Сравнительное изучение прессуемости таблеточных смесей ГМЛ-1, полученных технологией влажного гранулирования

Автор: Блынская Е. В., Юдина Д. В., Алексеев К. В., Алексеев В. К., Минаев С. В.
Журнал: Волгоградский научно-медицинский журнал @bulletin-volgmed
Рубрика: Обзорные статьи
Статья в выпуске: 3 (63), 2019 года.
Бесплатный доступ
В статье приведены результаты изучения влияния природы увлажняющего агента на гранулометрический состав и профиль прессуемости таблеточных смесей, содержащих в качестве фармацевтической субстанции (ФС) производное пирролопиразина - ГМЛ-1, проявляющее анксиолитическую активность [2]. Гранулометрический состав таблеточных смесей исследовали методом лазерной дифракции. Изучение профиля прессуемости и оптимизацию давления прессования для таблеток ГМЛ-1 проводили с применением математических моделей Кавакита и Хеккеля. Результаты эксперимента позволяют сделать вывод о том, что применение спирта этилового в качестве растворителя для приготовления раствора для увлажнения позволяет получить гранулят с лучшей прессуемостью и снизить давление прессования для получения таблеток ГМЛ-1, отвечающих требованиям ГФ XIV, до минимального значения.
Влажная грануляция, прессуемость, гмл-1, модель кавакита, модель хеккеля, гранулометрический состав
Короткий адрес: https://sciup.org/142224344
IDR: 142224344 | УДК: 615.014.21
Comparative compressibility study of tablet GML-1 mixtures obtained by wet granulation technology
The study investigates the effect of solvent nature on the compression characteristics of wet-granulated tableting mixtures of a new anxiolytic active pharmaceutical ingredient GML-1. Laser diffraction method was used to determine mesh-size distribution of granulated tablet mixtures. Compressibility was determined using the «out-of-die» Heckel (equation 1) and Kawakita models (equation 3).
Текст научной статьи Сравнительное изучение прессуемости таблеточных смесей ГМЛ-1, полученных технологией влажного гранулирования
Технология влажного гранулирования позволяет добиться получения таблеточной смеси (ТС), соответствующей нормам установленных аналитических (однородность дозирования) и технологических (сыпучесть, прессуемость) параметров. Сыпучесть и прессуемость ТС обеспечивается разноразмерными фракциями сфероподобных гранул, поэтому в ходе фармацевтической разработки важно выявить влияние типа и состава увлажнителя на промежуточные и конечные качественные характеристики таблеток. Кроме того, метод позволяет свести содержание пылевой фракции к минимуму, что снизит процент потерь [6].
ЦЕЛЬ РАБОТЫ
Провести сравнительное исследование ТС ГМЛ-1, полученных технологией влажного гранулирования и различающихся природой растворителя, используемого для приготовления раствора для увлажнения.
МЕТОДИКА ИССЛЕДОВАНИЯ
Объект исследования: технологию влажного гранулирования применяли для получения ТС состава: микрокристаллическая целлюлоза (МКЦ 101) (Microcel МСС 101, Blanver, Бразилия), кро-сповидон (Polyplasdone XL, ISP), поливинилпир-ролидон (ПВП) (Kollidon 25, BASF, Германия), магния стеарат (Nitika Pharm. Specialities PVT.LTD. Для увлажнения использовали растворы двух составов, отличающихся типом растворителя (табл. 1). Гранулированные ТС и таблетки исследовали по параметрам, необходимым для построения графических интерпретаций математических моделей Хауснера и Кавакита.
СЭ выбран в качестве растворителя, поскольку является хорошо летучей жидкостью и обладает не высокой токсичностью при пероральном введении в низких дозах [10]; проявляет свойства солюбилизатора и находит применение в качестве гранулирующего агента в технологии влажного гранулирования при получении таблетированных лекарственных форм, в состав которых входят практически не растворимые в воде ФС [3, 5, 7]. Существуют исследования, подтверждающие тот факт, что использование спирта этилового в качестве увлажняющего агента позволяет добиться желаемых технологических характеристик [8].
