Сокращение выбросов ПАУ и защита анодных штырей от коррозии при формировании вторичного самообжигающегося анода

Автор: Сторожев Ю.И., Леонов В.В., Абкарян А.К.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 5 т.5, 2012 года.
Бесплатный доступ
Для уменьшения выбросов смолистых веществ при формировании вторичного анода и защиты анодных штырей от коррозии серой предложено применять прессованные необожженные брикеты из анодной массы с низким содержанием связующего с добавкой измельченного алюминия. На прессовом оборудовании изготовлены брикеты цилиндрической формы, в том числе с размерами, сопоставимыми с размерами гранул подштыревой анодной массы. Небольшие размеры брикетов позволяют обеспечить их механизированную загрузку в подштыревые лунки с помощью бункера-дозатора, используемого на производстве. Для изготовления брикетов в промышленном масштабе предложено применить пресс экструдеры. Опробована изоляция поверхности анодных штырей алюминиевой фольгой.
Смолистые вещества, анодная масса, анодные штыри, измельченный алюминий, прессованные брикеты
Короткий адрес: https://sciup.org/146114676
IDR: 146114676 | УДК: 669.71:628.395
Reduction of emissions polyaromatic hydrocarbons and protection of anode probes against corrosion at formation of the secondary self-burning anode
It is suggested to use compressed unbaked brings of anode paste with milled aluminum and low quantity of binder for the tarry matter discharge reduction while secondary anode formation and corrosion-prof protection of anode spikes. The cylindrical brings were made with pressure equipment, the dimensions of some of them match grains in the near-spike anode paste. Small dimensions of brings allow machine load in near-spike holes with measuring pocket used in production process. It was suggested to use extruders for mass brings production. There was tested aluminum foil isolation of anode spikes.
Текст научной статьи Сокращение выбросов ПАУ и защита анодных штырей от коррозии при формировании вторичного самообжигающегося анода
К недостаткам электролизеров Содерберга с верхним токоподводом относятся загрязнение окружающей среды выбросами смолистых веществ и бенз(а)пирена и повышенный износ анодных штырей вследствие коррозии.
Источником выделения и выбросов смолистых веществ и бенз(а)пирена при производстве алюминия является каменноугольный пек, используемый в качестве связующего при получении анодной массы. Эмиссия ПАУ в атмосферу корпуса с поверхности анода и в процессе перестановки штырей составляет 15-20 % от всех ПАУ, образующихся при электролизе алюминия. Наибольшее выделение смолистых веществ связано с операцией по перестановке штырей (рис. 1) в результате поступления подштыревой анодной массы в образовавшуюся лунку после извлечении штыря.
Количество смолистых веществ, выделяющихся в атмосферу корпуса при перестановке анодных штырей, колеблется в зависимости от свойств и состава подштыревой анодной массы, технологического режима работы электролизеров, уровня их эксплуатации и других условий. По данным [1], количество смолистых веществ, выделяющихся на электролизерах с верхним

Рис. 1. Интенсивный выброс смолистых веществ во время перестановки штырей токоподводом в атмосферу корпуса, составляет от 2 до 3 кг/т Al, дополнительное количество смолистых выделяется из-за прилипания анодной массы к штырям при их перестановке. При этом фонарные выбросы бенз(а)пирена от электролизного корпуса составляют до 75 % от общего его количества, выделяемого электролизерами.
В практике алюминиевого производства проработано несколько технических решений по сокращению и улавливанию выбросов при перестановке анодных штырей.
-
1. Применение предварительно обожженных и необожженных подштыревых пробок.
-
2. Использование мобильной газоочистной установки.
-
3. Установка стационарного газосборного коллектора с отводом газов в горелочное устройство электролизера.
-
4. Применение заглушек с газоотводящими шлангами, устанавливаемых на место извлеченного штыря на период коксования анодной массы.
-
5. Применение децентрализованной автономной газоочистной установки.
-
6. Использование органической пены для блокирования выбросов из подштыревых лунок.
Однако все эти технические решения не вышли из стадии лабораторных и опытнопромышленных исследований. Наибольшее развитие получили работы по применению подштыревых пробок [2]. В свете вышеизложенного актуальной является разработка экономичного способа сокращения выбросов смолистых веществ во время перестановки штырей. Он реализуется за счет применения предварительно изготовленных углесодержащих пробок из анодной массы с содержанием связующего 18-28 %.
