей стадией идет ультрафильтрационное концентрирование потребуется 3 мембранных модуля по 68 трубок каждый, из расчета оборудования мы выяснили что объем пермеата будет составлять 4265 л. В результате экспериментальных данных было установлено что через площадь мембраны S эксп = 0,046943 м2 проходит пермеата W эксп = 0,00216 м3/час таким образом мы можем рассчитать время ультрафильтрационного концентрирования.
VS
Тон„ =----- п п ----= 5,8 ч = 6 ч (22)
конц SустNмодулейWэксп
Для обеспечения такой производительности потребуется насос мощностью Р насос = 110 кВт и производительностью 500 м3/ч исходя из этого средств затраченных на ультрафильтрационное концентрирование можно вычислить по формуле:
С = Р . . Т к . К 7 руб =4620 руб . (23)
Поскольку ультрафильтрационное концентрирование не задерживает солей, следующей стадией будет деминерализация молочной сыворотки, в качестве оборудования будем использовать современную электродиализную установку суммарное потребление мощности которой Р э.диализ = 2,9 кВт, W сеп = 250 л/ч, которая работает с вязкими жидкостями которая является концентрированная молочная сыворотка.
Объем концентрата 15 % который нужно деминерализовать рассчитаем по формуле:
V = Мы» К 15 = 234,005 л. (24)
15 % 100
Время работы электродиализа можно рассчитать по формуле
V15 % э.диализ э.диализ
Стоимость процессаэлектродиализа будет равна:
С — Р т х 7 руб. = 20,3 руб. (26) э.диализ э.диализ э.диализ ру . , ру .
Для получение сухого концентрата сывороточного белка воспользуемся распылительной сушилкой P расп.суш = 125 кВт, W расп. суш. = 135 л/ч
Время работы распылительной сушилки можно рассчитать по формуле:
т = V15 % = 112 м = 2 ч пПх расп. суш W расп. суш
Стоимость распылительной сушилки будет равна:
(28) расп. суш расп. суш расп. суш ру ру .
Подводя все расходы на получение концентрата сывороточного белка, можно посчитать сколько стоит 1 кг:
С
1 кг, ксб80
С сеп
+ С конц
+ С
э.диализ
+ С
расп. суш
Мбел (29)
= 184,07 руб / кг
Средняя рыночная цена КСБ-80 на цены 2021 года 650 руб./кг.
Годовую чистую прибыль можно рассчи-
тать из выражения:
С
г.чист. приб.
( С1 кг, ксб80
= 4 027 964 руб
-С Ш, х247 = ср) бел (30)
Стоимость оборудования составит 3000000 руб.
Срок окупаемости проекта таким образом
Соборудования токуп = --------- = 9 месяце6
г.чист. приб.
С учетом всех не предвиденных обстоятельств срок окупаемости может быть больше.
В заключении важно отметить, что подсырная сыворотка является побочным продуктом производства сыра. А это означает следующее. При вложении средств в концентрирование сыворотки, суммы вложений будут значительно выше, по сравнению с производством сыра, однако, эти вложения будут возвращены после продажи продукта. А при отказе от вложений и сбросе полученной сыворотки на очистные
сооружения, придется оплатить услуги очистки таких стоков, а кроме того, и предусмотренные законодательством РФ платежи за негативное воздействие на окружающую среду. И эти средства уже не будут возвращены, а станут дополнительными издержками при производстве сыра.
Заключение
Разработана методика расчета ультрафильтрационного аппарата, выполнен экономический расчет и усовершенствована технологическая схема линии концентрирования для молокоперерабатывающих предприятий ООО «ВЕКША»
и ООО «ЧС «ВЕРО» с получением сухого сывороточного концентрата. Технологическая схема включает ультрафильтрационный аппарат трубчатого типа. Схема принята к внедрению на ООО «ВЕКША». Ожидаемый экономический эффект от внедрения линии составит 4200 тыс. руб. для ООО «ВЕКША» и 980 тыс. руб. для ООО «ЧС «ВЕРО» в год в ценах 2021 года.
Исследование выполнено при финансовой поддержке РФФИ в рамках научного проекта № 20– 38–90036.
Список литературы Разработка технологической схемы и экономическое обоснование мембранного процесса концентрирования подсырной сыворотки
- Пат. № 2685091, RU, B01D 61/46. Электробаромембранный аппарат трубчатого типа / Лазарев С.И., Ковалев С.В., Родионов Д.А. № 2018128897; Заявл. 06.08.2018; Опубл. 16.04.2019, Бюл. № 11.
- Волкова Т.А., Свириденко Ю.Я. Перспективные направления переработки молочной сыворотки // Переработка молока. 2014. №. 5. С. 6-9.
