Создание автоматизированной системы измерения технологических параметров на линии производства резиновой смеси

Автор: Жиркова В.С., Клейменова Н.Л., Дворянинова О.П., Назина Л.И., Ершов С.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 3 (81), 2019 года.
Бесплатный доступ
Внедрение автоматизированной системы управления на линии производства резиновой смеси уменьшит влияние человеческого фактора на качество резиновых изделий, что приведет к значительному улучшению эксплуатационных и физико-механических характеристик конечного изделия. Также разработка этой системы позволит создать централизованную систему сбора данных для создания отчетов о технологических операциях процесса производства. Для получения высококачественной продукции необходим контроль и поддержание всех технологических параметров во время работы оборудования на неизменном уровне, современных средств регистрации и управления параметрами. При производстве резиновой смеси необходимо обеспечить высокую степень автоматизации основного технологического оборудования, что позволит более точно дозировать ингредиенты, в том числе и пылящие, вести процесс в заданном температурном режиме в течение времени, необходимого для получения качественной продукции. Осуществление автоматического контроля в процессе применения оборудования высокой производительности не возможно без использования средств измерений и контроля...
Резиновая смесь, контур измерения, погрешность, выходной сигнал, доверительный интервал
Короткий адрес: https://sciup.org/140246396
IDR: 140246396 | УДК: 681.5 | DOI: 10.20914/2310-1202-2019-3-225-230
Creation of an automated system for measuring technological parameters in the rubber production line
The introduction of an automated control system on the production line of the rubber compound will reduce the influence of the human factor on the quality of rubber products, which will lead to a significant improvement in the operational and physico-mechanical characteristics of the final product. Also, the development of this system will create a centralized data collection system for creating reports on technological operations of the production process. To obtain high-quality products, it is necessary to control and maintain all technological parameters during equipment operation at the same level, modern means of registration and parameter management. In the production of rubber compounds, it is necessary to ensure a high degree of automation of the main technological equipment, which will make it possible to more accurately dose the ingredients, including dusting ones, to conduct the process in a given temperature regime for the time required to obtain high-quality products...
Текст научной статьи Создание автоматизированной системы измерения технологических параметров на линии производства резиновой смеси
В производстве резинотехнических изделий основным подготовительным процессом служит изготовление резиновой смеси, которая представляет собой многокомпонентную эластомерную гомогенную систему, включающую каучуки (натуральный и / или синтетические), вулканизующие агенты, технический углерод и другие ингредиенты [1].
Для получения резиновой смеси с нормативными значениями показателей качества, соответствующими регламентированному уровню, следует осуществлять управление процессом производства [2].
Контроль качества на всех стадиях производства резиновой смеси происходит с использованием автоматизированных средств измерения и контроля [1, 7].
Результаты и обсуждение
Проанализировав технологический процесс, были выбраны контролируемые параметры (таблица 1) [3].
Параметры, подлежащие контролю
Функциональная схема автоматизации производства резиновой смеси представлена на рисунке 1 [8, 9].
Измерение температуры в резиносмесителе осуществляется при помощи датчика температуры ТСМ Метран 2700 (позиция 1а). Унифицированный токовый сигнал 4÷20 мА с датчика поступает на вход вторичного прибора ОВЕН ИДЦ1 (позиция 1б), который показывает и регистрирует температуру резиновой смеси [4].
Одновременно с этим унифицированный сигнал с датчика температуры (позиция 1а) поступает на вход № 1 платы аналогового ввода ТSХАЕZ414–1 промышленного микроконтроллера TSXMicro, который обрабатывается с помощью микроконтроллера TSXMicro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUSVХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
Таблица 1. при производстве резиновой смеси
Table 1.
