Состав металла и технология изготовления украшений конской сбруи из могильника "Андреевская щель"

Автор: Конькова Людмила Викторовна
Журнал: Краткие сообщения Института археологии @ksia-iaran
Рубрика: Публикации и полевые исследования
Статья в выпуске: 216, 2004 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/14327937
IDR: 14327937
Текст статьи Состав металла и технология изготовления украшений конской сбруи из могильника "Андреевская щель"
Л.В. Конькова
СОСТАВ МЕТАЛЛА И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ УКРАШЕНИЙ КОНСКОЙ СБРУИ ИЗ МОГИЛЬНИКА “АНДРЕЕВСКАЯ ЩЕЛЬ”1
Методика исследования: изучение технико-технологических особенностей изготовления сбруйных изделий из могильника “Андреевская щель” проводилось на основе макротехнологического анализа их поверхности с помощью бинокулярного микроскопа МБ С-10 при увеличении от 4 до 16 раз и с использованием макросъемки при помощи специальной насадки к микроскопу и фотоаппарата “Зенит-ТТЛ”. Технологическое исследование проведено для трех начельников, трех крупных сбруйных блях и пяти решм, хранящихся в Анапском археологическом музее.
Для получения данных о составе металла этих изделий отобранные пробы исследовались с помощью эмиссионного спектрального анализа в Лаборатории археологической технологии Института истории материальной культуры РАН (Санкт-Петербург) А.Н. Егорьковым. Спектральный анализ с целью изучения состава металла был проведен для шести предметов: трех начельников, двух крупных сбруйных блях и одной ажурной решмы. Так как все пять таких решм изготовлены в единой технологии и из сходного металла, но сохранность его разная, для спектрального анализа была выбрана одна решма (музейный № КМ 10097/8). Металл одной из крупных сбруйных блях (музейный № КМ 8541/13) плохо сохранился, вероятно, вследствие попадания в огонь, поэтому проба для изучения состава не была взята. Результаты спектрального анализа приведены в таблице 1, номера технологических анализов в левом столбце (лабораторный номер) и спектрального анализа (пятизначные в третьем столбце) введены в описание предметов.
1 Исследование выполнено при финансовой поддержке РФФИ, проект № 02-06-80091.
Таблица 1. Результаты эмиссионного спектрального анализа металла, %
|
№ лаб. |
Предмет |
№ ан. |
Ag |
As |
Bi |
|
14 |
решма |
745-33 |
0,1 |
0,09 |
— |
|
15 |
начельник |
745-34 |
0,02 |
ОД |
0,09 |
|
20 |
бляха |
745-39 |
0,02 |
ОД |
0,04 |
|
29 |
начельник |
745-48 |
0,02 |
0,09 |
— |
|
30 |
начельник |
745-49 |
0,02 |
0,1 |
— |
|
31 |
бляха |
745-50 |
0.01 |
0,1 |
— |
Химический состав металла*, в изученной коллекции были представлены только изделия из меди и сплавов на ее основе. Исследование металла показало, что по своим технико-металлургическим характеристикам он представляет два типа сплава, - “чистую” медь и оловянистую бронзу. Латуни среди изученных образцов обнаружены не были. Все предметы, за исключением решмы, изготовлены из практически чистой меди, в которой содержание легирующих компонентов (свинца и олова) не превышает десятых долей процента (табл. 1, ан. № 745-34, 745-39, 74548-50). При этом в трех изделиях (бляхи № КМ 9883/7, № ПМ 4407/10 и начельник № КМ 8541/12, соответственно № спектральных анализов: 745-39, 745-50 и 745-49) олово не отмечено даже на уровне микропримесей. Вероятно, использовалась исходная, относительно чистая медь, в которую не были добавлены компоненты для получения литейного сплава (бронзы). Зафиксированные количества свинца и олова не уменьшают пластичности данного металла, что соответствует, как будет показано в дальнейшем, технологическим приемам изготовления изделий.
