Роторный распылительный пылеуловитель

Автор: Нечаева Е.С.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Процессы и аппараты пищевых производств
Статья в выпуске: 4 (58), 2013 года.
Бесплатный доступ
Приведены результаты исследований гидравлических сопротивлений, брызгоуноса и эффективности пылеулавливания в роторном распылительном пылеуловителе. Исследовано влияние частоты вращения распылителя, приведенной скорости газа и диаметра распыливающих отверстий на гидравлические сопротивления, величину брызгоуноса и эффективности пылеулавливания в аппарате диаметром 0,25 м. В качестве модельной жидкости использована вода. Представлены результаты математической обработки.
Гидравлическое сопротивление, брызгоунос, эффективность пылеулавливания скорость газа и жидкости, роторный распылительный пылеуловитель, диаметр распыливающих отверстий
Короткий адрес: https://sciup.org/14040157
IDR: 14040157 | УДК: 62
Rotary spray duster
Results of researches of hydraulic resistance, ablation of splashes and efficiency of dedusting in the rotor spray dust collector are given. Influence of frequency of rotation of the spray, the specified speed of gas and diameter of spattering holes on hydraulic resistance, size ablation of splashes and efficiency of a dedusting the device by diameter 0,25 m is investigated. As model liquid water is used. Results of mathematical processing are presented.
Текст научной статьи Роторный распылительный пылеуловитель
Очистка промышленных газов от пыли пищевых продуктов является актуальной проблемой в ряде отраслей пищевой промышленности и перерабатывающих отраслях АПК [1-5]. Например [1-2], потери сухого молока в сушильных установках типа BРA-4, RS-1000, предусмотренные техническим паспортом, составляют 4 % от производительности сушилки, но могут достигать и значительно больших величин. Кроме экологической и санитарно-гигиенической эта проблема имеет существенную экономическую значимость – теряются десятки тонн готового продукта, что отражается на рентабельности и размерах прибыли предприятий.
Выбор конструкции пылеуловителя осуществляется с учетом технико-экономических характеристик, физико-химических свойств улавливаемых пылей и их дисперсного состава. B [1-2] отмечается, что более половины массы пыли, образующейся при производстве крахмала, сухого молока, кристаллической глюкозы и др. составляют частицы размером менее 10 мкм. Такие частицы неудовлетворительно улавливаются циклонами [4], которые используют на первой ступени очистки газов, поэтому на второй применяют рукавные фильтры и мокрые пылеуловители.
Рукавные фильтры обеспечивают степень улавливания частиц размером менее 1 мкм не менее 99 % [4]. Однако имеют высокое гидравлическое сопротивление и недостаточную эксплуатационную надежность (вследствие порывов фильтровальной ткани). Кроме
этого осаждаемые на фильтровальной ткани частицы пыли пищевых продуктов подвергаются более длительному термическому воздействию со стороны сушильных газов, что приводит к перегреванию термолабильных составляющих частиц пыли. Вышесказанное ограничивает применение рукавных фильтров на второй ступени очистки сушильных газов.
Мокрый способ пылеочистки рассмотрен в ряде работ, например [1-6] и др. Он имеет свои достоинства и недостатки. Aʜa-лиз технико-экономических показателей мокрых пылеуловителей позволяет сделать следующие выводы [1-6, 8].
Роторные аппараты с внутренней циркуляцией рабочей жидкости обеспечивают степень очистки газов от частиц пыли размером 1-5 мкм на 95-99 % при незначительных удельных энергозатратах и невысокой плотности орошения.
Наличие ротора несколько снижает эксплуатационную надежность по сравнению, например, с полыми скрубберами, которыми оснащены установки Я9 – ОМП – 1, однако затраты на эксплуатацию и ремонт, обеспечивающие их надежную работу, не выше, чем на очистку и эксплуатацию форсунок в полом скруббере [5].
Как отмечается в [5] оснащение систем очистки газов от пыли пищевых продуктов аппаратами «мокрой» пылеочистки роторного типа с внутренней циркуляцией и самоороше-нием позволит снизить потери продукта без существ енного роста его себестоимости.
