Специализированные алгоритмы конструкторской и технологической подготовки производства и информационного обеспечения процесса изготовления изделий

Автор: Жилина Светлана Борисовна, Капитанов Николай Владимирович, Осоченко Ольга Валерьевна, Кочедыкова Ирина Александровна, Важдаева Анна Николаевна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Информатика, вычислительная техника и управление
Статья в выпуске: 4-3 т.18, 2016 года.
Бесплатный доступ
В статье представлены специализированные алгоритмы информационного обеспечения жизненного цикла продукции с часто изменяющимися конструкторско-технологическими данными. Изготовление опытной и мелкосерийной продукции приборостроения, в том числе в позаказном режиме, требует оперативного динамического отражения в производственном процессе модификаций и версионности изменений, проведенных в проектной документации на выпускаемые изделия. Введение двух электронных документов технологической структуры изделия (ТСИ) и материально-расцеховочной ведомости (ЭМРВ) позволило динамически отобразить информацию о произведенных изменениях при материальном обеспечении производства. Реализация предложенных алгоритмов на приборостроительном предприятии ПАО АНПП «Темп-авиа» повлекла за собой качественные изменения процесса информационного обеспечения производства, выраженные в максимальном исключении влияния человеческого фактора при разработке и корректировке представленных документов, замене бумажного документооборота электронным согласованием, сосредоточив разработчика на качестве и сроках выполнения работ. Использование при разработке ТСИ, ЭМРВ единой базы нормативно-справочной документации в качестве источника информации улучшило взаимопонимание конструктора, технолога, специалиста снабжения и производственных подразделений, что положительно отразилось на сроках поставки необходимых материалов, на сроках производства деталей, а в итоге и на качестве производимой продукции. Примененные алгоритмы дали существенное упрощение и ускорение процесса отражения конструкторских изменений в производстве и имеют количественные характеристики, в частности, увеличение скорости оформления документов по запуску производственных программ в 20 раз относительно ручного запуска с размножением кальки и заполнением копий. Представленные алгоритмы можно использовать на любом приборостроительном предприятии. Авторами решение задачи рассмотрено на примере интеграционного сопряжения двух российских программных продуктов - T-Flex PLM и “1С: Управление производственным предприятием”.
Единое информационное пространство, интеграция сапр и erp, материально-расцеховочная ведомость, информационное обеспечение жци продукции
Короткий адрес: https://sciup.org/148204745
IDR: 148204745 | УДК: 004.9:629.7.05
The dedicated algorithms for design and technological preproduction and information support of production process
In this article, the dedicated algorithms for information support of product life cycle, on condition that the engineering-manufacturing information is frequently changed, are represented. During a pilot-batch and short-scale manufacturing process, including a manufacturing for an order, it is required to show the modifications and different changes, that have been taken in the design documentation for the items produced. An introduction of two on-line documents, the technological structure of the item and the shop-to-shop list, allowed for dynamically reflecting the information about the changes when providing material security for production. The implementation of the proposed algorithms at the JSC ARPE “TEMP-AVIA” resulted in qualitative changes for the information support of the production, that allowed for eliminating human factor while development and correction of the documents, replacement the paper documents with on-line confirmation, thus focusing the efforts of a designer on a quality of production and due dates. An application of the technological structure of the item and the shop-to-shop list improved the understanding between a designer, a technical engineer, acquisition manager and manufacturing shops, that provided for affordable delivery dates, manufacturing dates of the parts, and finally, quality of items produced. The applied algorithms substantially simplified and accelerated an ability to reflect the design changes in the production process and feature quantitative characteristics, and specifically, a speed needed to put the documents to start the manufacturing programs was increased in 20 times in comparison to a manual start provided by making a tracing paper and filling the copies. The above algorithms can be implemented at any instrument making plant. The authors propose to solve a problem by using two Russian-made software products - T-Fles PLM and “1C: A management of manufacturing enterprise”.