Металл, использованный для изготовления решмы (табл. 1, ан. № 745-33) в отличие от предыдущего представляет собой оловянистую бронзу с 2,3% олова. Свинец также присутствует, но соответствует по уровню содержания остальным образцам, т.е. не превышает десятых долей процента. Это литейный сплав, что и соответствует технологической схеме изготовления. В металле этого изделия несколько повышено содержание серебра, оно составляет 0,1%, в остальных изделиях оно отмечено на уровне сотых долей процента.
Если рассмотреть геохимические характеристики металла, которые в значительной степени связаны с его происхождением, то становится очевидным, что он обладает значительным сходством в пределах всей изученной группы вещей. Единство демонстрируют группа “мышьяк-сурьма-висмут” и группа “железа” (железо-никель). Небольшие расхождения по висмуту и никелю общей картины не меняют, и это позволяет предположить, что металл изделий происходит из генетически сходных или единых источников. На данном уровне исследования дальнейшая конкретизация не обеспечивается имеющимися данными.
Техника изготовления изделий. Изучение технологических особенностей декоративных деталей конского убранства показало, что в представленной группе вещей использованы две основные технологии — литье и ковка. В технике литья изготовлены решмы, в технике ковки — начельники и
Неорнаментированный начельник I вида (музейный № КМ 8681, технологический анализ № 29, спектральный анализ № 745-48) изготовлен с помощью холодной ковки из двух плоских заготовок: круглой с отверстием в центре и трапециевидной. Технологическая схема заключается в следующем: придание полусферической формы одной детали и трубковидной формы - другой с последующим соединением этих частей с помощью заклепок, которые имеют округлые и плоские головки и служат не только для соединения деталей, но и для украшения и соединения с основой, к которой крепился начельник. Трубка запаяна, ее верхний край отогнут. Поверхность всего изделия имеет сероватый цвет, возможно вызванный лужением поверхности, так как олово присутствует в десятых долях процента. Предположить возможное серебрение сложно, так как серебро представлено только сотыми долями процента.
Второй, орнаментированный, начельник I вида (музейный № КМ 10097/26, технологический анализ № 15, спектральный анализ № 745-34) изготовлен из двух основных частей, полусферической и конической трубковидной, с помощью ковки. Схема его изготовления совпадает со схемой изготовления предыдущего экземпляра и представляется следующей. Плоские медные заготовки в виде диска с отверстием в центре (для основания) и в виде трапеции (для трубки) были доработаны холодной ковкой. Свинец, содержащийся в количестве 0,4%, не позволяет ковать такой металл в горячем виде во избежание красноломкости. После ковки основание начельника приобрело полусферический вид, а трапециевидная часть была свернута в коническую трубку и запаяна. Кованая заготовка трубки перед этим была украшена гравировкой, а фон проработан чеканом с кольцевидным рабочим окончанием (рис. 1). Верхняя часть трубки была отогнута и в ней пробиты отверстия для последующего крепления мелких бубенчиков, изготовленных предварительно из спаянных тисненых вертикальных половинок. Затем вся конструкция была покрыта позолотой, включая мелкие бубенчики.
