Совершенствование технологии получения гнутолистовых профилей для изделий авиационной техники

Автор: Турундаев Константин Владимирович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 4-3 т.20, 2018 года.
Бесплатный доступ
Статья посвящена вопросам повышения качества гнутолистовых профилей для продольно - поперечного силового набора летательных аппаратов. Автор решает задачу сохранения защитно - декоративного покрытия профилей. Разработана модель зоны контакта инструмента с заготовкой, даны технологические рекомендации.
Гнутолистовой профиль, метод интенсивного деформирования, профилирование, летательный аппарат
Короткий адрес: https://sciup.org/148312493
IDR: 148312493 | УДК: 621.981
Development technology of roll-formed profiles for aviation technique
The article is devoted to the questions of increasing the quality of the bent profiles for the longitudinal - transverse power set of aircrafts. The author solves the problem of preserving the protective and decorative coating of profiles. A model of the zone of contact with the billet has been developed, and technological recommendations have been given.
Текст научной статьи Совершенствование технологии получения гнутолистовых профилей для изделий авиационной техники
Важной проблемой при производстве изделий авиакосмической техники является изготовление профилей, обладающих высокими ресурсными и жесткостными характеристиками. Это определяется требованиями снижения массы, увеличение срока эксплуатации летательных аппаратов (ЛА) [1].
Вопросы повышения ресурса и жесткости продольно – поперечного силового набора ЛА определяют применение гнутолистовых профилей, изготовленных из низкопластичных материалов, с радиусом по зонам сгиба, равном толщине листа. Применение гнутых из листа профилей позволяет увеличить ресурс до 60 тысяч часов, что в 2-3 раза выше, чем у прессованных [2].
Наиболее эффективным и прогрессивным способом изготовления таких профилей для ЛА является метод интенсивного деформирования (МИД), при использовании которых осуществляется прокатка заготовки через несколько последовательно расположенных роликовых пар, имеющих закрытый рабочий калибр, с приложением торцевого поджатия по кромке профиля.
Конструктивно это обеспечивается вертикальными буртами нижних роликов, что дает возможность вести более жесткую схему гибки. Однако их наличие создает более тяжелое напряжено деформированное состояние для боковой полки профиля на входе в рабочий калибр. Отсюда возникают проблемы с качеством профиля: кромковая волнистость; нарушение защитно-декоративного покрытия; риски и потиры на плакированном покрытие и т.д. Описанные дефекты ведут при дальнейшей эксплуатации профилей к быстрому коррозионному износу, потере эксплуатационных и декоратив- Турундаев Константин Владимирович, кандидат технически наук, ведущий инженер-конструктор.
ных качеств, и соответственно уменьшению ресурса данного изделия.
Для устранения вышеописанных дефектов была разработана теоретическая модель зоны контакта боковой полки профиля с вертикальным буртом профилегибочной оснастки и получаемое там напряженно-деформированное состояние. Это позволяет оценить правильность выбора радиуса буртов ролика по критерию целостности защитного покрытия профиля.
Данная модель напряжено-деформирован-ного состояния боковой полки профиля на входе в рабочий калибр инструмента, учитывающая влияние вертикальных буртов профилегибочной оснастки, основана на допущениях:
-
1. Наибольшие напряжения и, соответственно, деформации будут в первоначальной точке контакта (т.В) боковой полки профиля с вертикальным буртом профилегибочной оснастки (рис. 1).
-
2. Действие касательных сил, вызванных трением скольжения, из-за их малости по сравнению с нормальными силами P не учитывается.
-
3. Зависимость главных напряжений от формы области контакта и нагрузки Р соответствует теории упругого контакта Герца.
Так как мы имеем дело со сложным напряженным состоянием, то оценку прочности будем производить согласно критериям прочности (теории прочности). Согласно нашим условиям (применяемый материал и т.д.) мы используем: критерий наибольших касательных напряжений (третья теория прочности) для оценки по покрытию (плакированное и т.д.); критерий удельной потенциальной энергии формоизменения (четвертая теория прочности) для оценки по материалу профиля (алюминиевые, титановые сплавы и т.д.) [3].