Текст научной статьи Специализированные алгоритмы конструкторской и технологической подготовки производства и информационного обеспечения процесса изготовления изделий
Изготовление опытной и мелкосерийной продукции приборостроения, в том числе в позаказном режиме, требует оперативного динамического отражения в производственном процессе модификаций и версионности конструктивных изменений, проведенных в проектной документации на выпускаемые изделия. Большое количество изменений, в частности, в ПАО АНПП «ТЕМП-АВИА» их около 2500 из-
вещений в год, проводимых в конструкторской документации (КД), вызвано объективными причинами: во-первых, конструктивными улучшениями в изделиях, выполненными ведущими разработчиками, которые могут появляться на любой стадии производственного процесса; во-вторых, заменами комплектующих и материалов, обусловленными невозможностью приобрести ту или иную составляющую, например, в связи с закрытием предприятия, являющегося единственным предприятием-изготовителем или заменой импортного элемента российским аналогом; в-третьих, длительностью проведения закупочных процедур; ну и наконец, как экономической нецелесообразностью безграничного увеличения запасов, так и в связи с ограниченностью сроков хранения покупных комплектующих изделий (ПКИ) до постановки в изделие.
Вышеуказанная задача особенно актуальна в последнее время в связи с увеличением доли государственных заказов в общем объеме выпуска и реализации продукции, когда встает необходи- мость объективной оценки риска невыполнения программы с учетом имеющихся производственных активов. Немаловажную роль в выполнении растущих объемов выпуска продукции играет информативное обеспечение производства на предприятии.
ПОСТАНОВКА ЗАДАЧИ
Используя различные интеграционные подходы и схемы взаимодействия подсистем в рамках ЕИП, стандарты и технологии интеграции производственных информационных систем [1,2,3] с учетом найденных недостатков и преимуществ, в работе предложены специализированные алгоритмы информационной поддержки жизненного цикла изделий с часто изменяющимися конструкторско-технологическими данными на приборостроительном предприятии с типом производства единичным и мелкосерийным.
Решение задачи предлагается рассмотреть на основе интеграционного сопряжения двух российских программных продуктов - комплекса T-Flex PLM и системы «1С: Управление производственным предприятием». Исторически, на предприятии конструкторская спецификация, технологический процесс изготовления изделия представлены в производственном цикле тремя документами:
-
- комплектовочная ведомость (КВ);
-
- материально-расцеховочная ведомость (МРВ);
-
- сопроводительная карта (СК) [4].
Использование алгоритмов обеспечения покупными комплектующими изделиями производства приборостроительного предприятия представлено в [4,5]. В конкретном случае формирование бизнес-процесса (БП) обеспечения производства материалами и деталями сводится к решению задачи построения алгоритма управления жизненным циклом документа «Материально-расцеховочная ведомость», являющегося основополагающим при запуске изделий в производство.
АЛГОРИТМ УПРАВЛЕНИЯ ЖИЗНЕННЫМ ЦИКЛОМ ДОКУМЕНТА «МАТЕРИАЛЬНО-РАСЦЕХОВОЧНАЯ ВЕДОМОСТЬ»
Документ «Материально-расцеховочная ведомость» представляет собой удобное для использования в производстве отображение сводной информации о входящих в состав изделия деталях (узлах) с механической обработкой, используемых для их изготовления материалах и заменителях согласно КД, заимствованных деталях (узлах) из других изделий, стандартизованных комплектующих (по ГОСТ/ОСТ), маршруте изготовления по участкам и цехам, нормы времени изготовления деталей, а также информации по комплектности запущенных производственных программ. Кроме того, на МРВ основывается запуск на изготовление партии деталей (узлов) по производственной программе, в которой указывается количество деталей (узлов) и вес заготовки для изготовления одного комплекта изделия, а дополнительное поле учёта деталей на складе готовых деталей (СГД) в МРВ служит своеобразным индексом для контроля обеспечения комплектности программы.
