Система шумозащиты оборудования центробежной обработки труб лонжеронов вертолётов

Автор: Проскорякова Юлия Анатольевна, Мотренко Птр Данилович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 5-6 (74) т.13, 2013 года.
Бесплатный доступ
Приведены результаты экспериментальных исследований шума и вибрации на участке центробежной обработки труб лонжеронов вертолётов. Идентифицированы источники шума, определяющие очень высокое превышение уровней шума над предельными спектрами. В связи с тем, что снизить уровни шума в самом источнике до санитарных норм невозможно, добиться выполнения санитарных норм возможно только за счёт расчёта и проектирования звукозащитной конструкции с требуемой величиной звукоизоляции. Приведена схема системы шумозащиты, представляющая собой ограждение с высокой степенью герметизации. Обеспечение санитарных норм шума достигнуто в результате внедрения комплекса мероприятий, включающих звукозащитное ограждение оборудования для центробежной обработки и нанесения звукопоглощающей облицовки на стены и потолок производственного помещения.
Уровни шума, центробежная обработка, лонжероны
Короткий адрес: https://sciup.org/14249998
IDR: 14249998 | УДК: 621.9.06:629.735.45 | DOI: 10.12737/1293
Noise protection equipment system for centrifuging helicopter spar tubes
The experimental results of noise and vibration in the section of the centrifugal treatment of the helicopter longeron tubes are given. Noise sources determining very high level increase over limitary spectra are identified. As the noise reduction up to the sanitary norms in the source itself is impossible, observing the sanitary standards is possible only through calculating and designing a soundproof construction with the required acoustic protection value. Thus, the noise protection system diagram presenting a safeguard with a high degree of pressurization is given at the end of the paper. The sanitary standards control is achieved as a result of the introduction of the package of measures including the noise enclosure for the facilities of the centrifugal treatment and the sound-absorbing revetment application on the shopfloor walls and the ceiling.
Текст научной статьи Система шумозащиты оборудования центробежной обработки труб лонжеронов вертолётов
Введение. Особенности технологического процесса центробежной обработки (ЦО) не позволяют добиться снижения шума в самом источнике его возникновения. В этом случае наиболее простым и эффективным способом обеспечения в рабочей зоне операторов санитарных норм шума является проектирование звукозащитной конструкции с требуемой величиной звукоизоляции. Вследствие повышенной шумоопасности подобного оборудования его обычно размещают в отдельном производственном помещении. С использованием результатов научной школы д-ра техн. наук, проф. Н. И. Иванова получены выражения (1) и (2) для определения уровней шума, создаваемых оборудованием ЦО в производственном помещении [1].
Для виброскорости заготовки получено выражение:
vk
да да
=И к = 1 i = 1
4п i ■ A 1 T ■ M
πkz sin l 0
I 2n i cos I T t +



π kz
■ sin — ,
где М — полная масса, кг; z — текущая координата, φ — фактор направленности источника.
Для виброскорости упрочняющего инструмента получено выражение:
t dy (t) _ A sin P0 J dt mpQ
T - t I sin p 0 1 t + — I
1 t I 2
cos P o I t - -2- I^---- T ----2
^ J sin P oy
3EI где p2 = , X — круговая собственная частота колебаний упрочнителя, рад/с; Л 0 l 3m c
—
вылет
упрочнителя, м; m — масса упрочнителя, кг; t 1 — время взаимодействия инструмента и заготовки, с.
* Работа выполнена в рамках инициативной НИР.
Для расчёта звуковой мощности упрочнителя определяется максимальное значение скорости колебаний vumax . На основе этих зависимостей определяются уровни шума, создаваемые акустической подсистемой заготовка-инструмент.
L W = 10 lg ( 100,1 L 1 +100,1 L 2 ) , (3)
где L 1 — уровни звуковой мощности излучаемой заготовкой, L 2 — уровни звуковой мощности, излучаемой инструментом, Вт/мм2.
f 2 f 2 S-u^2
L 1 = W иcт = 0,65 / 2 № „ 5 ; L = W и CT = 0,024 1 ^2 kr ■ a ■ S ■ v I = 0,06 - I k al2S v I
.
Экспериментальные исследования. Для проверки адекватности предложенных теоретических моделей проведены экспериментальные исследования шума и вибрации на участке ЦО на базе ОАО «Роствертол». Измерения проводились акустическим комплектом ВШВ-003-М2 при наклёпе стальной трубы лонжерона.
