Ресурсосберегающие направления развития абразивной обработки пищевых материалов

Автор: Алексеев Г.В., Дмитриченко М.И., Гончаров М.В.
Журнал: Технико-технологические проблемы сервиса @ttps
Рубрика: Методические основы совершенствования проектирования и производства технических систем
Статья в выпуске: 4 (26), 2013 года.
Бесплатный доступ
В статье рассматриваются вопросы создания технологического оборудования для организации ресурсосберегающей обработки пищевых материалов как растительного, так и животного происхождения. Приводятся сведения о конструкции и технологии изготовлении принципиально новых рабочих органов для технологических машин периодического действия и для оборудования непрерывной обработки.
Технологическое оборудование, обработка пищевых материалов, абразивные рабочие органы, технология изготовления абразивных покрытий
Короткий адрес: https://sciup.org/148186122
IDR: 148186122 | УДК: 664:621.891:635.21
Resursosberegayuschie directions of the development of the abrasive processing food material
In article are considered questions of the making the technological equipment for organization resource processing food material as vegetable, so and animal origin. Happen to the information about designs and technologies fabrication in principal new slave-sneeze organ for technological machines of the periodic action and for equipping the continuous processing.
Текст научной статьи Ресурсосберегающие направления развития абразивной обработки пищевых материалов
В настоящее время в пищевых отраслях промышленности наиболее широко применяется механическая очистка сырья. Сущность механического способа очистки состоит в том, что при относительном перемещении очищаемого сырья относительно стенок рабочей камеры и рабочих органов его наружный покров сдирается о шероховатую поверхность. Это происходит за счет контакта сырья с шероховатой поверхностью рабочих органов с определенным усилием, вследствие чего частички шероховатой поверхности углубляются в сырье и при дальнейшем движении производят микросрезы кусочков поверхности сырья.
Равномерность очистки зависит от равномерности соприкосновения всей поверхности очищаемого сырья с шероховатыми поверхностями камеры и рабочих органов, а также от интенсивности прижатия сырья к этим поверхностям и скорости относительного движения между ними. Факторы, влияющие на равномерность очистки, зависят от формы рабочей каме- ры и рабочего инструмента, а также от траектории и скорости движения сырья в камере очистительной машины.
При механическом способе очистки некоторые участки поверхности многократно соприкасаются с рабочими шероховатыми поверхностями. В этом случае сдирается не только кожура, но и часть поверхностного слоя, что приводит к повышенным потерям продукта. Аналогичная картина наблюдается при загрузке в машину клубней или плодов сильно отличающихся по размерам: в то время как крупные объекты еще очищаются, с более мелких дополнительно удаляется часть годного к использованию продукта, что приводит к дополнительным потерям.
Эффективность очистки сырья зависит от формы рабочей камеры и рабочего инструмента, а также от траектории и скорости движения сырья. Шероховатость рабочих поверхностей очистительных машин обеспечивается различными средствами, среди которых наиболее распространены абразивные покрытия.
Отечественные очистительные машины, как правило, оснащены абразивными вкладышами отпрессованными из карбида кремния на бакелитовой основе.
Работоспособность применяемого покрытия обеспечивается за счет эффекта "самовосстановления", то есть периодического восстановления абразивной способности путем выкрашивания затупившихся зерен и вскрытия новых режущих кромок. Недостатком такого процесса является практическая нере-гулируемость степени шероховатости покрытия во времени и наличие выкрошившегося зерна в счищенной кожуре, что затрудняет ее дальнейшую утилизацию. Меняющаяся степень шероховатости приводит при этом к удлинению процесса очистки и повышает вероятность контакта с абразивом уже очищенных поверхностей, что, как указывалось выше, ведет к дополнительным потерям сырья. Если учесть значительное количество тепла, выделяемое в зоне контакта рабочего органа с продуктом, и, иногда негативно действующего на последний, то причины недостаточно широкого применения абразивной обработки пищевых продуктов становятся вполне ясны.
В основе исследований, направленных на преодоление указанных выше негативных факторов абразивной обработки, было положено изучение процесса контакта пищевого продукта с рабочим органом с позиций контактной задачи механики твердого тела при наличии шероховатости одного из контактирующих тел и их взаимного тангенциального перемещения.