Информативная наполненность документа обусловлена исторически сложившимися принципами управления механическим производством и закупками материалов, основанными на централизованном фотокопировании документов.
При появлении на предприятии комплексов САПР и АСУП поддержание в бумажном виде архива этих документов стало неэффективным. Перевод конструкторской и технологической информации в электронный вид, с последующим автоматическим формированием документа МРВ позволил значительно повысить эффективность процессов разработки, формирования и распространения МРВ. Введем определения двух электронных документов:
ТСИ - технологическая структура изделия – это документ, полученный из электронной структуры изделия (ЭСИ) и электронного технологического процесса (ЭТП) . Введение ТСИ, как отдельного документа, обусловлено возможными различиями в конструктивной (ЭСИ) и технологической структурах изделия.
ЭМРВ - электронная материально-расцехо-вочная ведомость - документ, полученный из технологической структуры изделия (ТСИ) со сводными нормами трудоемкости изготовления и уточненным маршрутом изготовления. На рис. 1 представлена принятая модель формирования ЭМРВ и процесса запуска изделий в производство:
РАЗРАБОТКА И СОГЛАСОВАНИЕ ТСИ
Для формирования ТСИ необходима следующая информация:
-
- электронная структура изделий, разрабатываемая конструкторами предприятия;
-
- электронные технологические процессы (ЭТП) изготовления деталей, разрабатываемые технологами механообрабатывающего подразделения;
-
- типовые технологические процессы, на которые имеются ссылки в техпроцессах изготовления деталей и узлов.
Процедуры согласования ЭСИ и ЭТП, а также их актуализации, выходят за рамки данной статьи, однако стоит кратко описать процедуру информирования технологов по подготовке производства о проведении изменений в данных документах, как основу для своевременной актуализации ТСИ.
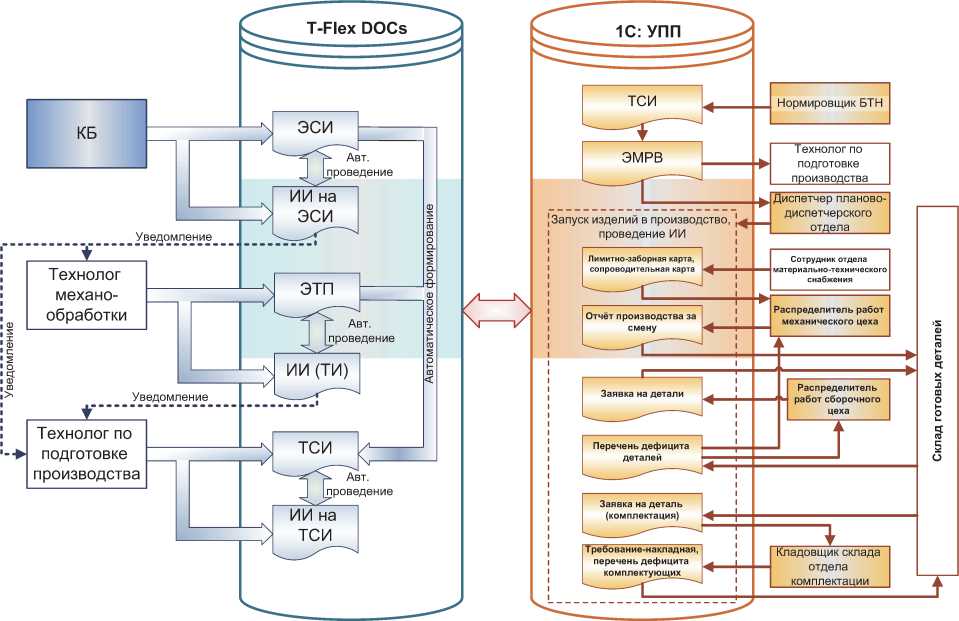
Рис. 1. Модель формирования ЭМРВ и процесс запуска изделий в производство
Поддержание ЭСИ в актуальном состоянии, обеспечение соответствия бумажной документации, осуществляет конструктор путём одновременного проведения изменений обоих видов документации (ЭСИ и бумажной), для чего вместе с извещением на изменение (ИИ) на бумажную КД разрабатывает электронное ИИ на ЭСИ. В результате проведения такого ИИ происходит автоматическая рассылка электронных копий в технологические подразделения.
