Система оборота технологической оснастки на предприятии

Бесплатный доступ
В производстве используется технологическая оснастка (ТО), от качества которой, своевременности оснащения рабочих мест и контроля зависят результаты производства и деятельности предприятия в целом. Обеспечивая за счет уменьшения времени ручной работы снижение трудоемкости, а также, повышая точность и надежность процессов изготовления деталей, оснастка способствует сокращению брака и, в то же время, упрощает процесс изготовления, создает предпосылки для многостаночного обслуживания и способствует росту производительности труда.
Автоматизация технического контроля, методы и средства измерений, системы бездефектного изготовления продукции
Короткий адрес: https://sciup.org/147155594
IDR: 147155594 | УДК: 623.483
System of circulation of production accessories at an enterprise
Production accessories are used during production. Results of production and activity of an enterprise depend on the quality of the production accessories, timeliness of layout of workspace and their control. Reducing manual labour time and thus decreasing labour-intensiveness and increasing accuracy and reliability of components' manufacturing process the accessory reduces the defectives and simplifies the manufacturing process as well, creates opportunities for simultaneous operation of several machines and encourages growth of labor productivity.
Текст научной статьи Система оборота технологической оснастки на предприятии
В производстве используется технологическая оснастка (ТО), от качества которой, своевременности оснащения рабочих мест и контроля зависят результаты производства и деятельности предприятия в целом. Обеспечивая за счет уменьшения времени ручной работы снижение трудоемкости, а также повышая точность и надежность процессов изготовления деталей, оснастка способствует сокращению брака и, в то же время, упрощает процесс изготовления, создает предпосылки для многостаночного обслуживания и способствует росту производительности труда.
Проектирование и изготовление технологической оснастки - очень трудоемкие процессы. На предприятии созданы специальные подразделения, объединяемые в инструментальное хозяйство. Инструментальное хозяйство предприятия - это совокупность подразделений (цехов, отделов, бюро и т. д.), занятых проектированием, приобретением, изготовлением, ремонтом и восстановлением технологической оснастки, а также их учетом, хранением и выдачей в цехи на рабочие места.
Управление инструментальным хозяйством предприятия предусматривает в первую очередь организацию учета движения огромного количества разнообразной технологической оснастки, рассредоточенной по предприятию в цехах-потребителях, местах централизованного складирования и ремонта. С этой целью была создана автоматизированная система управления ТО (АСУТО) основанная на базовых методах информационных технологий, таких как электронная передача данных и единое информационное пространство на СУБД MS Access, с применением серверов и персональных компьютеров, а также инструментальных средств разработки приложений.
Основные задачи АСУТО:
-
1. Учет движения и контроль состояния средств технологического оснащения с примене
-
2. Подготовка необходимых данных для последующей централизованной автоматизированной обработки информации о фактическом состоянии и достигнутом уровне качества ТО.
нием электронного документооборота и сохранением результатов в базе данных.
Экономическая эффективность применения БД
Поиск информации в картотеке и книгах учета (рис. 1) трудоемок: в зависимости от объема и количества наименований оснастки на это затрачивается до 20-40% и даже более рабочего времени.
БД - инструмент для хранения и организации информации, позволяющий значительно автоматизировать процесс управления. На основании хранящейся информации они позволяют автоматически формировать любые стандартные документы, обеспечивают ввод, поиск, сортировку данных, составление отчетов, позволяют обращаться к данным для получения каких-либо справок, обобщений, имеют возможность для специфической обработки и наглядного представления данных.
В настоящее время используются системы управления БД: dBASE, FoxPro, Paradox, Clipper и др. Для создания АСУТО (рис. 2) применена система управления базами данных Access, работающая под Windows.
Основные функциональные возможности системы электронного учета и хранения:
-
1. Ввод, поиск, сортировка данных.
-
2. Автоматическое формирование любых документов.
-
3. Возможность одновременной работы на местах, удаленных друг от друга.
База данных содержит условно-постоянную и переменную оперативную информацию, характеризующую текущее состояние ТО: учетные данные о движении оснастки на складах, в ремонте, восстановлении и т. д.