Таблица 1
|
Технология получения ТС ГМЛ-1 |
|
|
I. Приготовление ТС |
для увлажнения |
|
Готовят тритурацию (1:100) из МКЦ и ГМЛ-1 и смешивают ее с кросповидоном |
Готовят смесь из МКЦ и кросповидона |
|
II. Приготовление раствора для увлажнения |
|
|
Состав р-ра для увлажнения № 1, 8 % масс |
Состав р-ра для увлажнения № 2, 8 % масс |
|
Растворитель |
|
|
ВО |
СЭ 96% |
|
Связующее |
|
|
ПВП (Kollidon 25) |
ПВП (Kollidon 25) |
|
Методика приготовления раствора связующего |
|
|
Отмеривали необходимое количество ВО и перемешивали ПВП до образования прозрачного раствора |
Отмеривали необходимое количество СЭ, ФС ГМЛ-1 и ПВП; добавляли ПВП при перемешивании до полного растворения, затем ФС ГМЛ-1 до образования раствора равномерного желтого цвета |
|
III. Увлажнение и гранулирование |
|
|
Полученные на стадии I ТС увлажняют приготовленными на стадии II растворами. ТС гранулируют (диаметр отверстия сита ∅ 1 мм) |
|
|
IV. Сушка |
|
|
Полученные ТС сушили при температуре (45,0 ± 0,5) оС до значения показателя “Потеря в массе при высушивании” (1,5 ± 0,5) %* |
|
|
V. Калибровка и опудривание |
|
|
Высушенную таблеточную смесь калибруют [диаметр отверстия сита ∅ (1,0±0.05) мм] и опудривают магния стеаратом |
|
|
VI. Таблетирование Таблетирование осуществляют в указанном интервале значений давления прессования, d пуансона = 6,0 ± 0,01 мм |
|
*Примечание: интервал установлен в ходе экспериментального исследования зависимости технологических свойств ТС и модельных таблеток ГМЛ-1 от количества содержащейся влаги.
Описание технологии получения ТС
Оборудование: вибрирующая воронка Erweka GDT (Erweka, Германия), тестер на раздавливание таблеток TBF 1000 (Copley Scientific, Великобритания), тестер насыпной плотности порошков Erweka (Erweka, Германия); ручной гидравлический пресс (ПРГ-1-50, ВНИР, Россия) с матрицей диметром ∅ (6,0 ± 0,3) мм, прибор для определения размера частиц методом лазерной дифракции SYMPATEC модуль Helos (H3526)& RODOS, R5: 0,5/4,5…875µm (Sympatec), модуль HELOS (H3526) & RODOS, R3: 0,5/0,9...175μm, высокоскоростной анализатор изображений QICPIC/R для исследования распределения частиц по форме; анализатор влажности Sartorius MA-35 (Sartorius AG, Германия), микрометр (Mitutoyo, Japan).
Методы: Измерение технологических и физико-химических параметров ФС ГМЛ-1 и модельных ТС проводилось согласно методикам Государственной Фармакопеи (ГФ) XIV издания, том 2.
Математическая модель Хеккеля (1) позволяет построить график зависимости пористости таблетки от давления прессования, с помощью линейной части которого можно отследить процессы взаимодействия частиц, происходящих в брикете при наложении давления. Условно можно выделить три отрезка на полученном графике: стадия I – преобладание перераспределения частиц в объеме; стадия II – преобладание процессов пластической деформации частиц; стадия III – процессы фрагментации при наложении высоких давлений прессования.
Ц^^хР + Л , (1)
где: k – коэффициент, отражающий угол наклона прямолинейного участка графика; обратная величина k является оптимальным давлением прессования (Р) таблетки, при котором уравновешены все процессы, происходящие в брикете при наложении давления; D – относительная плотность брикета при налагаемом давлении P; A – постоянная величина, характеризующая заполнение матрицы и перераспределение частиц в период до деформации и связывания частиц; высокие значения А свидетельствуют об активных процессах фрагментации; Р – оптимальное значение давления прессования, отражающее способность порошка к пластической деформации при наложении давления. Так, низкое значение Р указывает на начало пластической деформации при низких значениях давления. Показатели D a и D b являются расчетными значениями. D a , относительная плотность, рассчитывается уравнением 2:
D . 1 ^ , (2)
D b – относительная плотность в процессе фазы перераспределения при малых давлениях прессования, представляет разницу между D A и D 0 (относительная плотность порошка при отсутствии давления) [2, 9].