При получении электронного ИИ на изменение ЭСИ технолог производит оценку необходимости проведения изменений в утверждённом ЭТП. При положительном решении на основании ИИ на ЭСИ производит разработку электронного ИИ на ЭТП (электронного технологического извещения – ЭТИ) и запускает процедуру автоматизированного проведения изменений, в результате которой происходит автоматическая рассылка электронной копии технологу по подготовке производства - разработчику ТСИ.
Создание или корректировка ТСИ происходит автоматизированным способом с помощью специально разработанного программного модуля, осуществляющего выборку необходимой информации из ЭСИ и ЭТП. При этом достигнут максимальный уровень автоматизации – от пользователя требуется только указать номенклатурный объект, на который необходимо произвести формирование ТСИ. Ввиду наличия прямой связи между входящими в ЭСИ деталями и ЭТП их изготовления, идентификация техпроцессов так же автоматизирована. Из ЭСИ используются следующие данные: номенклатурный объект - изделие, его составные части (СЧ) и связи между ними, определяющие их иерархию в пределах данного объекта, количественные характеристики вхождения, параметры заимствования СЧ из других изделий, возможные замены, особые указания о назначении конкретного экземпляра номенклатурного объекта. Из ЭТП передаётся информация об используемых при изготовлении материалах, размерах заготовок, маршрутов изготовления по цехам и участкам, необходимости совместного комплектования группы составных частей. По окончанию формирования на ТСИ назначается номер документа.
До момента сохранения ТСИ, разработчик ТСИ может выполнить необходимые корректировки. Например, при принятии решения о передаче изготовления тех или иных деталей или узлов по кооперации, технолог делает необходимые отметки. При этом для данных деталей в пределах конкретной ТСИ техпроцесс изготовления аннулируется, а в маршрут изготовления заносится предприятие-смежник. После этого разработка ТСИ считается завершённой.
Ввод в действие ТСИ и все изменения осуществляются только на основании выпуска электронного извещения об изменении. Для проведения необходимых изменений разработчиком выбираются действия, которые должна произвести система для получения необходимого результата. К каждому действию прикрепляются соответствующие ТСИ. Существует четыре вида действия:
«Ввод в действие» - выбирается при необходимости ввода в действие новой ТСИ;
«Аннулирование» – выбирается для аннулирования ТСИ;
«Аннулирование и замена» – выбирается при изменении параметров ТСИ, а также при изменении параметров вхождения в неё комплектующих (количество, заимствование и т.д.).
«Добавление технологической карты» - действует только для составных частей изделия и выбирается для корректировки параметров технологического процесса изготовления (материалы, параметры заготовки, маршрут изготовления и т.д.) не затрагивая взаимные иерархические отношения.
Утверждение ИИ, а так же всех указанных в нём ТСИ осуществляется в результате выполнения бизнес-процесса (БП), представленного на рис. 2, и работающего под управлением системы T-Flex Docs.