Процесс ЦО характеризуется очень высокой интенсивностью шумообразования при крайне неблагоприятном составе спектра. Превышение уровней звука составляет 32—38 дБА, а превышение уровней звукового давления в высокочастотной части спектра 500—8000 Гц составляет 10—40 дБ. Экспериментальные исследования подтвердили правильность теоретической модели шумообразования в которой предположено, что формирование звукового поля практически полностью определяется акустическим излучением системы заготовка — инструмент.
Действительно, уровни шума холостого хода существенно ниже допустимых на частотах выше 500 Гц. Кроме того, в высокочастотной области наблюдается спад интенсивности звукового излучения несущей системы оборудования (рис. 1).
L , дБ
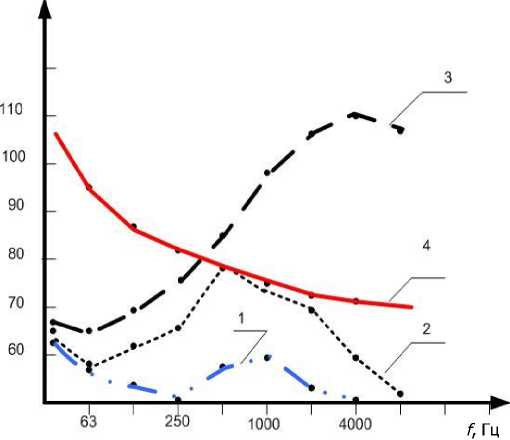
Рис. 1. Спектры шума в рабочей зоне: 1 — шум помех; 2 — спектр шума холостого хода;
3 — спектр шума рабочего процесса; 4 — норматив шума
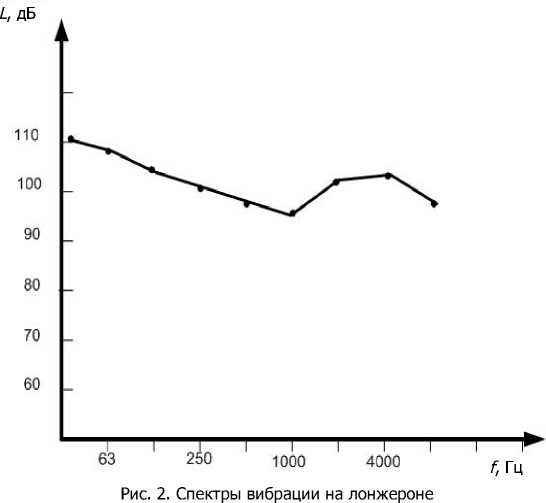
Замеры вибраций подтвердили правильность выводов о закономерностях шумообразова-ния при ЦО. Спектры вибрации заготовки характеризуются равномерным спадом интенсивности до частоты 1000 Гц. На более высоких частотах до 4000 Гц наблюдается увеличение интенсивности процесса, т. е. спектры вибрации заготовки (также как и спектры шума) имеют высокочастотный характер (рис. 2).
Спектры вибрации, измеренные в непосредственной близости от инструмента на кронштейне, носят ещё более высокочастотный характер с наиболее интенсивными уровнями в интервале частот 4000—8000 Гц (рис. 3). Спектры вибрации на люнетах имеют низкочастотный характер. В этом заключается их основное отличие от спектров вибрации заготовки.
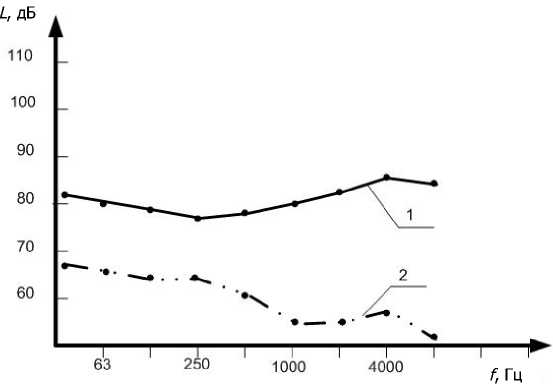
Рис. 3. Спектры вибрации: 1 — на кронштейне инструмента; 2 — на люнете
Спектры вибрации на станине и столе суппорта носят также низкочастотный характер, а в высокочастотной части спектра наблюдается спад интенсивности процесса (рис. 4).
Разница в уровнях вибрации люнеты и заготовки находится в пределах 40 дБ во всём частотном диапазоне (рис. 3). Эти результаты подтверждают правильность принятого допущения о том, что опоры могут быть приняты как шарнирные. Замеры вибрации на рабочем месте (на полу возле установки центробежного наклёпа) показали, что уровни виброскорости очень низкие (не более 40 дБ), намного ниже санитарных норм и не оказывают вредного действия на работающих. Таким образом, формирование акустического воздействия при ЦО на рабочих местах полностью определяется воздушной составляющей шума системы деталь-инструмент.