С помощью математической модели Кава-кита можно оценить свойства сыпучести и прессуемости порошковых смесей используя коэффициенты, полученные из уравнения Ка-вакита (3):
w = w + 1
C a ab ,
где: a – константа уплотняемости, описывающая степень уменьшения объема при максимальной уплотняемости порошковой массы; 1/b – константа, отражающая когезионные свойства порошковой массы; определяет давление P k , необходимое для уменьшения объема порошка на 50 %. С – степень уменьшения насыпного объема порошковой массы, рассчитываемая из следующего отношения (4):
С = (Vw-V0)
VN ’
где: V0 – насыпная плотность до уплотнения; VN – насыпная плотность после уплотнения [4, 9].
Методика . Для построения кривой Хеккеля и Кавакита таблетки прессовали на ручном гидравлическом таблетпрессе. Наложение давления производили с одинаковой скоростью от 35,36 до 707,36 МПа, выдерживая его в течение 15 секунд.
Перед проверкой прочности таблеток на раздавливание их оставляли на 15 минут для осуществления процесса релаксации. Затем проводили измерения технологических характеристик: высота таблетки (см), масса таблетки (г), прочность на сжатие (Н/мм2), плотность брикета (г/см3), пористость (ε), степень уменьшения объема (С).
Графики кривых Хеккеля и Кавакита строили с использованием программного обеспечения Microsoft Office Excel 2010.
РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ И ИХ ОБСУЖДЕНИЕ
Пикнометрически установлены значения истинной плотности двух гранулятов и ФС ГМЛ-1 (табл. 2). Результаты исследования гранулометрического состава ТС, приготовленных по методам № 1 и № 2, представлен в табл. 3.
Таблица 2
|
Характеристика |
№ 1 |
№ 2 |
ФС ГМЛ-1 |
|
ρ ист , г/см3 |
1,384 ± 0,003 |
0,974 ± 0,003 |
1,225 ± 0,002 |
|
ρ A , г/см3 |
0,241 ± 0,002 |
0,217 ± 0,002 |
0,311 ± 0,002 |
|
ρ T , г/см3 |
0,294 ± 0,002 |
0,270 ± 0,002 |
0,575 ± 0,002 |
|
Ic, % |
18,21 ± 0,01*1 |
19,68 ± 0,01*1 |
45,90 ± 0,01*1 |
|
H |
1,222 ± 0,001*2 |
1,245 ± 0,001*2 |
1,851 ± 0,001*2 |
Примечение: ρ А – насыпная плотность до уплотнения; ρ T – насыпная плотность после уплотнения; Ic – индекс Карра, %; Н – коэффициент Хауснера;
*1 – характеризует степень сыпучести ТС; считается удовлетворительным при значении менее 20 %;
*2 – характеризует степень сыпучести ТС; значение индекса менее 1,25 характеризует удовлетворительную сыпучесть и прессуемость ТС.
Таблица 3
Результаты изучения распределения частиц ТС по размеру методом лазерной дифракции
|
Образец |
Анализатор |
x 10 / мкм |
x 50 / мкм |
x 90 / мкм |
|
N1 |
HELOS | FREE |
196,11 |
658,43 |
1124,23 |
|
QICPIC | EQPC |
168,85 |
530,28 |
1083,15 |
|
|
N2 |
HELOS | FREE |
36,53 |
110,93 |
334,87 |
|
QICPIC | EQPC |
54,35 |
99,24 |
244,12 |
Примечание: x Q : размер Q% от общего количества частиц
Значения характеристик сыпучести и уплотняемости ТС, приготовленных по способу № 1 и № 2 и ФС ГМЛ-1
Сравнительное исследование интегрального распределения частиц по размеру показывает, что кривая для ТС № 2 заметно сдвинута влево относительно кривой для ТС № 1, что говорит о том, что ТС № 2 состоит из фракций меньшего размера (рис. 1).