С учетом принятых допущений условие целостности защитного покрытия профиля может
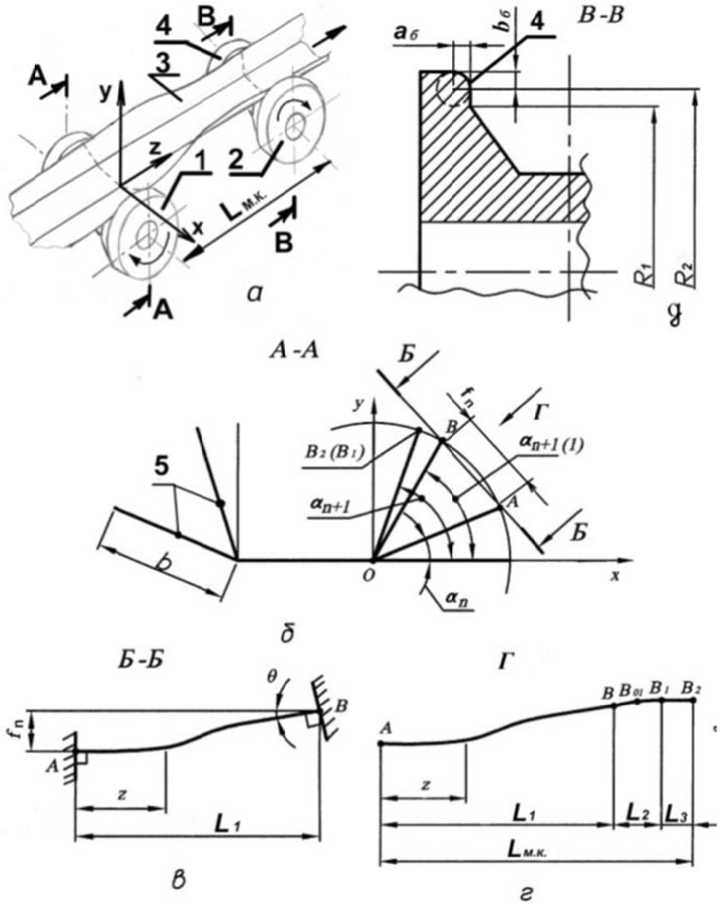
Рис.1. Межклетьевое пространство, образованное роликами с вертикальными буртами: а – аксонометрическая проекция (показан только профиль, нижние ролики);
б – сечение А-А (показана только нейтральная линия профиля n-го и (n+1)-го перехода);
в – сечение Б-Б; г – вид А; д – сечение В-В (показан только нижний ролик);
1 – нижний ролик n-го перехода; 2 – нижний ролик (n+1)-го перехода; 3-боковая полка профиля;
4 – вертикальный бурт оснастки; 5 – нейтральная линия боковой полки профиля
быть задано в соответствии с третьей теорией прочности, основное соотношение которой принимает вид:
T ] — T max
X 1 " ^ 3
X Z X X X
= - 0,6 - ( б - P - E*2/ПГ - FT ( R',R' ) , (1)
где E* - приведенный модуль упругости Юнга;
Ft (R/,R//) – функция, зависящая от большого и малого радиуса кривизны эллипса в первоначальной зоне (точке) контакта полки профиля с буртом ролика.
При использовании четвертой теории прочности, основное соотношение условия целостности материала профиля принимает вид:
[ ^ ] — ^ же. IV

=£ -( 6 - P - E*2nT • FXV V\R' ) , (2)
где F ^ IV^ R // ) - функция, зависящая от большого и малого радиуса кривизны эллипса в первоначальной зоне (точке) контакта полки профиля с буртом ролика.
Анализируя выражения (1) мы видим, что при одинаковых условиях, как-то прикладываемая сила P, одинаковые механические свойства материала E*, мы, варьируя геометрическими параметрами профилегибочного инструмента в зоне контакта (R/,R//), получаем прямо пропорциональную зависимость наибольшего на-
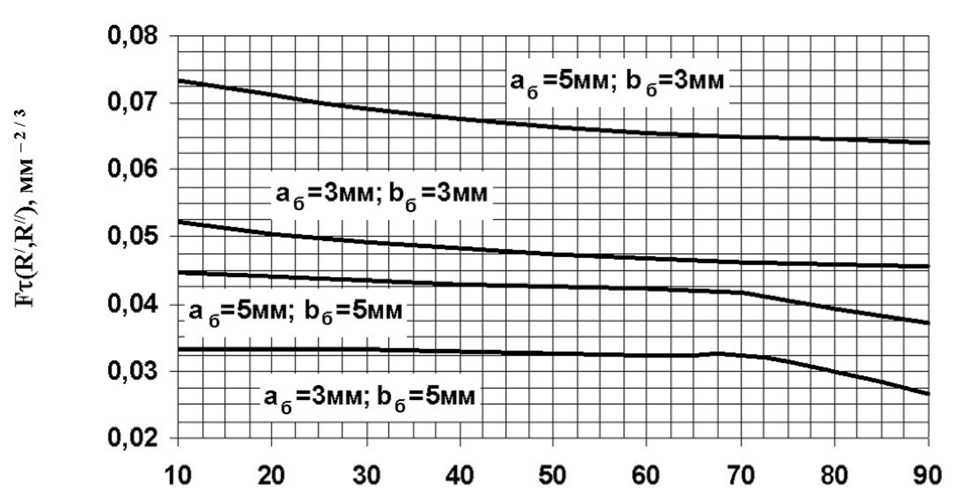
угол гиба, град.