Основным направлением в совершенствовании аппаратов мокрой пылеочистки следует считать снижение энергозатрат на их работу при повышении фракционной эффективности.
Нами были исследованы основные рабочие характеристики роторного распылительного пылеуловителя (РРП) с внутренней циркуляцией и самоорошением рабочей жидкостью [7]. Исследованы эффективность пыле- очистки, брызгоунос и гидравлическое сопротивление.
В качестве основных модельных пылей использованы пыли: сухого молока, лактозы, сахара. B целях экономии дорогостоящих пылевидных продуктов на первом этапе использовали угольную пыль марки К – коксующийся, взятую с угольного предприятия ОАО ЦОФ «Березовская» г. Березовский, Кемеровская область. Исходные пыли измельчались на вибрационной мельнице МВ-60 с рабочими органами в виде стержней. После каждого прохода измеряли размер частиц на цифровом микро- скопе марки Levenhuk D870T, снабженном программным обеспечением для определения площади поверхности частицы.
Гранулометрический состав полученных пылей представлен в таблице 1. Концентрация пылей задавалась, исходя из требований норм ПДК для каждого продукта, и соответствовала 2,5-10 мг/м3. Использовали дробно - факторный эксперимент, а при работе на угольной пыли реализована методика полно-факторного эксперимента, чтобы более полно установить влияние всех комбинаций факторов планирования на процесс пылеулавливания. Для получения пылей использовался: сахар-песок (ГОСТ 21-94), лактоза (IST 173057512-17.2006 стандарт предприятия Литвы), сухое молоко («Молоко цельное сухое, ГОСТ 449 5-87 Тeх-нические условия»), которое было привезено с ООО «ЛУАНКОС и К», г. Куйбышев Новосибирская обл. Продукт был непосредственно снят с рукавного фильтра.
Таблица 1
Дисперсный состав пылей
|
Вид пыли |
Содержание частиц пыли (в % от их общего количества) |
Медианный размер частиц, d 50 , мкм |
||||||
|
<1 мкм |
2 мкм |
3 мкм |
4 мкм |
5 мкм |
6 мкм |
7 мкм |
||
|
угольная |
65 |
13 |
14 |
3,5 |
2 |
~1 |
~1,5 |
1,4 |
|
сахарная |
70 |
15 |
11 |
3 |
1 |
- |
- |
1,9 |
|
лактоза |
96,3 |
3,5 |
0,2 |
- |
- |
- |
- |
1,3 |
|
Сухое молоко |
81 |
7 |
6 |
2,7 |
2 |
1 |
1,3 |
1,9 |
Методика пылеулавливания принята согласно [4], а именно: пылезаборная трубка, изготовленная по рекомендациям Гинцветме-та, соединена с пылеосадительным циклоном, установленным в специальном трубопроводе, через который с помощью воздуходувки воздух откачивался из воздуховода со скоростью U ап = 1-4 м/с. В пылеосадитетельном циклоне установлен аналитический аэрозольный фильтр АФА ВП 20-1, каждый из которых подсушивался в эксикаторе в течение суток перед и после эксперимента. Фильтр взвешивался до и после запыления на аналитических весах марки ВЛР – 200 класс точности 2. Каждое измерение повторяли по три раза.
При исследовании брызгоуноса был использован сепарационный метод определения количества унесённой жидкости, то есть с помощью выносного инерционного сепаратора. Этот метод достаточно прост и надёжен и широко применяется в экспериментальных исследованиях и на производстве.
Методика измерения гидравлического сопротивления РРП состояла в измерении разности статического давления на входе и выходе. Статическое давление измерялось через дренажные отверстия в стенках газоходов с помощью микроманометра типа ММН-240.
Эксперименты проводились при варьировании параметров в следующих пределах: диаметр диспергирующих отверстий d 0 = 1,42,5 мм с одинаковым окружным (t окр ) и осевым (t ос ) шагом t ос = t окр = 2,5d 0 , отверстия расположены в 6 рядов в шахматном порядке; скорость газа в аппарате U ап = 1-4м/с; частота вращения распылителя задавалась из условий его устойчивой работы и была равна n = 8001000 об/мин, что обеспечивало скорость истечения жидкости в пределах U ж = 3,14-4 м/с. Эксп ерименты выполнены на системе воздух-вода при температуре 18±2 0С.