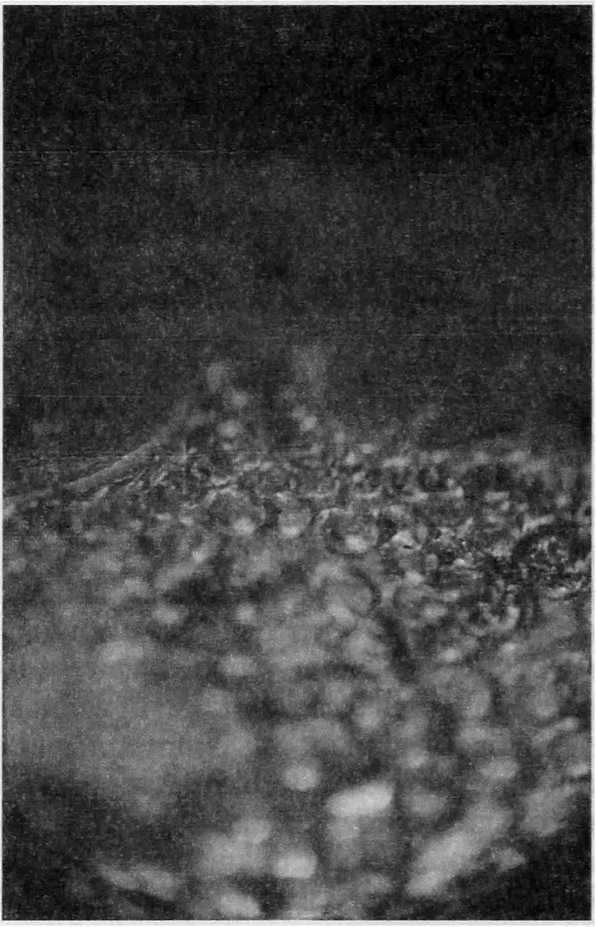
Рис. 1. Обработанный чеканкой фон втулки орнаментированного начельника
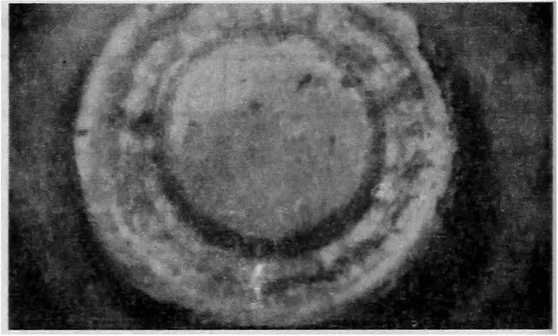
Рис. 2. Литая бляшка-заклепка с ложной зернью на пластине орнаментированного начельника
Полусферическое основание начельника декорировано с помощью других технологий. Его поверхность имеет серебристый тусклый цвет, что говорит о плохом качестве серебрения (в составе металла практически нет серебра) или о лужении, которое не очень хорошо сохранилось (олово представлено в металле в количестве 0,3%). На поверхность припаяны четыре плоских литых “медальона”-накладки со стеклянными вставками, закреп ленными внутри с помощью четырех лапок. Кроме того, поверхность декорирована служебными деталями. Это четыре круглые плоские литые позолоченные бляшки со штифтами, украшенные по краю орнаментом в виде псевдозерни (рис. 2). Они служили заклепками для прикрепления начельника к кожаной или другой основе. Завершающая операция включала в себя соединение верхней и нижней частей начельника с помощью клепки. Возможно, на-чельник собран из двух контрастных деталей (втулка и основание) для усиления декоративных свойств или вследствие ремонта с использованием частей разных изделий.
Начелъник II вида (музейный № КМ 8541/12, технологический анализ № 30, спектральный анализ № 745-49) изготовлен с использованием двух основных плоских медных заготовок с помощью холодной ковки (свинец -0,4%). В целом технологическая схема изготовления начельника состоит из традиционных операций, описанных выше, но есть и отличия. Основанию начельника, которое обычно имеет полусферическую форму, в данном случае в процессе подготовки материала к изготовлению изделия придана форма четырехлепестковой розетки. Трубка была не запаяна, а просто свернута в “рулон” по спирали и позолочена. Расширенная верхняя ее часть украшена врезным пояском по кругу. Трубку и выпуклое основание соединяют