Рис. 2. Номограмма для определения F τ (R/,R//) по углу гиба полки α n+1 и разных вариациях aб и bб, при высоте полки профиля b=40 мм
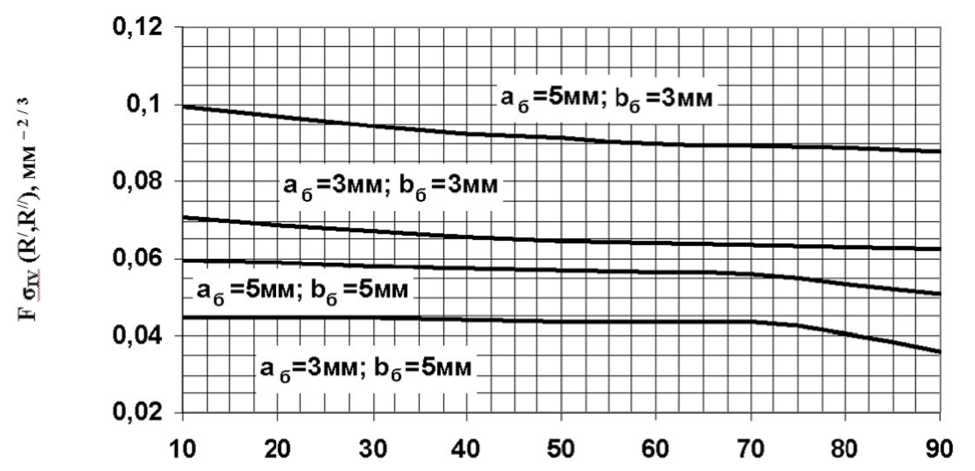
угол гиба, град.
Рис. 3. Номограмма для определения FσIV (R/,R//) по углу гиба полки an+1 и разных вариациях aб и bб, при высоте полки профиля b=40 мм пряжения τmax от функции Fτ(R/,R//).То есть при уменьшении значения Fτ(R/,R//) мы получим уменьшение контактного напряжения τmax.
Соответственно, для выражения (2) будет такая же зависимость между F σ IV(R/,R//) и σ экв.IV.
Для удобства практического использования, зависимости F σ IV(R/,R//) и F τ (R/,R//) от угла гиба α n+1 при различных значениях кривизны бурта (aб, bб) представлены в виде номограмм (рис. 2, 3).
Из всего вышеперечисленного можно сде- лать вывод, что картина напряжено деформированного состояния зоны контакта находится в зависимости от формы и размеров радиусной части бурта. По существующей до этого практики и традиции применялось скругление на вертикальном бурте в форме окружности радиусом 3 мм. При возникновение дефектов на поверхности боковой полки радиус доводили до 5 мм, но и это иногда не помогало. Изменяя же форму кривизны бурта в сторону эллипсоидности, мы увеличиваем радиус кривизны в точке контак- та, не меняя общие габариты оснастки. Данные выводы послужили основой для разработки патента [4].
Таким образом, разработанная теоретическая модель, характеризующая напряженно-деформированное состояние при контакте боковой полки профиля с оснасткой (на входе в рабочий калибр), и учитывающая влияние вертикальных буртов профилегибочной оснастки, позволяет оптимизировать параметры роликового инструмента и гибки, по критерию целостности защитного покрытия профиля.
Список литературы Совершенствование технологии получения гнутолистовых профилей для изделий авиационной техники
- Житомирский Г.И. Конструкция самолетов. - М.: Машиностроение, 1991. - 400 с.
- Колганов И.М. Процессы стесненного изгиба при различных методах формообразования. - Ульяновск: УлГТУ, 2001. - 108 с.
- Джонсон К. Механика контактного взаимодействия: Пер. с англ. - М.: Мир, 1989. - 510 с.
- Пат. №2294256 РФ, МПК7 В 21 D 5/06. Роликовая оснастка для получения профилей из листовых заготовок / Колганов И.М., Турундаев К.В., Илюшкин М.В. - Опубл. в Б.И. 27.02.2007 № 6.