При исследовании пылеочистки было установлено, что во всем диапазоне варьирования параметров на всех модельных пылях эффективность составляла не менее 99 %.
Обработка опытных данных позволила полу-
П = 98,91 + 0,14 dn + 0,37U + 0,059 C + , ,0, ж , n
+ 0,27 UГ - 0,098 d0Uж + 0,008 d 0 Cn -
-
- 0,04 dnUr - 0,02 U С - 0,0965 U Ur -
-
, 0 Г , жп , жГ
-
- 0,007 С Ur;
пГ чить уравнение для расчета эффективности: R2 = 0,94 (1)
где R2 - - коэффициент корреляции.
Физико-химические характеристики рабочей жидкости (таблица 2) (плотность, ρ ж , кг/м3; вязкость, µ ж *103, Па*с; поверхностное натяжение жидкость, σ ж *103, Н/м) замерены при работе РРП и составили:
Таблица 2
Физико-химические свойства рабочей жидкости
|
Вид пыли |
ρ ж |
μ ж *l03 |
σ ж *l03 |
|
кг/м3 |
Па*с |
Н/м |
|
|
Уголь |
1008 |
1,34 |
68,53 |
|
Сухое молоко |
886 |
57,1 |
44,75 |
|
Лактоза |
887 |
50,4 |
40,61 |
|
Сахар |
1039 |
16,2 |
28,1 |
Результаты исследования брызгоуноса представлены на графиках (рисунки 1-2).
Обобщенная формула для расчета брызгоуноса в исследованном диапазоне изменений параметров имеет вид:
а п /1 < 1 1 A-6 л 2.07 t 71,60 7 t-0,24 .
e = 0,2451 - 10 • d 0 - U ж - U г , ;
R2= 0,942124, кг/кг (2)
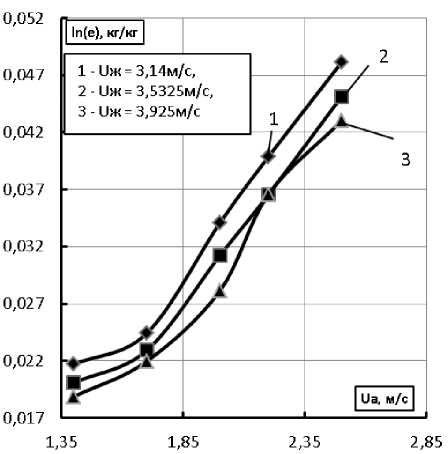
Рисунок 1 - Зависимость брызгоуноса от скорости газа в аппарате при d 0 = 2,0 мм.
Из графиков, представленных на рисунках 1 и 2, можно сделать вывод, что с увеличением частоты вращения ротора, то есть увеличением скорости капель факела распы -ленной жидкости, ударное взаимодействие этих кап ель с пленкой жидкости на пристенном каплеотбойнике происходит более интенсивно и количество мелкодисперсных капель, полученных при этом взаимодействии, увеличивается. Эти капли больше подвержены брызгоуносу. Увеличение скорости газовой фазы в аппарате увеличивает брызгоунос. Как следует из (2), d 0 оказывает наибольшее влияние на брызгоунос, что связано с увеличением производительности распылителя.
Во всем исследованном диапазоне относительный брызгоунос (кг жидкости на 1 кг газа) не превышает 0,05, что допустимо [6].
Полученные экспериментальные данные обрабатывались в программе Microsoft Office Excel 2007. Из данных, представленных на рисунке 3, следует, что вращающийся распылитель в неорошаемом (сухом) аппарате создает определенное гидравлическое сопротивление проходу воздуха. Причем с увеличением частоты вращения сопротивление снижается. Данное явление можно объяснить вентиляционным эффектом, создаваемым вращающимся распылителем и крыльчаткой. При скорости воздуха в РРП 3,5 м/с потери напора возрастают на 10-15 % за счет вращения распылителя с частотой n = 900-1000 об/мин.