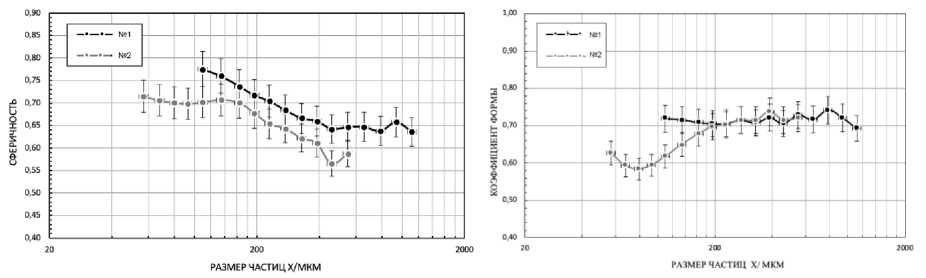
В ходе установления взаимосвязи между показателем сферичности и размером частиц, сделано заключение о том, что с увеличением размера гранул снижается их сферичность (рис. 2).
На основании данных графиков можно утверждать, что для гранул ТС № 2 соотноше- ние сторон в некоторой степени увеличено, следовательно, мелкие гранулы более вытянуты, чем крупные (рис. 2б).
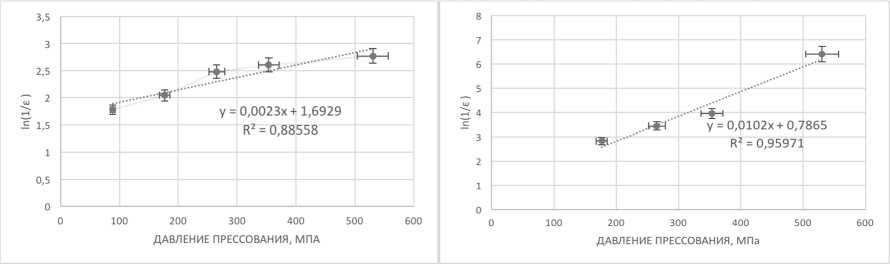
Из графиков, построенных согласно модели Хеккеля (табл. 4), видно, что в ТС № 2 (рис. 3б) преобладает пластическая деформация частиц при наложении давления, в то время как в ТС № 1 – явление фрагментация ( k 2 ≥ k 1 в 4 раза), что позволяет предположить о том, что СЭ придает структурированным гранулам пластические свойства. Этот факт также подтверждается более высоким значением А для состава № 1.
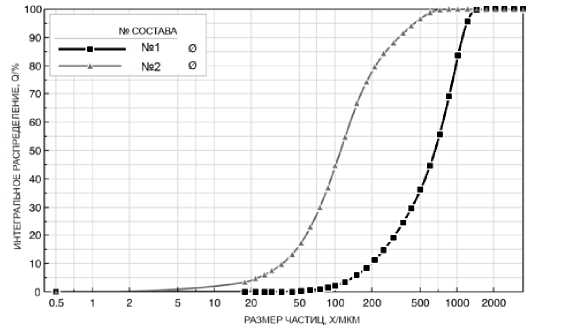
Рис. 1. Сравнение интегрального распределения частиц для ТС № 1 и № 2
б
Рис. 2. Взаимосвязь между показателем сферичности и размером частиц: а – зависимость показателя сферичности от размера гранул; б –зависимость коэффициента формы от размера гранул
а
б
Рис. 3. Графическая интерпретация свойств прессуемости таблеточных смесей, приготовленных по способам №1 (а) и № 2 (б)
Таблица 4
Значение коэффициентов уравнения Хеккеля
|
№ |
А(а) |
k(b) |
Da |
Db |
δ, 1/k, МПА |
|
1 |
1,6929 |
0,0023 |
0,8160 |
0,3960 |
430,9 |
|
2 |
0,7865 |
0,0102 |
0,5446 |
0,2736 |
98,03 |
Сравнивая значения давлений прессований δ (1/k), полученные из уравнения графика, можно сделать вывод о том, что стадия пластической деформации частиц, во время которой таблетка обладает оптимальными значениями прочности на раздавливание, наступает в ТС № 2 быстрее, чем в № 1 (рис. 4), что делает СЭ наиболее предпочтительным растворителем для приготовления раствора связующего.
