Снижение усилий приводов при обработке на станках с параллельной кинематикой

Автор: Тверской Михаил Михайлович, Смирнов Владимир Алексеевич, Сюськина Юлия Львовна
Рубрика: Технология
Статья в выпуске: 12 (271), 2012 года.
Бесплатный доступ
Рассмотрено влияние углового положения заготовки при фрезеровании на усилия, формируемые приводами станка. Показано, что управление, обеспечивающее снижение этих усилий, проще в реализации при использовании станков с параллельной кинематикой. Представлены результаты численного моделирования.
Оборудование с параллельной кинематикой, снижение усилий приводов
Короткий адрес: https://sciup.org/147151540
IDR: 147151540 | УДК: 621.865.8
A decrease of actuator efforts on equipments with parallel kinematics
An influence of an angular positioning of a billet to efforts of milling machines driving gear is considered. It is shown, the realization of the control for decrease that efforts is simpler for equipment with parallel kinematics. The results of the computational modeling is produced.
Текст научной статьи Снижение усилий приводов при обработке на станках с параллельной кинематикой
Современное технологическое оборудование в большинстве случаев строится с использованием кинематических схем, предполагающих последовательное расположение механизмов, обеспечивающих взаимное перемещение рабочего органа (инструмента) и заготовки. Типичным представителем подобного оборудования является 3-координатный фрезерный станок, показанный на рис. 1. Как видно из рисунка, по координате X соответствующий привод помимо инструмента (фрезы) должен перемещать элементы станка, обеспечивающие перемещение инструмента по координатам Y и Z. Аналогично привод координаты Y должен перемещать элементы станка, обеспечивающие перемещение инструмента по координате Z. Очевидно, что такое построение требует увеличения массы подвижных частей станка и мощности приводов.
При обработке на 3-координатных фрезерных станках широко используется плоское фрезерование, при котором осуществляется перемещение инструмента по координатам X и Y при фиксированной координате Z . В этом случае движения по координатам X и Y являются основными формообразующими движениями. В работе [1] показано, что за счет рационального расположения заготовки на столе станка можно обеспечить снижение потребляемой приводами координат X и Y энергии. Покажем, что положение заготовки влияет также и на усилия, развиваемые приводами.
Рассмотрим процесс выполнения операции плоского фрезерования, при котором обеспечивается перемещение продольной оси фрезы вдоль направления, задаваемого вектором dL (рис. 2, а). При фрезеровании на фрезу будет действовать сила P - сила резания, которая может быть представлена следующими составляющими: Р т - тангенциальной, параллельной dL , и P n -нормальной, перпендикулярной dL .
Z
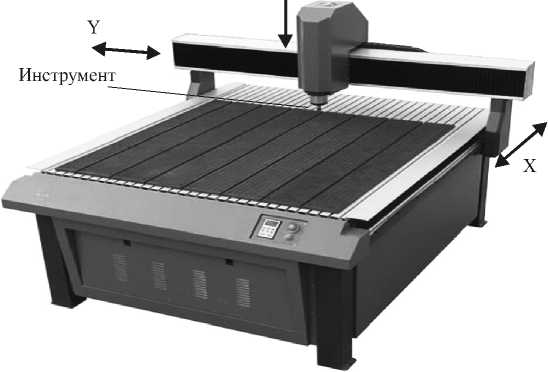
Рис. 1. Схема 3-координатного фрезерного станка
Свяжем с неподвижным столом, на котором закреплена заготовка, систему координат (СК) OXY . При фрезеровании заготовка может иметь различные угловые положения (рис. 2), следовательно, для удаления одного и того же материала при различных угловых положениях заготовки потребуется обеспечить движение инструмента в СК OXY по различным траекториям. Примем, что угловое положение заготовки и направление вектора dL задается углом ф , откладываемым от оси OX .
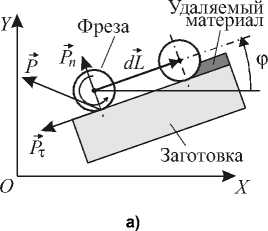
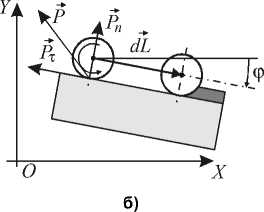
Рис. 2. Элементарное перемещение фрезы
При перемещении фрезы каждый из приводов преодолевает усилия, определяемые составляющими P т и P n силы резания (силы трения и динамические нагрузки не учитываются):
P X = P T cos ф+ P n sin ф , P Y = P T sin ф- P n cos ф .