Логика выполнения бизнес-процесса следующая. Сразу после запуска происходит смена стадии на “Согласование” самого ИИ, а также всех включённых в него ТСИ. Данная стадия запрещает редактирование документов. После этого запускается макрос по проверке обязательных параметров самой ТСИ и всех входящих в неё узлов и деталей. При наличии замечаний к ИИ, ТСИ или её потомкам происходит смена стадии на “Корректировка”, разрешающей редактирование и отправляется задание разработчику с текстовым указанием некорректно заданных параметров. По окончанию корректировки разработчик завершает задание, и система управления БП повторяет итерацию с самого начала. В случае, если замечаний не обнаружено, система выполняет программный код по выгрузке информации в 1С: УПП. Обмен осуществляется через внешнюю БД с чётко регламентированной структурой. При этом происходит заполнение полей таблиц необходимыми данными и запускается первая внешняя обработка по загрузке этих данных в 1С: УПП. По окончанию загрузки 1С формирует электронную версию печатного экземпляра ТСИ в формате *.pdf и передаёт контроль назад системе управления БП, которая в свою очередь направляет задание с прикреплённым *.pdf файлом разработчику. На данном этапе печатная версия МРВ принимает вид, представленный на рис. 3.
Согласно заданию технолог по подготовке производства проверяет корректность сформированной ЭМРВ и принимает решение о необходимости корректировки или готовности к утверждению. Во втором случае на документы устанавливается электронная подпись и создаётся задание на их утверждение. Лицо, назначенное
Начало
|[g Стадия "Согласование" (Авт.)
. Откорректировать и выгрузить ^ повторно
сформировать *.pd Устранить замечания повторно
Отказаться от
ИИ
выпуска Завершение
Предварительная проверка В корректности ТСИ (Авт.)
Корректировка
i^,i Стадия "Корректировка" (Авт.)
^ Рассылка уведомления f Устранить ошибки
..^ Выгрузка в 1С. Формирование
*.pdf на ТСИ (Авт.)
а Проверка правильности ^ разработчиком
Проверить печатный экземпляр ТСИ.
Q Синхронизация стадий с 1С (Авт.)
Подписать и на .проверку/утверждение
. Установка ЭП "Разработал'
IS Стадия "Хранение" (Авт.)
Утверждение главным технологом, его заместителем или начальником CBT
Утвердить
^Подписать
Щ Проведение изменений (Авт.)
Устранить ошибки
. Установка ЭП "Утвердил1
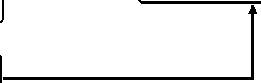
Рис. 2. Бизнес-процесс утверждения ИИ на ТСИ: авт. - автоматически
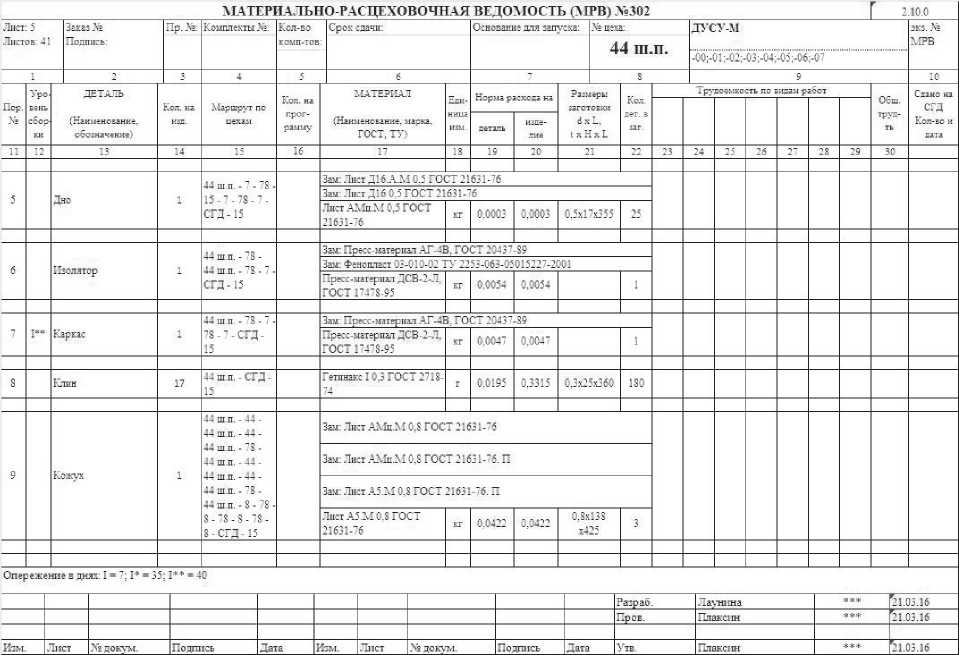
Рис. 3. Печатная форма МРВ, возвращаемая системой 1С: УПП
для утверждения, (аналогично разработчику) должно принять одно из двух решений: либо направить на корректировку, указав в текстовом виде свои замечания, либо утвердить, дав разрешение системе управления БП на его продолжение и установку электронной подписи. Следующие два этапа – фиксирование проводимых изменений(заключается в программной реализации алгоритма применения действий, заданных разработчиком ИИ на ТСИ) и смена стадии документа на “Хранение”(размещение документа в архиве). Данный факт также автоматически отражается и в 1С: УПП, путем запуска второй внешней обработки, предназначенной для информирования системы 1С об окончании процесса утверждения ИИ и ТСИ, и разрешает их использование в производстве. Завершающим этапом данного БП служит рассылка уведомления его участникам и заинтересованным службам.