Сравнение графиков уменьшения объема, построенных согласно модели Кавакита, позволяет сделать вывод о том, что для уменьшения объема наполовину навески ТС № 2 требуется давление (1/b, МПа) в 5 раз меньшее, чем для ТС № 1 (табл. 5), соответственно, смесь № 2 можно характеризовать, как обладающую лучшей прессуемостью за счет большей когезионной способности частиц, в формировании которой принимает участие СЭ.
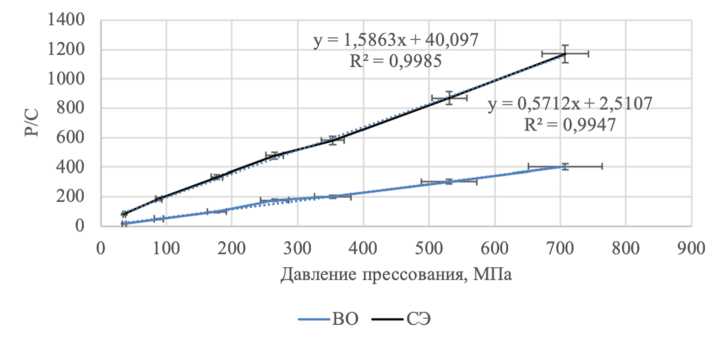
Рис. 4. Графическая интерпретация математической модели Кавакита для таблеточных смесей
Значения коэффициентов уравнения Кавакита
Таблица 5
|
№ |
1/ab (a), Мпа |
1/a (b) |
a |
b |
1/b, МПа |
|
1 |
15,209 |
0,687 |
1,456 |
0,471 |
2,12 |
|
2 |
40,097 |
1,586 |
0,630 |
2,516 |
0,40 |
ЗАКЛЮЧЕНИЕ
Природа растворителя для приготовления раствора для увлажнения оказывает существенное влияние на технологические свойства ТС и процесс таблетирования. Не смотря на то, что частицы ТС № 2 обладают меньшей сферичностью, ТС, увлажнение которой проводили раствором на основе этанола, требует значительно меньшего усилия прессования в процессе таблетирования, что снижает возможность неблаготворного влияния на стабильность ФС ГМЛ-1 нежелательного температурного фактора.
Таким образом, применение этанола в качестве растворителя позволяет получить гранулят с лучшей прессуемостью и снизить давление прессования для получения таблеток ГМЛ-1, отвечающих требованиям ГФ XIV, до минимального значения.
-
1. Михеева, A. C. Применение математической модели Хеккеля для подбора оптимального диапазона давления прессования / A. C. Михеева, К. В. Алексеев, Е. В. Блынская // Фармация. – 2015. – № 8. – С. 18–20.
-
2. Середенин С. Б. [и др.] 1-Арил-пиролло[1,2-а]пиразин-3-карбоксамиды с нейротропной активностью. Патент 2572076 РФ (2014 г.). – Дата приоритета: 26.03.2014.
-
3. A simple method to improve the dissolution of repaglinide and exploration of its mechanism / Zhaolu Zhu [et al.] // Asian Journal of Pharmaceutical Sciences. – 2014. – № 4 (9). – P. 218–225.
-
4. Ann-Sofie Persson. A hybrid approach to predict the relationship between tablet tensile strength and compaction pressure using analytical powder compression / Ann-Sofie Persson, Göran Alderborn // European Journal of Pharmaceutics and Biopharmaceutics. 2018. – Vol. 125. – P. 28–37.