На рис. 3 показаны результаты расчетов модулей усилий P X и P Y при различных направлениях движения фрезы, определяемых углом ф . Принято, что P T = 100 Н, P n = 10 Н. Как видно из графика, за счет изменения углового положения заготовки можно изменять величины усилий, развиваемых приводами.
Следовательно, может ставиться и решаться задача оптимального размещения (ориентации по углу ф ) заготовки на столе фрезерного станка с целью перераспределения усилий, необходимых для выполнения операции фрезерования, между приводами станка. Цель перераспределения – снижение усилия, развиваемого максимально нагруженным приводом:
P max = max(| PX ( ф )|, P Y ( ф )^ ^ min. (1)
В рассматриваемом случае плоского фрезерование с использованием двух приводов выполнение условия (1) приведет к равенству | P X | = | PY | (рис. 3).
Решение задачи (1) позволит:
– при заданных режимах обработки снижать нагрузку на элементы конструкции станка и приводы, тем самым увеличивая их ресурс;
Тверской М.М., Смирнов В.А., Сюськина Ю.Л.
– при заданных ограничениях на усилия, развиваемые приводами, реализовывать режимы обработки с большими подачами, тем самым снижая время обработки и повышая производительность оборудования.
Задача относительно просто решается и реализуется на практике для линейной траектории движения фрезы и при постоянстве величин Р т и P n . В этом случае заготовка может быть закреплена рациональным образом на столе станка перед началом фрезерования; в процессе фрезерования изменение положения заготовки для обеспечения условия (1) не потребуется.
Рис. 3. Зависимость усилий, развиваемых приводами, от углового положения заготовки
В случае реализации кусочно-линейных и криволинейных траекторий движения фрезы или при непостоянстве составляющих силы резания для обеспечения рационального расположения заготовки потребуется дополнить станок приводом, обеспечивающим поворот заготовки относительно оси Z . Это существенно усложнит конструкцию станка.
Задача снижения усилий, развиваемых приводами станка в процессе фрезерования, может более просто решаться применительно к станкам с параллельной кинематикой, которые строятся на основе механизмов с параллельными кинематическими цепями (МПКЦ). При этом может использоваться понятие «избыточная координата» [2, 3].
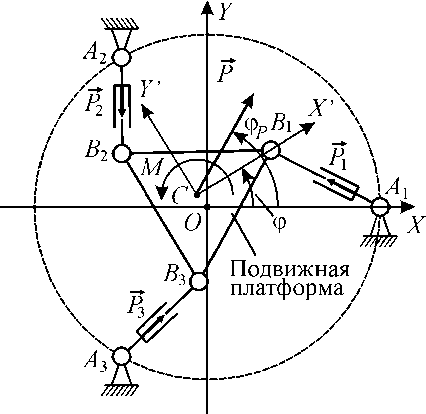
Рассмотрим плоский МПКЦ, показанный на рис. 4, а. Механизм имеет три степени свободы: за счет изменения длин A j B j штанг полюс С подвижной платформы может перемещаться по двум линейным координатам Хи Y , платформа может поворачиваться вокруг полюса на угол ф . На платформе устанавливается шпиндель с фрезой; продольная ось фрезы проходит через полюс платформы. Механизм позволяет осуществлять формообразующие движения по линейным координатам; возможность поворота платформы позволяет выполнять перераспределения усилий приводов штанг при заданных условиях обработки.