Рис. 1. Картотеки и книги учета ТО
\
; | К»»и;ер!мицня | t нот») >1*
s w яин
8Щ,ч* 1W» j f n«
Ьввыи № i ; S вафик гюверкн
|
мпм*-«о ivph |
-*jfll |
JA Hirt WM ^(калибр втулка конусная |
исполнитель КкЛ ^Аксенова Л.Г. |
«г U ^<ИиДй НЧ* У i и ;раз в год |
1 ■"=• 04 198г |
100 |
0 |
||
|
13М v: |
i:13 :тз |
Wla |
^{ [калибр кольцо№4 v[калибр кольцо№2 |
пАккенова Л.Г. /(Аксенова Л.Г. |
vHi |
■ : Раз в год фаз в год |
•>*П 15.02.1977’ ■^П 15.02,1987? |
TOO |
0 0 |
|
13М v |
’■32 |
v Hl |
* {калибр изльцо конусное |
^Аксенова Л,Г, |
V 1 |
Фаз в год |
* г Iе 02 |
aoo |
0 |
|
1-М/ |
i!46 |
«1 ^1 |
v ;£кобана28 |
_ Идмсенова Л.Г. _ |
Фазе год |
vi;o5.O9.i9»3; |
100 |
0 |
|
|
1 4| |
i|52 ~ |
Vj Hi |
•V4 [КОЛЬЦО конусное |
__ (Аксенова Л.г. _ _ |
у- У" |
Г-наз в год |
vp 12.02.1982i |
•100 |
0 |
|
13М V |
;58 ~ |
v;! |
V* {калибр кольцо |
[•Аксенова Л.Г, _ |
!^азвгод |
0 10 1983 |
ilOO |
0 |
|
|
13М v 13М ^ |
Нэ2 |
Hl |
*цкаг^бр кольцо _ •сцкалибр кольцо _ |
__ _ ’[Аксенова Л.Г. _ (Аксенова Л.Г. |
; Раз в год ^аз в год _ |
¥1! 13.03.1983' vi! 26.06.2009’ |
1(33 |
0 0 |
|
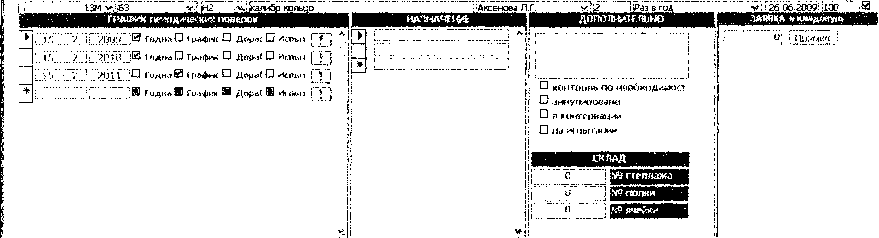
Рис. 2. Общий вид окна базы данных
Поисковое предписание (запрос) состоит из интересующих пользователя кода, адреса области поиска, т. е. конкретной ТО. При сравнении кодов в ответ выдаются все реквизиты строки совпавшего кода.
Разработка, внедрение и функционирование АСУТО возможны только на основе единой для предприятия системы классификации и кодирования технологической оснастки, которая и была принята за основу при проектировании системы. Это дает возможность совместить работу системы с уже существующими и эксплуатирующимися на предприятии системами автоматического управления планированием производством.
Учет и контроль технологической оснастки на предприятии
В технических требованиях вновь разрабатываемой оснастки размеры сборочного чертежа подлежат периодическому контролю в процессе эксплуатации. Ответственность за качественное проведение контроля в необходимые сроки возлагается на работников контрольно-поверочных пунктов (КПП) предприятия (рис. 3).
В обязанности КПП входит:
-
1. Учет ТО в журнале регистрации оснастки в цехах по принадлежности, а также своевременное списание оснастки с учета.
Бутакова А.Ф.
-
2. Ведение учета сопроводительной технической и эксплуатационной документации (паспорта и формуляры) на ТО.
-
3. Заполнение и выполнение графиков поверки ТО.
-
4. Составление заявок на периодическую поверку ТО, выпуск извещений о браке и ремонте; учет входящих извещений.
Система технологической оснастки на предприятии
1V^ )
- пресс-формы
-
• станочные приспособления
-
• приспособления для контроля
-
• гладкие калибры и пробки
-
• калибры резьбозые
-
■ шаблона! и т.д.
Рис. 3. Структура организации контроля оснастки в цехах
Последовательное пополнение информационной базы позволяет ввести в нее всю номенклатуру оснастки и тем самым уйти от ведения журналов. Ввод производится в диалоговом режиме. Сведения о ТО регулярно дополняются путем ежедневного ввода данных с первичных документов (паспортов).
После проверки оснастки работник КПП про ставляет в базе дату очередного контроля, при условии, если оснастка годная и размеры соответствуют техническим требованиям чертежа. Заполняются графы с результатами приемки, размерами по чертежу и фактическими размерами; особые отметки - отступления и замечания по размерам. Таким образом, автоматически формируется график поверки оснастки на следующий период.
Одновременно создаются заявки в цех для предъявления оснастки к проверке; выполняется учет извещений технических отделов на изменение, аннулирование и восстановление ТО (рис. 4).
Автоматизация складского хозяйства
Вся технологическая оснастка хранится на складах в цехах по принадлежности. Основную ответственность за учет средств технологического оснащения несут кладовщики складов. Одной из целей решения задач «учета движения и контроля оснастки» является получение систематизированных данных на складах.