На этом процесс разработки или корректировки ТСИ завершается и она становится доступной в системе 1С: УПП для дальнейших действий.
ЗАПОЛНЕНИЕ СВОДНЫХ НОРМ ТРУДОЕМКОСТИ В ЭМРВ И СОГЛАСОВАНИЕ ИХ С ОТДЕЛОМ ГЛАВНОГО ТЕХНОЛОГА
Для работы по нормированию трудоемкости изготовления деталей в системе 1С: УПП создан интерфейс «Рабочий стол специалиста бюро технического нормирования (БТН)», позволяющий работать со списками изделий – просматривать ЭМРВ с заполненными нормами и получать перечень ЭМРВ, подлежащих обработке; производить как первичное нормирование, так и тиражирование ранее заполненных норм; получать сводные отчеты по трудоемкости; утверждать установленные нормы электронной подписью и тем самым переводить ЭМРВ в заключительную подготовительную стадию обработки ЭМРВ перед запуском в производство – согласование с отделом главного технолога (ОГТ).
ОГТ после проверки корректности трудовых норм отправляет ЭМРВ в планово-диспетчерский отдел (ПДО) для запуска производственных программ.
ЗАПУСК ИЗДЕЛИЙ В ПРОИЗВОДСТВО
Запуск изделий в производство осуществляется партиями с указанием количества и номеров комплектов Изделия, основания запуска. Специалист ПДО составляет программы изготовления деталей и узлов в системе 1С:УПП на основании утвержденной ОГТ ЭМРВ, с использованием обработки «Рабочий стол специалиста ЭМРВ».
В результате запуска производственной программы в 1С:УПП формируется пакет подчиненных документов «Заказ на производство», количественные показатели в которых рассчитаны исходя из объема запускаемой программы. Специалист ПДО после формирования и запуска программы в системе формирует печатную форму – на данном этапе она дополнена всеми необходи- мыми в производстве атрибутами, распечатывает и разносит по цехам и участкам изготовителям.
С использованием функционала рабочего стола специалист ПДО также проводит корректировки запущенных программ на основании «Листа извещения» в системе и в распечатанных программах в следующих случаях:
-
- замена покупной детали на деталь собственного производства;
-
- замена детали собственного производства на покупную деталь;
-
- замена детали собственного изготовления на другую деталь собственного изготовления;
-
- добавление покупной детали;
-
- изменение количества деталей как собственного производства, так и покупных;
-
- дозапуск дополнительной партии деталей на конкретную программу.
Таким образом происходит подмена вручную написанной МРВ на формате 3*А4 на сформированную автоматическим способом в системе 1С:УПП ЭМРВ формата А4, при этом расчет количества материалов на программу запуска деталей выполняется программным способом.