В целом гидравлическое сопротивление неорошаемого РРП при n = 900 и 1000 об/мин остается невысоким.
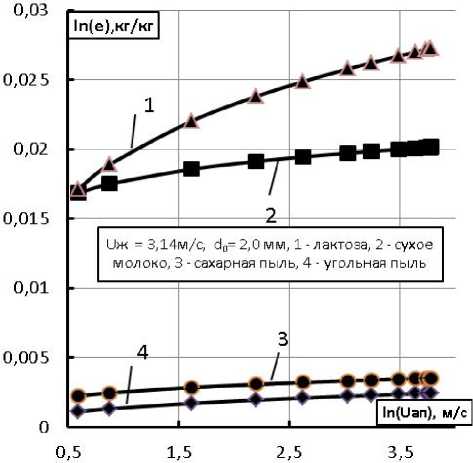
Рисунок 2 - 3ависимость брызгоуноса от скорости газа в аппарате.
Сопоставляя данные на рисунках 3 и 4, можно сделать выводы, что А ф в РРП достаточно велико и в несколько раз превышает А Р сух . Как следует из данных на рисунке 4, с увеличением частоты вращения распылителя А Р 0 несколько снижается. На наш взгляд, это можно объяснить вентиляционным эффектом, создаваемым вращающимся распылителем и факелом жидкости.
Математическая обработка данных, представленных на рисунке 3, позволила получить уравнение.
АР„ = 486,5537 + 103,2143 ■ Ua„ - ор ап
-
- 31,8471^ + 0 ■ d 0, Па
R 2 = 0,999 Ж . 0 (3)
где R2 - коэффициент корреляции.
Из анализа уравнения (3) следует, что влиянием d0 на А Р ор можно пренебречь. Учитывая, что ^^сух <*< ^Ор , уравнение (3) можно рекомендовать для расчетной практики
Как показывают данные на рисунке 4, в диапазоне П ап = 1,0... 4,0 м/с гидравлическое сопротивление исследуемого РРП меняется в пределах 460-790 Па.
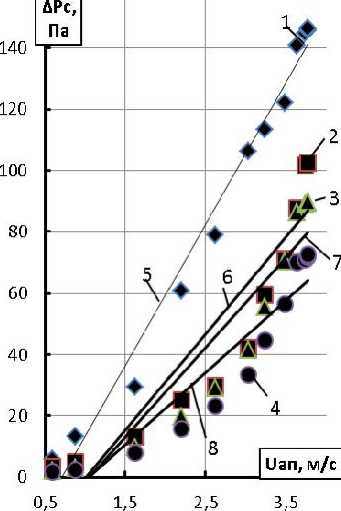
Рисунок 3 - Зависимость гидравлического сопротивления сухого аппарата от скорости газа Экспериментальные данные: 1 - n = 800 об/мин, 2 n = 900 об/мин, 3 n = 1000 об/мин; 4 n =0 об/мин. Результат математической обработки:
5 Пж=3,14 м/с; 6 - Иж=3,5325 м/с; 7 - Иж=3,925м/с; 8 -n =0 об/мин.
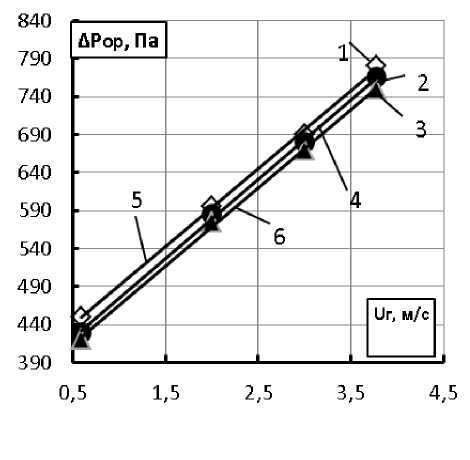
Рисунок 4 - Зависимость гидравлического сопротивления орошаемого аппарата от скорости воздуха (d 0 = 2*10-3 м)
Экспериментальные данные: 1 n = 1000 об/мин, 2 n = 900 об/мин, 3 n =800 об/мин. Результат математической обработки: 4 - Пж=3,925м/с;
5 - П ж =3,5325 м/с; 6 П ж =3,14м/с.