Подготовка к приемке ТО на складе, а также организация нормального хранения и своевременной подачи ТО на места включают определение места складирования (номер склада, стеллажа, полки, ячейки). Все эти данные хранятся в базе данных.
Кладовщик также участвует в инвентаризации складских запасов, проводя сверку данных инвентаризационной ведомости, в которой указан список закрепленных за подразделением средств технологического оснащения и фактического наличия
ГРАФИК ПОВЕРКИ
ИшгшпшгЛ! ______1. .....
о ишгпряашкти оенаеткк^шетрумйита
Число
12 цех 100
Число
10 цех 100
Число
И
и
Аксенова ЛТ. Гед 2010 Мес
Номенклатура Наиме
КЛ-СК 10.5С5 Нб
Аксенова Л.Г Год 2010 Мес
Номенклатура Наиме
КЛ-СК 24С5 Н34/16
КЛ-СК 24С5 НЗЗ
Аксенова ЛГ, Год 2010 Мес
КЛ-ПР КЛ-ПР КЛ-ПР КЛ-ПР КЛ-ПР КЛ-ПР КЛ-ПР КЛ-ПР КЛ-ПР
Номенклатура 1,2А Н4 1 ДАЗ Н 1,4АЗ Н 1,4АЗ Н
1,5 АЗ Н 1.5АЗ Н 1,5 АЗ Н 1,6А Н
1,6А Н
Наиме I
? Разряд ^ Наума Г~?асжж»к j «ремени J
Заявка
5 Иежм»
в инструментальную кл»д<®ую М1
Номенклатура еенастки
W 1Не
Номер
Оснастки
Снжгкаа иыжжхе J Оферм-уинг i ятаиатх икумгитср ‘ зезмыта, яодлж ъ { i HUGoam СЁК !
Примечание
Наиз«®моваиие: приспособления Кем п««* Храпак £ А.
Куда: НЮ
{дата: 28.03 20 U
^Врее ио тйрсу.
^Нзямжажкие- ирзсе-фурме ^Кемеьашх
|Куда: |Дата.
Рис. 4. График поверки, извещение на доработку и заявка в цех, сгенерированные в БД оснастки на момент проведения инвентаризации. В АСУ ТО такая опись составляется автоматически и сверка производится быстрее и эффективнее.
Созданная автоматизированная система позволяет организовать учет ТО на складах и в производстве с применением устройств штрих-кодирования (рис. 5).
Рис. 5. Терминал сбора данных, применяемый на складах
Информация, содержащаяся в напечатанном штрих-коде, конвертируется обратно в распознаваемую человеком форму сканером. Система выдает запросы, отвечая на которые оператор вводит данные или через клавиатуру, или через сканер. Полученная информация сохраняется до тех пор, пока терминал не подключается к компьютеру и не отправляет данные на него (через порт RS-232), где последние записываются в виде файлов ASCII для простого импорта в Access.
Портативный терминал может быть использован, чтобы производить регулярные инвентаризации оснастки, подобно бумажному учёту, только в десятки раз быстрее.
Центральный компьютер может быть обычным персональным компьютером или сетью из нескольких компьютеров. На нём находится база данных, включающая всю требующуюся информацию в виде соотносящихся таблиц данных. Каждая таблица содержит информацию об оснастке. Код оснастки - ключевое поле, позволяющее всей информации, такой как наименование, местонахождение, принадлежность, состояние, количество, дата изготовления и т. д., обновляться быстро и эффективно.
Результаты внедрения АСУТО
Автоматизированная система управления технологической оснасткой предприятия в настоящее время внедрена в опытную эксплуатацию для решения следующих задач:
-
- обеспечения машинного учета и применения массива документов на ТО;
-
- контроля своевременности аттестации оснастки;
-
- совершенствования организации работ по эксплуатации, ремонту, хранению и списанию ТО;
-
- повышения технологической готовности производства, а также производительности, стабильности, гибкости производственных процессов;
-
- проведения инвентаризации в режиме реального времени, не извлекая оснастку из производства;
-
- исключения случаев нецелевого использования оснастки;
-
- мониторинга наличия оснастки на складах.
Применение подобной системы позволяет сократить затраты на периодическую аттестацию оснастки за счет:
-
- рационального определения частоты поверки в зависимости от применяемости изделия (появляется возможность изменения в сторону увеличения сроков периодического контроля оснастки, контролируемой КПП, не используемой долгое время или потерявшей актуальность применения по назначению);
-
- освобождения производственных площадей по средствам эффективного списания и своевременной утилизации.
Наличие справочно-информационной и поисковой системы подбора оснастки дает возможность разработчикам технологических процессов оперативно получать требующуюся им в процессе работы информацию по оснастке, ее применению, местонахождению и состоянию на текущий момент. Широкий выбор имеющейся технологической оснастки и прозрачная информация по применимости ее позволяет технологу значительно сократить время разработки технологического процесса и освободить его от рутинной работы. В результате повышаются скорость и качество решения задач.