Действительно, если не рассматривать влияние сил трения и инерционных нагрузок, возникающих при движении элементов реального оборудования, то усилия P j , развиваемые приводами, связаны с составляющими силы резания следующими уравнениями:
-
' an P i + a i2 P 2 + an Р 3 = - Р cos ф p ;
-
‘ a 21 P i + a 22 p + a 23 P = - P sin ф p ; (2)
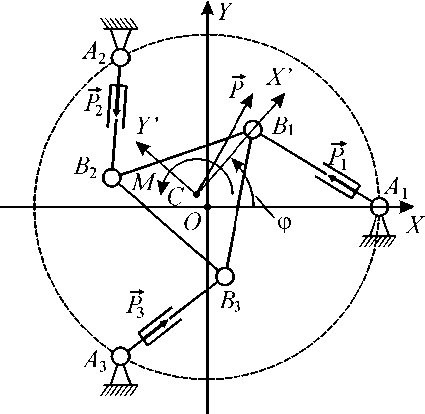
a 31P + a32 P2 + азз P3 = — M, где коэффициенты ау зависят от координат шарниров Aj и Bj; угол фР определяет направление силы резания в неподвижной СК OXYZ, связанной с основанием; момент M = РтRФр, RФр - радиус фрезы. В СК OXYZ координаты шарниров Aj будут постоянны. Координаты шарниров Bj будут определяться текущими значениями координат xC и yC полюса платформы и ее углом поворота ф, т. е. выходными координатами рассматриваемого механизма. Следовательно, при постоянстве правых частей уравнений (2) и выходных координат xC и yC (см. рис. 4, а и б) изменение выходной координаты ф приведет к изменению усилий Pj.
а)
б)
Рис. 4. Плоский МПКЦ с 3 степенями свободы
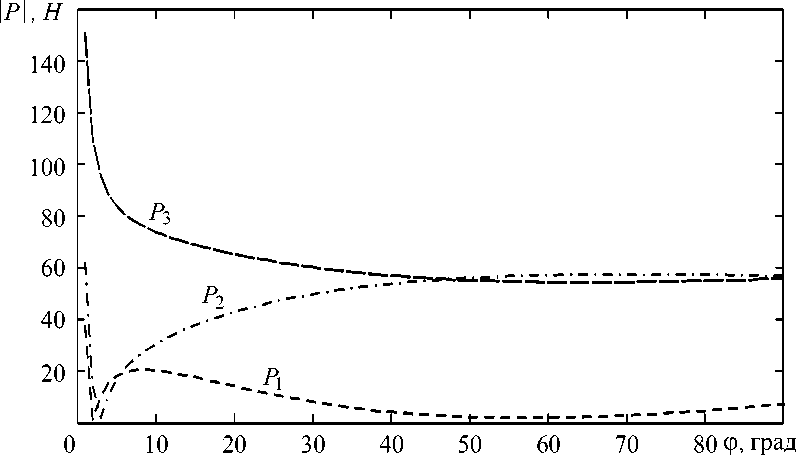
Рис. 5. Зависимость усилий приводов, необходимых для компенсации заданного воздействия, от угла разворота подвижной платформы
На рис. 5 показаны результаты моделирования изменения величин уси л ий P j для р ассматриваемого МПКЦ при изменении угла ф . При моделировании было принято, что шарниры A j равномерно расположены на окружности радиусом 200 мм; шарниры B j – на окружности радиусом 100 мм; начало неподвижной СК совпадает с центром окружности, на которой расположены шарниры A j ; xC = -10 мм, yC = 10 мм, Р т = 100 Н, P n = 10 Н ( Р ~ 100,5 Н), ф Р = 60 ° , R Фр = 5 мм.
Для рассматриваемого механизма выражение, а н алогичное (1), будет и м еть следующий вид:
P max = max(| P 1M , I P Wl, | Р 3 ( ф )|) ^ min . (3)
Выполнение условия (3) на рис. 5 происходит п р и ф = 47 ° .
Таким образом, за счет рационального изменения выходной «избыточной» координаты ф можно обеспечить снижение усилий приводов, необходимых для выполнения конкретной технологической операции.
На рис. 6 показаны результаты моделирования м аксимального из уси л ий P j при фрезеровании отверстия круглой формы с использованием МПКЦ, геометрические размеры которого приведены выше. Принято, что выходная угловая координата ф может изменяться в диапазоне от 10 до 60 градусов. Положение полюса при его движении по окружности опр е деляется у г ловой координатой ф . График 1 соответствует случаю постоянства координаты ф = 10 ° . График 2 соответствует управлению, обеспечивающему выполне н ие условия (3). Моделирование показало снижение максимального из усилий на 50,1 %.
Снижение максимального усилия достигается за счет изменения координаты ф по показанному на рис. 7 закону. Анализ графика показывает, что значение угла ф для заданных при моде- лировании условиях близко или совпадает с максимально допустимым значением в 60 градусов. Если принять, что угол ф = 55° и в процессе фрезерования остается неизменным, то значения максимального из усилий приводов будут практически совпадать с минимизированными в соответствии с (3) (см. график 3 на рис. 6).