ПРОЦЕСС ОБЕСПЕЧЕНИЯ МАТЕРИАЛАМИ МЕХАНИЧЕСКИХ ЦЕХОВ НА ОСНОВАНИИ
ЭМРВ И СДАЧА ДЕТАЛЕЙ НА СКЛАД ГОТОВЫХ ДЕТАЛЕЙ
Использование подетальных программ в системе позволяет автоматизированным способом производить формирование и заполнение «Лимитно-заборных» и «Сопроводительных карт», формирование «Перечней дефицита» в отделе материально-технического снабжения для механических цехов (схема формирования документов аналогична описанной в статье [5]).
Центром, осуществляющим приемку деталей от механических цехов и выдачу готовых деталей в сборочные цеха, а также агрегирующим информацию по учету и контролю обеспеченности производственных программ деталями, выступает склад готовых деталей (СГД). Работа специалиста склада готовых деталей выполняется в подготовленном интерфейсе «Сдача деталей на СГД», где осуществляется прием деталей от механических цехов и передача в сборочные цеха. Основная особенность сдачи деталей, требующих доработки в механическом цехе, - одновременно с документом выпуска создается документ выдачи в цех «Требование-накладная».
ВЫДАЧА КОМПЛЕКТОВ ДЕТАЛЕЙ С СГД
В СБОРОЧНЫЕ ПОДРАЗДЕЛЕНИЯ И ВЫПИСКА ПОКУПНЫХ ДЕТАЛЕЙ СО СКЛАДОВ ОТДЕЛОВ КОМПЛЕКТАЦИИ
Для оформления выдачи деталей с СГД в сборочные подразделения используется закладка рабочего стола «Выдача деталей на сборку». Выдача в сборочные подразделения осуществляется не единоразово по программе, а некоторыми пулами, определяемыми конкретным сборочным подразделением. Каждая такая часть программы оформляется сборочным цехом в виде документа «Заявка на деталь» с указанием количества и номеров комплектов, т.е. к одному документу «Заказ на производство» может быть открыто несколько «Заявок на деталь» - учет и контроль обеспеченности производится по каждой заявке отдельно.
На закладке «Выдача деталей на сборку» отображается перечень документов «Заявка на деталь» (аналог бумажного документа «Требование-накладная») от сборочных цехов по выбранной программе. При открытии «Заявки на деталь» от сборочного цеха открывается документ, в котором вводится фактическое количество скомплектованных деталей для передачи в сборочное подразделение (или используется кнопка «Заполнить по остаткам на складе»). После заполнения количества деталей, сдаваемого на СГД, формируется документ «Требование-накладная» на указанное количество деталей.
При наличии дефицита по деталям (отклонения выданного количества в сборочный цех от затребованного) комплектовщиком СГД формируется документ «Перечень дефицита».
Кладовщики производят комплектование покупных деталей, возможные корректировки по номенклатуре и формируют документы «Требования-накладные» и «Перечень дефицита».
ОТОБРАЖЕНИЕ ИНФОРМАЦИИ О ПЕРЕНОСЕ ДЕТАЛЕЙ МЕЖДУ ПРОГРАММАМИ И ПОЛУЧЕНИЕ СВОДНОЙ
ИНФОРМАЦИИ ПО ВЫПОЛНЕНИЮ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ
В программе реализована возможность отображения информации о переносе деталей между производственными программами путем указания номеров программ, между которыми осуществляется перенос (снятие и добавление в программу деталей с других программ).
Наличие комплектов деталей на СГД, информация о переносе деталей отражаются в системе 1С: УПП в форме сводного отчета (рисунок 4), который содержит всю оперативную информацию, необходимую для контроля за сроками исполнения деталей по запущенным программам руководителям разного уровня.