-
5. Dürig, T. Binders in Wet Granulation / T. Dürig, K. Karan // Handbook of Pharmaceutical Wet Granulation. Chapter 9. Binders in wet granulation. – 2019. – P. 317–349.
-
6. Granulation techniques and teqnologies: recent progresses. Srinivasan Shanmugam. Biolpacts. – 2015. – Vol. 5 (1). – Р. 55–63.
-
7. Grodowska, K . Organic solvents in the pharmaceutical industry / K. Grodowska, R. Parczewski // Acta Poloniae Pharmaceutica – Drug Research. – 2010. – № 1 (67). – P. 3–12.
-
8. Millili, G. P. The Strength of Microcrystalline Cellulose Pellets: The Effect of Granulating with Water /
G. P. Millili, J. B. Schwartz // Ethanol Mixtures, Drug Development and Industrial Pharmacy. – 2008. – № 16 (8). – P. 1411–1426, DOI: 10.3109/03639049009115970
-
9. Stephen Olaribigbe Majekodunmi, Uwaoma Lucky Aligat. A systematic study on flowability and compressibility of symphonia globulifera stem bark powder for tablet dosage form. American Journal of Biomedical Engineering, 2017. – № 7 (1). – P. 1–8.
-
10. Shayne, C. Gad. Nonclinical vehicle use in studies by multiple routes in multiple species / Shayne C. Gad, Crystal D. Cassidy, Nicolas Aubert // International Journal of Toxicology. – 2006. – № 25. – P. 499–521.
Список литературы Сравнительное изучение прессуемости таблеточных смесей ГМЛ-1, полученных технологией влажного гранулирования
- Михеева, A. C. Применение математической модели Хеккеля для подбора оптимального диапазона давления прессования / A. C. Михеева, К. В. Алексеев, Е. В. Блынская // Фармация. - 2015. - № 8. - С. 18-20.
- Середенин С. Б. [и др.] 1-Арилпиролло[1,2а]пиразин-3-карбоксамиды с нейротропной активностью. Патент 2572076 РФ (2014 г.). - Дата приоритета: 26.03.2014.
- A simple method to improve the dissolution of repaglinide and exploration of its mechanism / Zhaolu Zhu [et al.] // Asian Journal of Pharmaceutical Sciences. - 2014. - № 4 (9). - P. 218-225.
- Ann-Sofie Persson. A hybrid approach to predict the relationship between tablet tensile strength and compaction pressure using analytical powder compression / Ann-Sofie Persson, Goran Alderborn // European Journal of Pharmaceutics and Biopharmaceutics. 2018. - Vol. 125. - P. 28-37.
- Dung, T. Binders in Wet Granulation / T. Durig, K. Karan // Handbook of Pharmaceutical Wet Granulation. Chapter 9. Binders in wet granulation. - 2019. - P. 317-349.
- Granulation techniques and teqnologies: recent progresses. Srinivasan Shanmugam. Biolpacts. - 2015. - Vol. 5 (1). - Р. 55-63.
- Grodowska, K. Organic solvents in the pharmaceutical industry / K. Grodowska, R. Parczewski // Acta Poloniae Pharmaceutica - Drug Research. - 2010. - № 1 (67). - P. 3-12.
- Millili, G. P. The Strength of Microcrystalline Cellulose Pellets: The Effect of Granulating with Water / G. P. Millili, J. B. Schwartz // Ethanol Mixtures, Drug Development and Industrial Pharmacy. - 2008. - № 16 (8). - P. 1411-1426, DOI: 10.3109/03639049009115970
- Stephen Olaribigbe Majekodunmi, Uwaoma Lucky Aligat. A systematic study on flowability and compressibility of symphonia globulifera stem bark powder for tablet dosage form. American Journal of Biomedical Engineering, 2017. - № 7 (1). - P. 1-8.
- Shayne, C. Gad. Nonclinical vehicle use in studies by multiple routes in multiple species / Shayne C. Gad, Crystal D. Cassidy, Nicolas Aubert // International Journal of Toxicology. - 2006. - № 25. - P. 499-521.