Parameters to be controlled in the production of rubber mixtures
|
Параметр Indicator |
Обозначение аппарата Device designation |
Регламентируемые значения Values |
|
|
min |
max |
||
|
Температура резиновой смеси, °С The temperature of the rubber mixture, °С |
5 |
110 |
120 |
|
Уровень жидких мягчителей, м | The level of liquid softeners, m |
7 |
1,0 |
1,8 |
|
Уровень гранулированного технического углерода, м Thelеvеlofgranulatedcarbonblack, m |
1 |
0,7 |
1,5 |
|
Уровень серы, м | The level of sulfur, m |
10 |
0,6 |
1,2 |
|
Уровень оксида магния, м | The level of magnesium oxide, m |
13 |
0,3 |
0,8 |
|
Уровень ускорителей, м | The level of accelerators, m |
15 |
0,5 |
1,0 |
|
Уровень гранулированного каучука, м Thelеvеlofgranulatedrubber, m |
27 |
0,7 |
1,5 |
|
Масса технического углерода, кг | The mass of carbon black, kg |
3 |
2000 |
3000 |
|
Масса серы, кг | The mass of sulfur, kg |
3 |
800 |
1200 |
|
Масса оксида магния, кг | The mass of magnesium oxide, kg |
3 |
250 |
500 |
|
Массаускорителей, кг | The mass of accelerators, kg |
3 |
400 |
600 |
|
Масса противостарителей, кг | Themаssofantioxidants, kg |
3 |
500 |
1000 |
|
Масса смеси мела, каолина и оксида цинка, кг The mass of the mixture of chalk, kaolin and zinc oxide, kg |
3 |
800 |
1000 |
|
Масса смеси спецбитума и фенолформальдегидных смол, кг The mass of the mixture of special bitumen and phenolformaldehyde resins, kg |
3 |
1200 |
1500 |
При достижении уровнем жидких мягчителей в продувочном баке верхнего предельного значения реле сигнализатора уровня СУ-100 (поз. 2а) замыкает контакты цепи питания сигнальной лампы L-50 (поз.НL1). Далее сигнал из цепи питания поступает на вход № 1 платы дискретного ввода ТSХDЕZ12D2К промышленного микроконтроллера TSXMicro
3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Полученный сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUSVХ239Н и обрабатывается с помощью процессора Р5600 MIPS[10].
При достижении уровнем гранулированного технического углерода в расходном бункере верхнего предельного значения реле сигнализатора уровня СУ-100 (позиция 3а) замыкает контакты цепи питания сигнальной лампы L-50 (позиция НL2) [5].
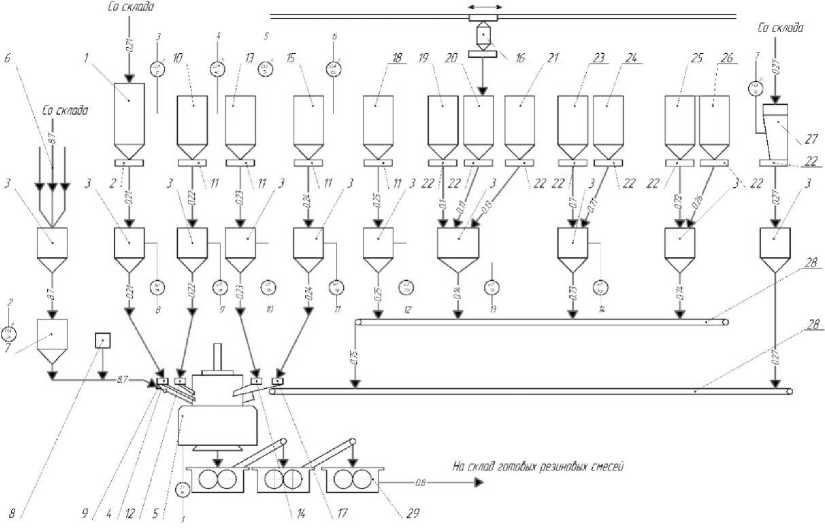
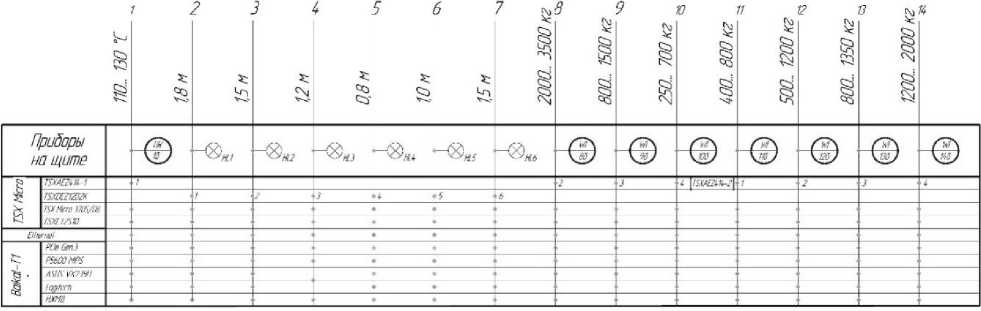
Рисунок 1. Функциональная схема автоматизации производства резиновой смеси
Figure 1. Functional diagram of automation of rubber production
Затем сигнал из цепи питания поступает на вход № 2 платы дискретного ввода ТSХDЕZ12D2К промышленного микроконтроллера TSXMicro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUSVХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
При достижении уровнем серы в расходном бункере верхнего предельного значения реле сигнализатора уровня СУ-100 (позиция 4а) замыкает контакты цепи питания сигнальной лампы L-50 (позиция НL3) [8].