L , дБ A
63 250 1000 4000 f , Гц
Рис. 4. Спектры вибрации: 1 — на столе суппорта; 2 — на станине
При одновременной работе двух установок уровни шума увеличиваются на 5 дБ (расчётное увеличение уровней шума в этом случае составляет 3 дБ) при полной идентичности характера спектров шума. Уровни вибрации на рабочих местах не претерпели изменений. Изучаемое оборудование создает повышенные уровни шума не только внутри помещения, но и вне его. Превышение над предельно допустимыми значениями наблюдается в широкой полосе частот 2000— 8000 Гц и достигает в этом интервале 20 дБ. Экспериментальные исследования подтвердили правильность теоретических выводов о закономерностях процесса шумообразования при ЦО.
На основе теоретических и экспериментальных исследований разработаны методы расчёта уровней шума установок ЦО в помещении (включая рабочие места) и рационального выбора звукоизолирующих и звукопоглощающих свойств ограждения как установок, так и самого производственного помещения.
При столь высокой шумоактивности данного метода обработки и невозможности добиться существенного снижения шума в самом источнике, а именно, в системе инструмент-деталь, добиться выполнения санитарных норм возможно только за счёт расчёта и проектирования звукозащитной конструкции с требуемой величиной звукоизоляции.
Конструктивные особенности звукоизолирующего ограждения определялись исходя из компоновки оборудования для ЦО. Ограждение представляет собой совокупность плоских и цилиндрических пластин. Герметически выполненное ограждение позволило обеспечить высокий коэффициент звукоизоляции. Конструкция ограждения приведена на рис. 6. Принцип действия самого ограждения идентичен базовому варианту [2]. Реализация этих требований воплощена в предлагаемой конструкции ограждения (рис. 5). Ограждение имеет большой внутренний воздушный объём, для которого характерной особенностью является большая плотность собственных частот колебаний. Это относится к высокочастотной части спектра, где наблюдается максимальное превышение уровней шума над предельно допустимыми значениями. Поскольку звукоизоляция не должна сопровождаться потерей звукоизолирующих свойств на отдельных частотах, ограждающая конструкция содержит демпфирующие элементы. Вторичное звуковое поле, излучённое стенками ограждения в окружающее пространство, обусловлено, главным образом, резонансными колебаниями. Поэтому роль демпфирования оказывается весьма существенной, несмотря на относительно незначительный вес демпфирующего покрытия.
Ограждение должно отвечать следующим требованиям:
-
1. Обеспечить герметичность внутреннего пространства, включающего в себя весь станок (кроме передней бабки), инструментальные суппорты и заготовку.
-
2. Обеспечивать возможность наблюдения за рабочим процессом и, при необходимости, доступ к зоне обработки.
-
3. Обеспечить искусственное освещение внутреннего объёма ограждаемой и рабочей зоны.
-
4. Обеспечить лёгкое снятие и установку заготовки, хорошую герметизацию, раскрытие ограждения для обслуживания рабочего процесса без усилий.
-
5. Обеспечить безопасность его использования при раскрытии и закрытии, исключающее
-
6. Исключить значительные физические нагрузки персонала при обслуживании.
эти операции в самопроизвольном режиме.
Ограждение оборудования центробежной обработки по своей компоновке идентично разработанному в работе [2] для системы шумозащиты станков токарной группы. Однако имеющаяся конструкция обладает следующими недостатками:
-
1. Занимает слишком большую производственную площадь.
-
2. Не соответствует требованиям эргономики.
-
3. Имеет откидывающуюся часть излишних габаритных размеров.
Поэтому предложенная в данной работе конструкция подвергнута существенной модернизации: откидывающаяся часть конструкции выполнена цилиндрической формы. Это, с одной стороны, позволяет на 23—25 % уменьшить занимаемую системой шумозащиты производственную площадь, а с другой — улучшить эргономические и звукоизолирующие показатели шумозащитной системы.
Таким образом, расчёт звукоизоляции предложенной конструкции производится по формуле (4) [2], в которой учитывается цилиндрический участок, акустическая эффективность которого определяется зависимостью (5):
m
ЗИ = ЗИ п - 10lg S n + £ S i 10 0,1 ( ЗИ П - ЗИ ) - 10lg S n ,
где ЗИП — звукоизоляция основной части ограждения, дБ; SП — площадь основной части, м2;
ЗИi и Si — звукоизоляция и площадь участков, отличающихся по этому параметру от основной конструкции; m — количество разных участков, отличающихся от основного для данной стенки.