Определение аналитической функции перемещений в обрабатываемом продукте является частным случаем задачи Гильберта-Риммана.
В соответствии с упомянутыми допущениями для давления на площадке контакта будем иметь:
p (x)=-( V)y=0/п = -F(x) cos[n (1/2-р)И1+[ к(1-2ц)/(2-2ц)]2 + P sin[n(1Z2-p)]/[n(x+a)1/2+p( b-x )1/2-e+{sin[n( 1 Z2-p)]/M 1+ к2(1 -2 ц)2/(2-2ц)2 (x+a)1/2+e(b-x) } J_ba[F№ + a)1/2+e(b- yi/2-P/(^-x)]d^ , где p=(1/n)arctg [к(1-2ц)/(2-2ц)]
Из записанного соотношения следует, что характер распределения давления определяется видом функции F(x) , которая в свою очередь зависит от формы поверхности твердого тела, описываемой зависимостью fx ) .
Рассмотрим, например, в каком виде запишется это соотношение при форме контактирующей поверхности, определяемой зависимостью f(x)=x 2 /2R . Для этого случая вид функции F(x) будет следующим:
F ( x )= Т о (1-2 ц)/(2-2ц) + xE/[2 R (1- ц 2 )].
Подставив записанное соотношение в ранее записанную формулу, можно получить следующее выражение р (х )= {P/п+Е (a+b )2( 1/4-р2)/[4 R (1 - ц2)]+(1-2ц)то( a+b )(1/2- р)/(2-2ц)+Е(a+b )(1/2-р)/[2 R (1-ц2)]-(1-
2 ц)т 0( x+a )/(2- ц )+ xE ( x+a )/[2 R (1 - ц 2 )]}Н1+[ к (1-2 ц)/(2-2ц)] 2 ( x+a ) 1/2+ e ( b-x ) 1/2- ₽ }.
Дальнейшее упрощение выражения для р ( х ) осуществляется при анализе величин давления на границах контакта и определении значений а и b из системы уравнений
( a+b ) 2 = 4RP (1- ц 2 )/[ л E (1/4- р 2 )]
( a-b )/2 = ( a+b ) р + (1-2 ц)(1+ц) R т^Е.
Окончательно это выражение запишется в виде:
p (x) =Е (x+a )1/2"р( b-x )1/2+e/{2( 1 - ц2)RV1+[к(1-2ц)(2-2ц]2} .
Одновременно с этим изучались вопросы теплонагруженности зоны контакта в зависимости от усилия прижима, режимов взаимного перемещения и формы контактирующих тел. В качестве теоретической основы такого рассмотрения принимались решение плоской контактной задачи Г.Герца и представления о трении скольжения развиваемые И.В. Крагель-ским.
Анализ указанных решений в предположении упругого характера контакта выявил существенную зависимость тепловыделения от формы контактирующих поверхностей и в частности от формы и распределения шероховатостей.
Фундаментальное решение уравнения теплопроводности для точечного источника на поверхности, удовлетворяющее условию теплообмена третьего рода на границе, в движущейся системе координат для этого случая, имеет вид
2 Q c у ( 4 я at ) 3/2
.
.

co
—
a
. — xJ exp l
R ,2
—
4 at X
a ,I, x I dx
,
где: R 2= x 2 +( y-y )2+( z-z ' +vt ) 2 ; R’ 2 =( x+x )2+( y-y ') 2 +( z-z +vt ) 2 .
Для перехода от записанного выражения к температурному полю от элементарного источника нужно вместо Q записать то количество тепла, которое выделится на бесконечно малой площадке поверхности в бесконечно малый промежуток времени при постоянной плотности теплового потока q:
dQ = qdy'dz'dt'.
В отличие от предыдущего решения, где конечное количество тепла Q , мгновенно выделяющегося в бесконечно малом объеме, создает в начальный момент бесконечно большую температуру, для рассматриваемой задачи выражение температурного поля от элементарного источника описывает процесс выравнивания температуры от бесконечно малого количества тепла. Температура в точке приложения такого источника даже в начальный момент конечна. Все температурное поле будет суммой таких полей от элементарных источников, распределенных по полосе контакта.