Одновременно с этим сигнал из цепи питания поступает на вход № 3 платы дискретного ввода ТSХDЕZ12D2К промышленного микроконтроллера TSXMicro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUSVХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
При достижении уровнем оксида магния в расходном бункере верхнего предельного значения реле сигнализатора уровня СУ-100 (позиция 5а) замыкает контакты цепи питания сигнальной лампы L-50 (позиция НL4). Далее сигнал из цепи питания поступает на вход № 4 платы дискретного ввода ТSХDЕZ12D2К промышленного микроконтроллера TSXMicro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUSVХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
При достижении уровнем ускорителей в расходном бункере верхнего предельного значения реле сигнализатора уровня СУ-100 (позиция 6а) замыкает контакты цепи питания сигнальной лампы L-50 (позиция НL5).
После сигнал из цепи питания поступает на вход № 5 платы дискретного ввода ТSХDЕZ12D2К промышленного микроконтроллера TSX Micro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUS VХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
При достижении уровнем гранулированного каучука в расходном бункере верхнего предельного значения реле сигнализатора уровня СУ-100 (позиция 7а) замыкает контакты цепи питания сигнальной лампы L-50 (позиция НL6). Сигнал из цепи питания поступает на вход № 6 платы дискретного ввода ТSХDЕZ12D2К промышленного микроконтроллера TSX Micro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUS VХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
Измерение массы продукта на автоматических весах осуществляется при помощи тензодатчика SBA (позиция 8а). Унифицированный токовый сигнал 4÷20 мА с датчика поступает на вход вторичного прибора в виде весового индикатора SH-50 (позиция 8б), который показывает массу гранулированного технического углерода. Унифицированный токовый сигнал с тензодатчика (позиция 8а) поступает на вход № 2 платы аналогового ввода ТSХАЕZ414–1 промышленного микроконтроллера TSX Micro, который обрабатывается с помощью процессора TSX Micro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUS VХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
Измерение массы продукта на автоматических весах осуществляется при помощи тензодатчика SBA (позиция 9а). Унифицированный токовый сигнал 4÷20 мА с датчика поступает на вход вторичного прибора в виде весового индикатора SH-50 (позиция 9б), который показывает массу серы.
Одновременно с этим унифицированный токовый сигнал с тензодатчика (позиция 9а) поступает на вход № 3 платы аналогового ввода ТSХАЕZ414–1 промышленного микроконтроллера TSX Micro, который обрабатывается с помощью процессора TSX Micro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUS VХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
Измерение массы продукта на автоматических весах осуществляется при помощи тензодатчика SBA (позиция 10а). Унифицированный токовый сигнал 4÷20 мА с датчика поступает на вход вторичного прибора в виде весового индикатора SH-50 (позиция 10б), который показывает массу оксида магния.
Далее унифицированный токовый сигнал с тензодатчика (позиция 10а) поступает на вход № 4 платы аналогового ввода ТSХАЕZ414–1 промышленного микроконтроллера TSX Micro, который обрабатывается с помощью процессора TSX Micro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUS VХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
Измерение массы продукта на автоматических весах осуществляется при помощи тензодатчика SBA (позиция 11а). Унифицированный токовый сигнал 4÷20 мА с датчика поступает на вход вторичного прибора в виде весового индикатора SH-50 (позиция 11б), который показывает массу ускорителей. Унифицированный токовый сигнал с тензодатчика (позиция 11а) поступает на вход № 1 платы аналогового ввода ТSХАЕZ414–2 промышленного микроконтроллера TSX Micro, который обрабатывается с помощью процессора TSX Micro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUS VХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
Измерение массы продукта на автоматических весах осуществляется при помощи тензодатчика SBA (позиция 12а). Унифицированный токовый сигнал 4÷20 мА с датчика поступает на вход вторичного прибора в виде весового индикатора SH-50 (позиция 12б), который показывает массу противостарителей.