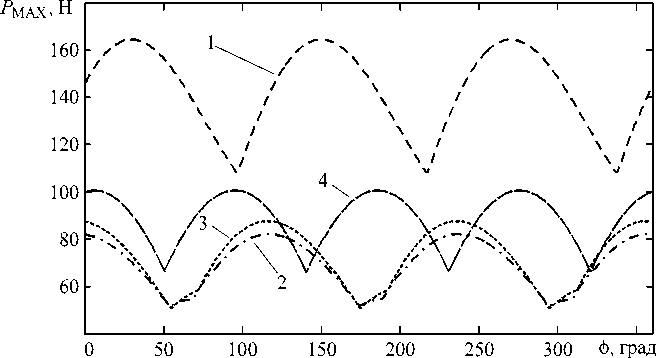
Рис. 6. Моделирование максимального из усилий приводов при фрезеровании отверстия круглой формы ф, град
0 50 100 150 200 250 300 Ф , град
Рис. 7. Изменение угла ф, обеспечившее снижение максимального из усилий приводов при фрезеровании отверстия круглой формы
График 4 на рис. 6 отражает результаты моделирования максимального из усилий приводов фрезерного станка с последовательной схемой (см. рис. 1) при фрезеровании на нем отверстия круглой формы. Принято, как и ранее, Р т = 100 Н, P n = 10 Н. Сравнение графиков 2, 3 и 4 показывает, что для выполнения одной и той же технологической операции в станке с параллельной кинематикой потребуются приводы, способные развивать меньшие усилия.
Реализация в оборудовании с параллельной кинематикой оптимального управления, при котором за счет рационального выбора выходной координаты ф обеспечивается условие (3), может быть осуществлена двумя способами:
-
1. Анализ внешних воздействий (определение силы резания) осуществляется на этапе моделирования предполагаемых технологических операций; в результате формируется закон изменения координаты ф , обеспечивающий выполнение требуемой технологической операции с учетом условия (3).
-
2. При работе оборудования производится измерение усилий, развиваемых приводами, на основе чего вносятся изменения в текущие значения выходной координаты ф с целью выполнения условия (3).
Второй способ обладает большей универсальностью, так как он, в отличие от первого, не привязан к конкретным условиям (подача, снимаемый припуск и т. п.). Получение информации о развиваемых приводами усилиях сложности не представляет: например, широко используемые при построении технологического оборудования следящие приводы имеют в своем составе контур регулирования по создаваемому усилию (моменту) [4], что предполагает измерение этих величин.
Заключение. Рассмотренный подход к управлению станками с параллельной кинематикой позволяет снизить усилия, развиваемые приводами при реализации операции фрезерования. Это позволит:
-
– при заданных режимах обработки снижать нагрузку на элементы конструкции станка и приводы, тем самым увеличивая их ресурс;
-
– при заданных ограничениях на усилия, развиваемые приводами, реализовывать режимы обработки с большими подачами, тем самым снижая время обработки и повышая производительность оборудования.
Результаты моделирования показали возможность снижения максимального из усилий приводов более чем на 50 %.
Список литературы Снижение усилий приводов при обработке на станках с параллельной кинематикой
- Смирнов, В.А. Рациональное расположение заготовки как фактор снижения затрат энергии при фрезеровании/В. А. Смирнов//Современные проблемы науки и образования. -2011. -№ 4. -www.science-education.ru/98-4761 http://www.science-education.ru/98-4761>.
- Смирнов, В.А. Избыточность координат как фактор возможности оптимального управления оборудованием с параллельными приводами/В.А. Смирнов//Информационные технологии моделирования и управления. -2010. -№ 1(60). -С. 126-131.
- Смирнов, В.А. Повышение энергоэффективности оборудования с параллельными приводами/В.А. Смирнов, Ю.Л. Сюськина//Современные проблемы информатизации в анализе и синтезе программных и телекоммуникационных систем: сб. тр. (по итогам XV Междунар. открытой науч. конф.)/под ред. д-ра техн. наук, проф. О.Я. Кравца. -Воронеж: Науч. кн., 2010. -Вып. 15. -С. 383-387.
- Михайлов, О.П. Автоматизированный электропривод станков и промышленных роботов: учеб. для вузов/О.П. Михайлов. -М.: Машиностроение, 1990. -304 с.