Численный анализ полученных решений выполненный с помощью пакета Mathcad
из токопроводящего материала плоскую плиту 1 и прикатной ролик 2, дозатор 3 подачи абразива, расположенный над плитой1, и источник 4 постоянного тока, разноименные полюса которого соединены соответственно с плитой и роликом. При работе устройства формируется абразивный материал для рабочих органов технологического оборудования.
Вновь разработанные абразивные покрытия лишены прежних недостатков: металлическая пленка, прочно удерживая зерна, не дает им выкрашиваться, что долговременно обеспечивает почти постоянную шероховатость и не загрязняет вторичное сырье (счищенную кожуру), кроме того, эта же металлическая пленка отводит генерируемую теплоту за пределы зоны контакта, обеспечивая сохранность всех пищевых веществ в обработанном сырье [6 -7].
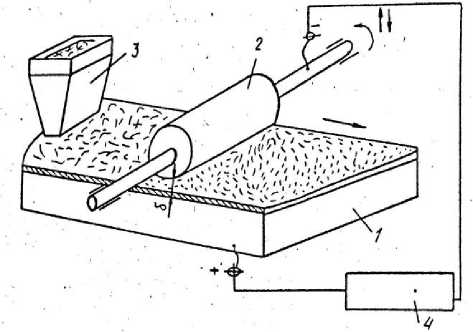
Рисунок 1. Устройство для изготовления абразивных рабочих органов
позволил определить границы диапазона размера абразивных зерен, которые для реальных режимов абразивной обработки позволяют обеспечить температурный режим в зоне контакта рабочий орган - пищевой материал, не приводящий к необратимым преобразованиям пищевых веществ.
Проведенные экспериментальные исследования подтвердили основные выводы теоретического анализа и позволили сформулировать принципиальные требования к абразивным покрытиям и в целом к рабочим органам для обработки пищевых материалов.
Дальнейшие экспериментальные исследования выявили, что наиболее эффективными являются абразивные покрытия на основе зерна электрокорунда белого марки 24А50-60 и металлической никелевой матрицы [3]. Для получения таких покрытий были разработаны специальные технологические устройства [4-5].
Одно из таких устройств изображено на рисунке 1. Такое устройство содержит выполненную
Новые покрытия позволили усовершенствовать целый ряд аппаратов и технологических устройств для обработки пищевых материалов.
Совместно с сотрудниками кафедры «Технологические машины и оборудование» НИУ «МЭИ» разработан абразивный очистительный рабочий орган (рис.2), реализующий принципы абразивно-импульсного воздействия за счет выбора определенной топологии абразивного покрытия [6].
Такого типа рабочие органы могут быть особенно эффективны при обработке пищевых материалов с твердым наружным покрытием, например, таких как зерно амаранта. Для приготовления соков может быть использовано устройство [8], показанное на рисунке 3. Оно сочетает в себе функции измельчителя и пресса для отжима соответствующей жидкой фракции после разрушения твердой основы.
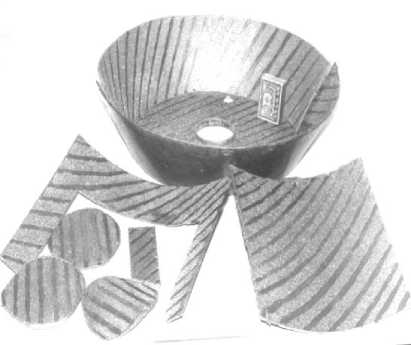
Рисунок 2. Рабочие органы МОК-250
Аналогичная конструкция для получения еще более мелко дисперсных составов может быть получена с помощью устройства [9].
Новые абразивные покрытия были предложены для конструкций для шелушения зерна и помола какао-бобов для кондитерской промышленности [10-11].