Применение предварительно обожженных пробок при перестановке анодных штырей дает целый ряд технологических и экологических преимуществ:
-
• снижается падение напряжения в аноде;
-
• улучшается токораспределение в аноде;
-
• создаются условия для уменьшения минимального расстояния от низа штыря до подошвы анода;
-
• существенно уменьшаются выбросы смолистых веществ, в том числе канцерогенных ПАУ.
Испытания, проведенные на опытном участке ОАО «РУСАЛ Красноярск», показали [3], что снижение падения напряжения в аноде при использовании предварительно обожженных пробок составило 50-60 мВ, среднее значение коэффициента неравномерности токораспреде-ления по штырям снизилось, по сравнению со свидетелем, на 10-15 %, выбросы смолистых веществ, по экспертным оценкам, уменьшились на 40 %.
Применение предварительно обожженных пробок при перестановке анодных штырей связано с необходимостью организации дополнительного передела по их производству, поэтому представляет интерес применение «зеленых», т.е. необожженных пробок, с низким содержанием связующего.
Важной задачей является защита от коррозии стальной части штыря и, соответственно, увеличение периода их эксплуатации. Интенсивная коррозия происходит при взаимодействии стали с серой и кислородом. Доминирующий вклад в поступление серы в процесс электролиза вносит кокс, составляющий основу анодной массы. Низкая стоимость и большая распространенность высокосернистых нефтяных коксов с содержанием серы 2,0-3,0 % вес. являются основными причинами их широкого применения на алюминиевых заводах. Повышение содержания серы в анодной массе приводит к ряду нежелательных последствий.
В частности, в результате контакта с воздухом на поверхности конусной части штыря, имеющей температуру около 900 оС после извлечения штыря из анода, образуется слой окалины, являющейся диэлектриком. Коррозия усиливается действием сульфатов и сульфидов, образующихся из серы в анодной массе. С образованием окалины изменяются геометрические размеры и форма стальной части штыря. Окалина увеличивает сопротивление контакта между штырем и телом анода, что приводит к механическим напряжениям и появлению трещин, снижает сортность алюминия-сырца, уменьшается срок службы штырей.
Увеличение содержания серы в анодной массе вызывает увеличение скорости износа и сокращение срока службы анодного штыря. Отслоение оксидов и сульфидов железа при замене анодных штырей и попадание их в тело анода приводят к нарушению технологии анода, что увеличивает операционные затраты при производстве алюминия-сырца.
Перспективным направлением защиты анодного штыря от коррозии и повышения срока его службы является разработка способов поверхностного упрочнения рабочей части анодного штыря и применение легирующих добавок в анодную массу для нейтрализации воздействия серы на рабочую поверхность анодного штыря.
Поскольку основная коррозия анодного штыря – это его сульфидирование, то возможны три варианта продления его срока службы:
-
– исключить попадание серы в анодную массу,
-
– сделать штыри из материала, который не взаимодействует с серой,
-
– создать такое покрытие на анодном штыре, которое бы предотвращало сульфидирование штыря.
Одним из способов защиты анодного штыря от коррозии серой является его изоляция алюминиевой фольгой (рис. 2). Перестановка штырей с защитой из алюминия и их работа не оказали влияния на технологическое состояние электролизера: температуру электролита, напряжение анода, величину шума, ФРП, уровень и температуру КПК и другие параметры анода.

Рис. 2. Штырь, защищенный от коррозии алюминиевой фольгой
Алюминиевая фольга защищает анодный штырь от коррозии, удлиняет срок его службы в 1,5 раза, но ее применение связано с большими трудозатратами, в связи с чем заслуживает внимания газодинамическое напыление на поверхность штыря оксида алюминия высокоскоростным нагретым потоком сжатого воздуха [4].