- Menchik P., Moraru C.I. Nonthermal concentration of liquid foods by a combination of reverse osmosis and forward osmosis. Acid whey: A case study // Journal of Food Engineering. 2019. V. 253. P. 40-48.
- Dufton G. et al. Positive impact of pulsed electric field on lactic acid removal, demineralization and membrane scaling during acid whey electrodialysis // International journal of molecular sciences. 2019. V. 20. №. 4. P. 797.
- Богомолов В.Ю. и др. Повышение эффективности мембранного концентрирования подсырной сыворотки // Вестник российских университетов. Математика. 2014. Т. 19. №. 3.
- Шипулин В.И., Стрельченко А.Д. Использование белковоуглеводных препаратов на основе изомеризованной деминерализованной молочной сыворотки в колбасном производстве // Вестник Северо-Кавказского государственного технического университета. 2011. №. 2. С. 137-140.
- Damar I., Cinar K., Gulec H.A. Concentration of whey proteins by ultrafiltration: Comparative evaluation of process effectiveness based on physicochemical properties of membranes // International Dairy Journal. 2020. V. 111. P. 104823. doi: 10.1016/j.idairyj.2020.104823
- Yogarathinam L.T., Gangasalam A., Ismail A.F., Arumugam S. et al. Concentration of whey protein from cheese whey effluent using ultrafiltration by combination of hydrophilic metal oxides and hydrophobic polymer // Journal of Chemical Technology & Biotechnology. 2018. V. 93. №. 9. P. 2576-2591. doi: 10.1002/jctb.5611
- Mansor E.S., Ali E.A., Shaban A.M. Tight ultrafiltration polyethersulfone membrane for cheese whey wastewater treatment//Chemical Engineering Journal. 2021. V. 407. P. 127175. doi: 10.1016/j.cej.2020.127175
- Kukucka M.B., Kukucka N.M. Investigation of whey protein concentration by ultrafiltration elements designed for water treatment //Hemij ska industry a. 2013. V. 67. №. 5. P. 835-842. doi: 10.2298/HEMEMD121016008K
- Wen-Qiong W., Lan-Wei Z., Xue H., Yi L. Cheese whey protein recovery by ultrafiltration through transglutaminase (TG) catalysis whey protein cross-linking // Food chemistry. 2017. V. 215. P. 31-40. doi: 10.1016/j.foodchem.2016.07.057
- Torkamanzadeh M., Jahanshahi M., Peyravi M., Shokuhi Rad A. Comparative experimental study on fouling mechanisms in nano-porous membrane: cheese whey ultrafiltration as a case study // Water Science and Technology. 2016. V. 74. №. 12. P. 2737-2750. doi: 10.2166/wst.2016.352
- Macedo A., Duarte E., Fragoso R. Assessment of the performance of three ultrafiltration membranes for fractionation of ovine second cheese whey // International Dairy Journal. 2015. V. 48. P. 31-37. doi: 10.1016/j.idairyj.2014.12.003
- Arunkumar A., Etzel M.R. Negatively charged tangential flow ultrafiltration membranes for whey protein concentration // Journal of Membrane Science. 2015. V. 475. P. 340-348. doi: 10.1016/j.memsci.2014.10.049
- Al-Mutwalli S.A., Dilaver M., Koseoglu-Imer D.Y. Performance Evaluation of Ceramic Membrane on Ultrafiltration and Diafiltration Modes for Efficient Recovery of Whey Protein // Journal of Membrane Science and Research. 2020. V. 6. №. 2. P. 138-146. doi: 10.22079/JMSR.2019.115152.1295"
- Rama G.R., Timmers L.F.S.M., Volken de Souza C.F. Ultrafiltration of cheese whey: achieving high protein rejection and sustaining membrane efficiency // Journal of Food Processing and Preservation. 2021. V. 45. №. 11. P. e15908. doi: 10.1111/ifpp. 15908
- Hinkova A. et al. Potential of membrane separation processes in cheese whey fractionation and separation // Procedia Engineering. 2012. V. 42. P. 1425-1436. doi: 10.1016/j.proeng.2012.07.536
- Corbaton-Baguena M.J., Alvarez-Blanco S., Vincent-Vela M.C. Evaluation of fouling resistances during the ultrafiltration of whey model solutions//Journal of Cleaner Production. 2018. V. 172. P. 358-367. doi: 10.1016/j.jclepro.2017.10.149
- Evdokimov I.A. et al. Ultrafiltration concentrating of curd whey after electroflotation treatment // Foods and Raw materials. 2017. V. 5. №. 1.
- Pontonio E., Montemurro M., De Gennaro G.V., Miceli V. et al. Antihypertensive Peptides from Ultrafiltration and Fermentation of the Ricotta Cheese Exhausted Whey: Design and Characterization of a Functional Ricotta Cheese // Foods. 2021. V. 10. №. 11. P. 2573. doi: 10.3390/foods10112573