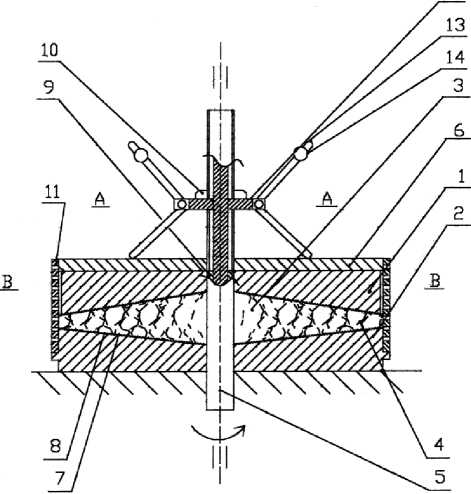
Рисунок 3. Устройство для измельчения: 1 - верхний металлический жернов; 2 – нижний металлический жернов; 3 – заходная зона; 4 – зона измельчения; 5 – ось вращения; 6 – основание; 7 – связующий материал; 8 – абразивные зерна; 9 – нижний ограничитель; 10 – верхний ограничитель; 11 – сито;
12 – ползун; 13 – рычаги; 14 – груз
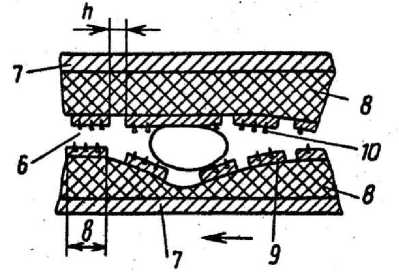
Рисунок 4. Шелушильный постав
В шелушильном поставе, включающем станину, корпус, питающий механизм, патрубок для вывода продуктов и терочные элементы, установленные с рабочим зазором 6 между ними, терочные элементы выполнены многослойными, состоящими из жесткого основания 7, слоя 8 упругого материала и рабочего слоя 9, изготовленного в виде металлической связки с закрепленными в ней абразивными зернами 10.
Сотрудничество с другими кафедрами позволило несколько расширить теоретическую базу для дальнейшего изучения абразивной обработки пищевых материалов.
Следуя представлениям, развиваемым академиком А.Ю. Ишлинским, рассмотрен контакт абразивного рабочего органа с упругопластическим материалом. Принципиальным отличием полученных в этом случае решений явилась независимость осредненных силовых воздействий от конкретной формы единичного пятна контакта [12].
Решение этой задачи позволило искать конструктивные решения рабочих органов для нового класса пищевых продуктов – рыбы.
Дополнительное рассмотрение нагружения цилиндра опоясывающей нагрузкой, с учетом полученных результатов, позволило предложить устройство для очистки рыбы [1314].
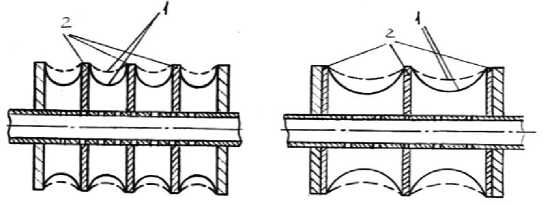
Рисунок 5. Устройство для очистки рыбы : 1 – упругий элемент с сегментами абразива; 2 –опорные диски
Реализуя особенности упругопластического контакта такое устройство позволяет более эффективно и производительно производить обесшкуривание самых разных типоразмеров рыб.
Аналогичные принципы были положены при конструировании рабочих органов для очистки отварного растительного сырья при приготовлении рыбо-овощных и рыбокрупяных консервов. Тонкостенные абразивные покрытия в этом случае при необходимости можно использовать для облицовки, как внутренних так и внешних рабочих поверхностей очистительных камер.
Отдельного внимания заслуживает направление работ связанное с утилизацией отходов абразивной обработки пищевых материалов. Ранее такого рода отходы утилизировались чрезвычайно сложно, поскольку, как указывалось выше, были засорены абразивными включениями. Использование новых абразивных покрытий позволяет осуществлять такую утилизацию без особых проблем.
На основании большого количества реологических экспериментов осуществлено проектирование устройства для использования вторичного сырья (картофельной кожуры) для производства технических сортов крахмала [15].
Одним из перспективных направлений дальнейшего развития абразивной обработки пищевых материалов является абразивно-импульное воздействие, позволяющее с одной стороны применить этот вид обработки к новым объектам, а с другой – обеспечить реализацию ресурсосберегающих режимов [16].