ЗИ ц = 20lg
1 +
m 1 2p R k
k m +

2 2 2 2 2 n 2
( k m k t )( k m kn ) kn n2
Rk
ku 2

n 2
+ R 2
—
kt 2
2πf ρ где ko = —-; kn = 2nfcJ7-; kt =2nfc c0 E1
V

; ku
= J12 ( 1 - м 2 )< 2n fc )2 3 m l; k m
m π ; m и n — l 0 ;
числа, определяющие соответствующую моду колебаний цилиндрической оболочки; Rk — радиус кривизны цилиндрического участка ограждения; Rи — расстояние от источника до внут- ренней поверхности звукозащитной конструкции; с0 — скорость звука в воздухе; l0 — длина ограждающей конструкции; μ — коэффициент Пуассона; h — толщина стенки ограждения; ρ — плотность материала стенки ограждения; Е1 — модуль упругости; m01 — распределённая масса стенки ограждения; fc — частота колебаний стенки ограждения; Rи — расстояние от источника вибраций до внутренней поверхности звукозащитной конструкции.
Для облицовки стен и потолка производственного помещения рекомендованы базальтовые звукопоглощающие маты и слоистые звукопоглощающие панели.
Для откидной части ограждения использован шумооблицовочный материал (ШОМ), а для стальной основы — синий войлок толщиной 15 мм. Стальные элементы ограждения облицованы технической губчатой резиной толщиной 1—1,5 мм.
/1-/1 (11)
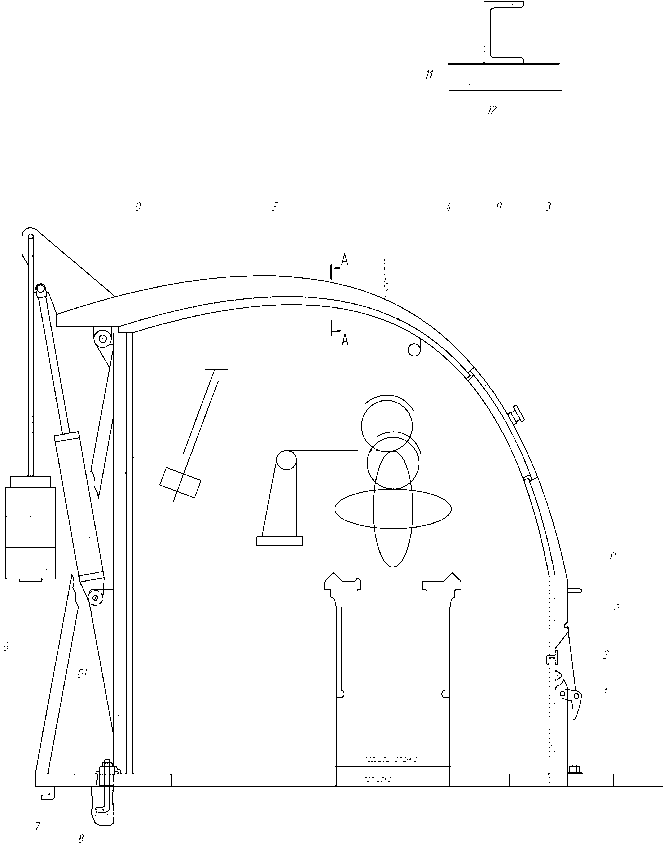
Рис. 5. Поперечный разрез секции ограждения установки ЦО:
1 — фронтальная стенка, 2 — замки, 3 — смотровое окно, 4 — крышка, 5 — пневмоцилиндр, 6 — противовес,
7 — задняя стенка, 8 — анкерные болты, 9 — люминесцентная лампа, 10 — швеллер каркаса, 11 — стальной лист,
12 — слой звукоизоляции
Ограждение обеспечивает выполнение санитарных норм шума в производственном помещении даже без акустической облицовки стен и потолка, если работает только одна установка (рис. 6).