Другой способ защиты штыря от коррозии – введение измельченного алюминия в виде опилок, гранул, стружки в подштыревую пробку, изготовленную из анодной массы с пониженным содержанием связующего (14-20 % пека). Под действием высокой температуры измельченный алюминий расплавляется и при достаточном количестве обволакивает поверхность опущенного в лунку анодного штыря. При этом уменьшается падение напряжения в контакте анодный штырь–тело анода. Расплавленный алюминий взаимодействует с серой, содержащейся в анодной массе подштыревой пробки, и предохраняет стальную часть анодного штыря от взаимодействия с серой и образования на его поверхности пленки сернистого железа. Алюминий взаимодействует с серой в объеме подштыревой анодной массы по следующей реакции:
2Al + 3S =Al 2 S 3 .
Эта реакция при температурах 700 оС и выше термодинамически вполне возможна [5]. Кроме того, на поверхности штыря расплавленный алюминий может нейтрализовать серу при взаимодействии с сульфидом железа по реакции
2Al + 3FeS =Al 2 S 3 ↑ +3Fe.
В зависимости от содержания серы в анодной массе, согласно рекомендациям [6], измельченный алюминий вводится в брикеты в количестве 0,5-2,5 % от их веса. При этом обеспечивается эффективная нейтрализация серы, содержащейся в анодной массе, и образование защитной алюминиевой пленки на поверхности анодного штыря. Применение подштыревых пробок с низким содержанием связующего в виде брикетов с добавкой в анодную массу измельченного – 534 –

Рис. 3. Образцы подштыревых пробок с добавкой измельченного алюминия алюминия уменьшает падение напряжения в контакте штырь – тело анода, минимизирует уменьшение длины анодного штыря в процессе его работы и одновременно сокращает выброс в атмосферу корпуса смолистых веществ.
Брикетирование подштыревых пробок цилиндрической формы из анодной массы с разным содержанием связующего опробовано на прессах с предварительным подогревом прессовых матриц (рис. 3).
Большие пробки имели диаметр 75 мм, высоту 150-160 мм, вес 1,1 кг, плотность 1500– 1600 кг/м3. Малые пробки имели диаметр 39 мм, высоту 20-25 мм, вес 40 г и диаметр 20 мм, высоту 19-20 мм, вес около 10 г, плотность 1600-1700 кг/м3.
Рассматриваемый способ формирования вторичного анода предлагается реализовать следующим образом. При перестановке анодных штырей в теле анода на верхние горизонты в подштыревую лунку вводят брикеты с помощью бункера-дозатора и крана.
Брикеты необходимых размеров прессуют в пресс-экструдере (рис. 4) из анодной массы с добавкой измельченного алюминия. Под действием высокой температуры (>700 0С) измельченный алюминий расплавляется, химически реагирует с серосодержащими компонентами в объеме анодной массы и на поверхности штыря и образует неактивное соединение Al 2 s з. Присутствие в анодной массе расплавленных частиц алюминия обеспечивает качественное заполнение микротрещин и пор на поверхности подштыревой лунки при значительных колебаниях содержания связующего. Электропроводящие алюминиевые частицы повышают электропроводимость контакта штырь – тело анода и анода в целом. Использованный во вторичном аноде алюминиевый заполнитель частично переходит в конечный продукт.
Предложенный способ формирования вторичного анода, согласно расчетам, позволяет уменьшить расход электроэнергии на 4,8 кВтч/т алюминия и увеличить срок службы анодных штырей в 1,3 раза [6].
Общий экономический эффект с учетом затрат на установку двух пресс-экструдеров и электроэнергию в производстве подштыревых пробок для завода масштаба «РУСАЛ Красно -ярск» оценивается в 55-60 млн руб/год.
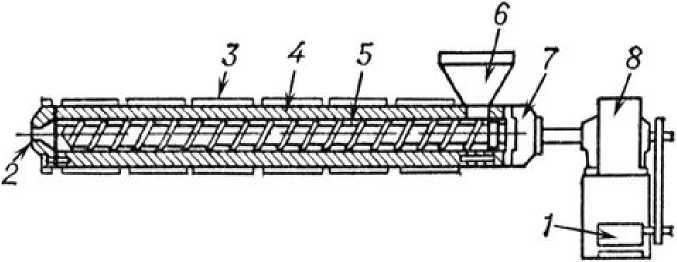
Рис. 4. Схема одношнекового горизонтального экструдера: 1 – двигатель; 2 – сменная экструзионная головка; 3 – нагреватель корпуса; 4 – корпус; 5 – шнек; 6 – загрузочное устройство; 7 – упорный подшипник; 8 – редуктор