Рис. 3. Литая бляшка-заклепка в виде розетки на четырехлепестковом начельнике
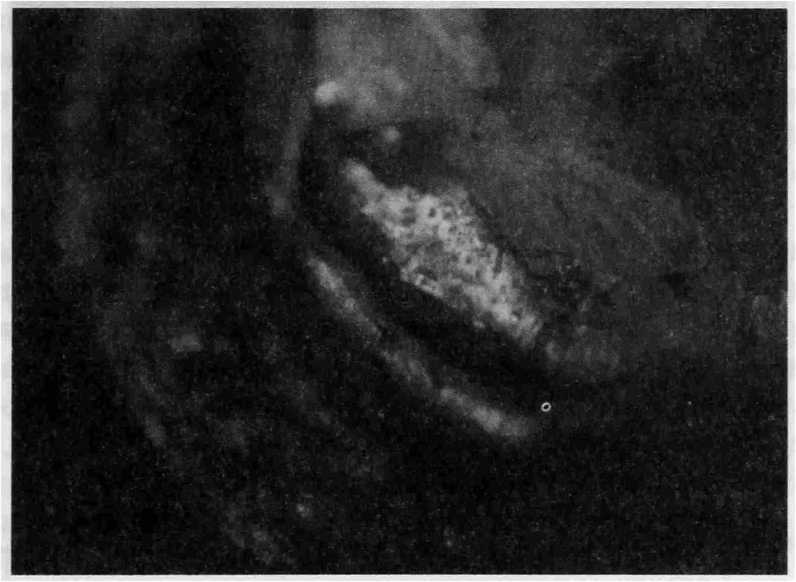
Рис. 4. Фрагмент литой верхней бляхи составной решмы с ложной зернью и стеклянной вставкой литые позолоченные заклепки в виде розеток. Такие же заклепки по краям лепестков крепили все сооружение к основе (рис. 3). Необходимо отметить, что даже на фоне использования чистой меди для изготовления кованых на-чельников данной коллекции последний экземпляр выделяется не только формой и необычным приемом сворачивания трубки-втулки, но и очень чистой медью (табл. 1, № 745-49).
Решмы: детали трехчастных решм (музейные № КМ 10097/6-15, технологический анализ № 14, спектральный анализ № 745-33) изготовлены с помощью литья в односторонние формы (верхние бляхи и ажурные
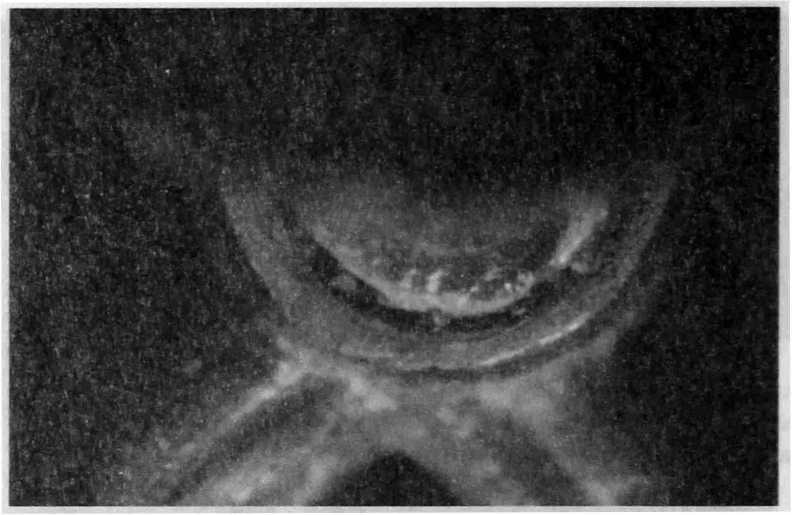
Рис. 5. Фрагмент стеклянной вставки в центре литой ажурной решмы
Рис. 6. Фрагмент рамки литой ажурной решмы с ложной зернью привески), о чем свидетельствует неровная шероховатая оборотная сторона изделий, и тиснения (подвесные бубенчики). Детали соединялись с помощью системы шарниров с железными штифтами, следы которых отчетливо сохранились. Верхняя часть решмы - это своеобразный круглый “медальон” или бляха, украшенная по центру круглой стеклянной плоской вставкой, помещенной в специальное углубление в виде коробочки и закрепленной в ней с помощью четырех загнутых лапок. “Медальон” окантован рельефным орнаментом в виде пояска псевдозерни (рис. 4). Аналогичный рельефный орнамент расположен на рамке ажурной привески, основной части решмы. В центре ее также располагалась вставка из стекла, но она крепилась на другой основе, вероятно клеевой, так как следов фиксирующих лапок нет и сами вставки менее массивные (рис. 5).