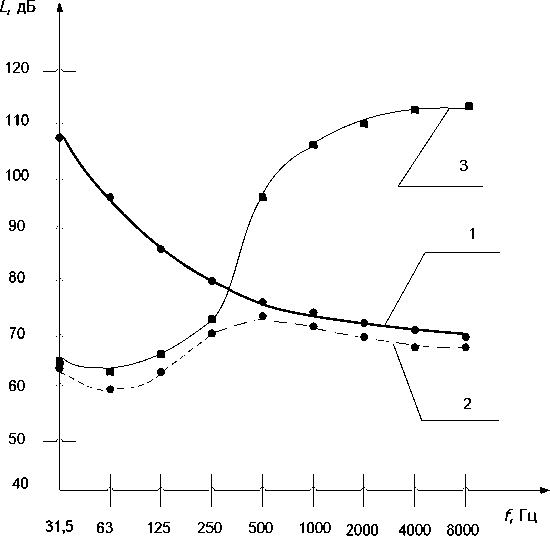
Рис. 6. Спектры шума на рабочем месте: 1 — норматив шума, 2 — спектр шума установки со звукоизолирующим ограждением, 3 — спектр шума работающей установки
При работе двух установок, оснащённых звукоизолирующим ограждением, без акустической облицовки норматив шума на рабочих местах не обеспечивается (рис. 7).
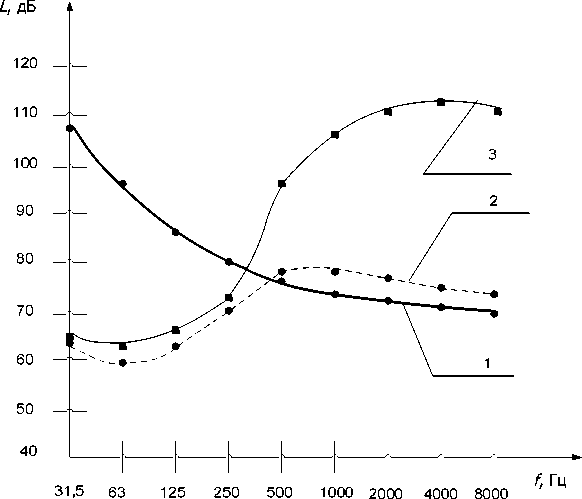
Рис. 7. Спектры шума на рабочих местах при работе двух установок:
1 — норматив шума, 2 — спектр шума при работе установок со звукоизолирующим ограждением, 3 — спектр шума при работе установок без ограждений
Увеличение звукоизолирующих свойств ограждения при существующей компоновке установок ЦО сопряжено с большими трудностями. Установка звукопоглощающих облицовок в данном случае намного проще и обеспечила выполнение санитарных норм шума (рис. 8).
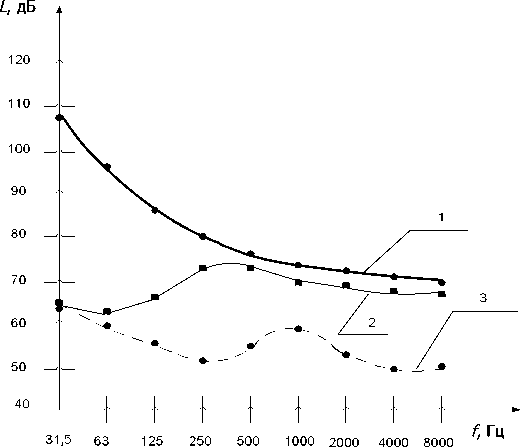
Рис. 8. Спектры шума на рабочем месте при акустической облицовке стен и потолка: 1 — норматив шума,
2 — спектр шума, 3 — уровни помех
Выводы. В результате проведённых исследований решена важная научно-техническая и социально-экономическая задача улучшения виброакустических характеристик при ЦО за счёт снижения уровней шума в рабочей зоне до санитарных норм. Обеспечение санитарных норм шума достигнуто в результате внедрения комплекса мероприятий, включающих звукозащитное ограждение оборудования для ЦО и нанесения звукопоглощающей облицовки на стены и потолок производственного помещения.
Список литературы Система шумозащиты оборудования центробежной обработки труб лонжеронов вертолётов
- Иванов, Н. И. Основы виброакустики/Н. И. Иванов, А. С. Никифоров. -Санкт-Петербург: Политехника, 2000. -482 с.
- Стрельченко, С. Г. Виброакустические расчёты и проектирование систем шумозащиты при центробежно-ротационном наклёпе/С. Г. Стрельченко, А. Н. Чукарин, С. А. Шамшура. -Ростов‑на‑Дону: Изд. центр Дон. гос. техн. ун-та, 2005. -164 с.
- Проскуряков, Ю. Г. Технология упрочняюще-калибрующей и формообразующей обработки металлов/Ю. Г. Проскуряков. -Москва: Машиностроение, 2002. -206 с.