В работе [3] приведены техникоэкономические характеристики мокрых пылеуловителей различных конструкций. Наиболее близким по конструктивному решению является роторный распылительный газопромыватель (РРГ), который имеет лучшие характеристики. Сопротивление РРГ в диапазоне скоростей газа П ап = 1,5... 3,1 м/с составляет А Рор = 150...730 Па. РРП при П ап = 2,5... 3,8 м/с имеет практически одинаковое с РРГ А Рор .
Сумма расходов на работу аппарата складывается из затрат на электроэнергию, на работу системы «мокрой» очистки, стоимости орошающей жидкости, затрат на амортизацию, текущий ремонт и из затрат на утилизацию шлама. При многократном использовании орошающей жидкости весомые затраты приходятся на энергозатраты при работе пылеуловителя.
Расчет удельных энергозатрат К уд (МДж/1000 м3 газа) на работу аппарата «мокрой» пылеочистки определяется по формуле:
К уд = Р а + Р ж ■ и ж- + — , (4)
у М Г иГ где РА - гидравлическое сопротивление аппарата (Па); Рж - давление распыливаемой жидкости (Па); ^ж- - объемный расход соответ-иг ственно жидкости и газа (м3/с); NМ - мощность вращающегося механизма, расходуемая на контактирование газа с жидкостью (Вт); М Г -масса газа (кг).
Поэтому внедрение на пищевые предприятия аппарата «мокрой» пылеочистки роторного типа позволит снизить потери готовой продукции без роста её себестоимости.
Из вышесказанного можно сделать вывод, что основным направлением в совершен ствовании аппаратов «мокрой» очистки следует считать снижение энергозатрат на их работу при повышении фракционной эффективности.
В таблице 3 представлена сравнительная характеристика аппаратов «мокрого» способа очистки, которые используются в пищевой промышленности [1-5], данные по РРП получены автором.
Таблица 3
Аппараты мокрого типа очистки
|
Показатель |
Тип аппарата |
|||||||||
|
СДК |
СИОТ |
ЦВП |
Вентури |
ГДП-М |
ГРБ |
Я9-ОМП-1 |
РРГ |
РРГ-1 |
РРП |
|
|
Диаметр, м |
1,2 2,4 |
1,3 5,4 |
0,3-1,0 |
0,15-1,9 |
1,0-1,5 |
0,6-1,5 |
- 2,5 |
0,251,6 |
0,251,6 |
0,251,6 |
|
Скорость газа, м/с |
4-7,5 |
14-20 |
4,5-7,1 |
50 |
10-12 |
1-4 |
1,4 |
1,5 3,1 |
1,95 3,25 |
1,0-4 |
|
Плотность орошения, м3/(м2- ч) |
25 35 |
0,06 17,2 |
0,6-20 |
0,7-111 |
0,02-4,8 |
(0,6-6) ■ 10 " 3 |
0,941,04 |
(0,4120) 10 "5 |
(0,4-1) 10 " 5 |
(0,04 -0,5) 10 " 3 |
|
Гидравлическое сопротивление, кПА |
1,2 3,5 |
1,12,0 |
0,360,9 |
2,3 |
1,8 |
0,550,8 |
0,620,74 |
0,150,7 |
0,080,6 |
0,460,79 |
|
Эффективность очистки, % |
96 99,6 |
99,9 |
90-95 |
99 |
99 |
98-99 |
95-96 |
99,9 |
99,9 |
99,9 |
|
Диаметр улавливаемых частиц, мкм |
2 |
5 |
5-10 |
1,0 |
5 |
7-8 |
нет данных |
1,4 |
1,2 |
1,3-1,9 |
|
Удельные энергозатраты, МДж/1000м3 газа |
7,2 |
1,5-24 |
0,6-6,3 |
2,8-69,8 |
1,2-8,8 |
0,8-2,3 |
0,640,81 |
0,341,26 |
0,160,8 |
0,550,8 |