Рис. 7. Литая бляшка-заклепка в виде розетки на бочонковидной сбруйной бляхе
Использование стекла не вызывает сомнений, ибо на поверхности вставок видна патина, а сами вставки значительно расслоились. В нижней части решмы помещался небольшой, очень легкий бубенчик. Он изготовлен в технике тиснения и состоял из вертикальных половин, соединенных с помощью пайки. Вверху бубенчика помещалась петелька для сцепления с подвеской-решмой, изготовленная из отрезка стандартной проволоки, свернутой в виде петли, вставленной нижней частью внутрь бубенчика и закрепленной с помощью пайки.
Очевидна следующая технологическая схема изготовления этих решм. Сначала в односторонних литейных формах со специальной крышкой для изготовления петель шарниров были отлиты заготовки для ажурной и верхней частей решм. На поверхности псевдозерни при увеличении в 16 раз отчетливо видны следы резца, который использовался при изготовлении матрицы (рис. 6). Вопрос о материале матрицы, вероятно, требует дополнительных уточнений, так как это твердый материал, который обрабатывался сверху, а не вынимался из каменного блока для изготовления углубленной литейной формы. Литейный сплав, использованный мастером, соответствует технологическим задачам изготовления украшения. На втором этапе поверхность изделия была позолочена с помощью амальгамы (позолота хорошо сохранилась) и украшена вставками.
Сбруйные бляхи. Плохая сохранность бочонковидной бляхи 1 типа (музейный № КМ 8541/13) не позволила восстановить всю технологическую схему, но очевидно, что бляха изготовлена из медного листа холодной ковкой. На ней сохранились четыре литые позолоченные бляшки-заклепки в виде розеток, которые крепили ее к какой-то основе (рис. 7). В отличие от двух других блях на данном экземпляре отсутствует отверстие в центре. Вместо него имеется круглое углубление правильной формы, полученное явно с помощью специального приспособления на наковальне. На поверхности изделия и особенно в центральном углублении сохранились следы позолоты, что позволяет предположить, что вся вещь была позолочена.
Листовидная бляха II типа (музейный № КМ 9883/7, технологический анализ № 20, спектральный анализ № 745-39) изготовлена с помощью холодной ковки из плоского медного листа с отверстием-вырезом вверху. Поверхность бляхи имеет серо-серебристый цвет, позволяющий предположить плохо сохранившееся серебряное или иное покрытие, так как в составе металла серебро присутствует в незначительных количествах. Отдельно были отлиты в односторонних формах рельефные украшения для окантовки выреза и верхней части бляхи. Украшения после предварительного золочения были соединены с основной частью сквозными заклепками.
Сердцевидная бляха III типа (музейный № ПМ 4407/10, технологический анализ №31, спектральный анализ № 745-50) была изготовлена по аналогичной технологической схеме, а также близка предыдущей бляхе по составу металла, но сохранилась значительно хуже.
В целом, подводя итоги химико-технологического изучения данной небольшой, но интересной коллекции сбруйных украшений из меди и ее сплавов, необходимо отметить, что здесь представлены изделия, выполненные в сложившихся технологических традициях с большим и развитым ремесленным опытом. Об этом свидетельствует прежде всего четкая взаимозависимость материала и использованной технологии: медь - ковка, бронза - литье. Сложившиеся стандартные технологические схемы и многообразие приемов обработки металла подтверждают вывод о том, что это продукция ремесленных центров. Близкие по типам изделия и общие технологические схемы, подобные описанным, приводятся В.А. Кузнецовым (Кузнецов, 1971. С. 110-114). Они датируются Х-ХП веками и происходят из аланских могильников. Правда, детальный технологический анализ этих вещей не проводился, интересны были бы и результаты исследования состава металла, которые позволили бы выявить круг тех или иных вещей, объединенных технологическими традициями.