ЗАКЛЮЧЕНИЕ
-
1. Предложен алгоритм работы с документами, автоматизирующий многочисленные изменения, проводимые в КД и ТП на приборостроительном предприятии с типом производства единичным и мелкосерийным в пространстве
Изделие
Номер программы
питейный участок
сборочный цех
отдел материальнотехнического снабжения
штампо
прессовый
Цех изготовитель
Получено с СГД
Номенклатура
Потребность программу
Добавлено
программу
Снято с программы
Дефицит
Выпуск на СГД
Остаток на СГД
АГБ-96Р
196
Производство
Участок изготовления печатных плат гал.способом
Плата 1
20
20
20
Плата 2
30
30
30
Плата 3
30
30
30
литейный участок
Груз
30
30
30
участок станков с ПУ №77
Прокладка 1
20
14
6
6
Прокладка 2
20
20
нестандартное оборудование
80
Корпус 1
40
40
40
Корпус 2
40
40
40
штампо-прессовый
Вкладыш
40
40
Заглушка
40
40
Планка
10
10
Прокладка 3
20
20
20
Рис. 4. Сводный отчет
-
2. Предложен алгоритм внесения изменений на основе интеграционного сопряжения двух российских программных продуктов - комплекса T-Flex PLM и системы «1С: Управление производственным предприятием».
-
3. Применение предложенных алгоритмов на приборостроительном предприятии ПАО АНПП «Темп-авиа» повлекло за собой качественные изменения описанного процесса, выраженные в максимальном исключении влияния человеческого фактора при разработке и корректировке представленных документов, замене бумажного документооборота электронным согласованием, что исключило лишнюю «беготню» с документами, сосредоточив разработчика на качестве и сроках их выполнения. Использование при разработке ЭМРВ единой базы нормативносправочной документации в качестве источника информации улучшило взаимопонимание конструктора, технолога, специалиста снабжения и производственных подразделений, что положительно отразилось на сроках поставки необходимых комплектующих и материалов, на сроках производства деталей, а в итоге и на качестве производимой продукции.
САПР, динамически отображающий эти изменения в производственной системе.
Примененные алгоритмы дали существенное упрощение и ускорение процесса отражения конструкторских изменений в производстве и имеют количественные характеристики, в частности:
-
- увеличение скорости оформления документов по запуску производственных программ в 20 раз относительно ручного запуска с размножением кальки и заполнением копий;
-
- автоматическое формирование перечня дефицита происходит нажатием кнопки «Печать» вместо ручного пересчета и переписывания не-сданных на склад деталей;
-
- формирование отчетов по механической трудоемкости с учетом проведенных изменений занимает несколько минут вместо нескольких дней ранее.
С применением предложенных алгоритмов появилась возможность более точно планировать производственные и материальные ресурсы, оптимизировать их использование.
Список литературы Специализированные алгоритмы конструкторской и технологической подготовки производства и информационного обеспечения процесса изготовления изделий
- Интеграция CAPP, PDM, ERP систем в единое информационное пространство производственного предприятия/Ю.В. Полянсков, А.С. Кондратьева, М.С. Черников, А.А. Блюменштейн//Известия Самарского научного центра Российской академии наук. 2013. Т.15. №4(3). С. 628-633.
- Шабалкин Д.Ю. Интеграция полиплатформенных автоматизированных подсистем различной функциональности в единое информационное пространство жизненного цикла изделия авиационной техники//Известия Самарского научного центра Российской академии наук. 2012. Т.14. №4(2). С.545-549.
- Решетников И.С., Козлецов А.П. Стандарты и технологии интеграции производственных информационных систем//Информационные технологии в проектировании и производстве. 2010. № 2. С. 24-30.
- Жилина С.Б., Капитанов Н.В. Автоматизация жизненного цикла документа «Комплектовочная ведомость». Часть 1//САПР и графика. 2014. № 12. С. 72-75.
- Жилина С.Б., Капитанов Н.В. Автоматизация жизненного цикла документа «Комплектовочная ведомость». Часть 2//САПР и графика. 2015. № 2. С. 86-88.