Одновременно с этим унифицированный токовый сигнал с тензодатчика (позиция 12а) поступает на вход № 2 платы аналогового ввода ТSХАЕZ414–2 промышленного микроконтроллера TSX Micro, который обрабатывается с помощью процессора TSX Micro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUS VХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
Измерение массы продукта на автоматических весах осуществляется при помощи тензодатчика SBA (позиция 13а). Унифицированный токовый сигнал 4÷20 мА с датчика поступает на вход вторичного прибора в виде весового индикатора SH-50 (позиция 13б), который показывает массу смеси мела, каолина и оксида цинка. Унифицированный токовый сигнал с тензодатчика (позиция 13а) поступает на вход № 3 платы аналогового ввода ТSХАЕZ414–2 промышленного микроконтроллера TSX Micro, который обрабатывается с помощью процессора TSX Micro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUS VХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
Измерение массы продукта на автоматических весах осуществляется при помощи тензодатчика SBA (позиция 14а). Унифицированный токовый сигнал 4÷20 мА с датчика поступает на вход вторичного прибора в виде весового индикатора SH-50 (позиция 14б), который показывает массу смеси спецбитума и фено-лоформальдегидных смол.
Далее унифицированный токовый сигнал с тензодатчика (позиция 14а) поступает на вход № 4 платы аналогового ввода ТSХАЕZ414–2 промышленного микроконтроллера TSX Micro, который обрабатывается с помощью процессора TSX Micro 3705/08, а также при помощи сетевого контроллера ТSХЕТZ510 подается на промышленную рабочую станцию Baikal-Т1 по сети Ethernet. Далее сигнал регистрируется на жестких магнитных дисках НЖМД, выводится на монитор ASUS VХ239Н и обрабатывается с помощью процессора Р5600 MIPS.
Заключение
Разработанная функциональная схема автоматизации технологической линии производства резиновой смеси позволит получить продукт с показателями качества, соответствующими регламентированному уровню.
Список литературы Создание автоматизированной системы измерения технологических параметров на линии производства резиновой смеси
- Земский Д.Н., Чиркова Ю.Н. Новые ингредиенты резиновых смесей // Вестник Казанского технологического университета. 2014. № 12. С. 143-145
- Хлебенских Л.В., Зубкова М.А., Саукова Т.Ю. Автоматизация производства в современном мире // Молодой ученый. 2017. № 16. С. 308-311.
- Ицкович Э.Л. Проведение работ по автоматизации производства: что необходимо учитывать руководству предприятий технологических отраслей // Автоматизация в промышленности. 2017. № 1. С. 14-19.
- Пичуев А.В., Трушников М.А. Разработка автоматизированной системы управления вулканизацией автомобильных покрышек // Молодой ученый. 2018. № 4. С. 36-38.
- Кудряшов В.С., Алексеев М.В., Юдаков А.А., Попов А.П. и др. Разработка математической модели процесса резиносмешения и синтез корректирующего алгоритма управления температурным режимом процесса с использованием искусственной нейронной сети // Вестник Воронежского государственного университетаинженерных технологий. 2016. № 2. С. 52-59.
- Маслов В.Д., Сачков И.Н. Актуальные проблемы автоматизации в современном мире // Вестник науки и образования. 2019. № 2-1 (56). С. 48-50
- Каблов В.Ф., Аксёнов В.И. Современные тенденции применения каучуков и наполнителей в рецептуре резин // Производство и использование эластомеров. 2018. № 3. С. 24-34.
- Filatova N.N., Trebukhin A.G. General of decision rules for the design of functional circuits of automation system // News SFU. Technical science. 2014. № 11. P. 206-211.
- Моногаров С. И. Автоматизированное управление экструзионной установкой // Международный научно-исследовательский журнал URL: http://research-journal.org/technical/avtomatizirovannoe-upravlenie-ekstr
- Ishmetyev E.N., Logunova O.S., Panov A.N., Cistyakov D.V. et al. Stationary automatic vibration control and analysis systems: application experience // Journal of Computational and Engineering Mathematics. 2017. V. 4. № 1. P. 3-15.
