Стратегии синхронной оптимизации технико-экономических показателей предприятия

Автор: Степочкина Е.А.
Журнал: Вестник Волгоградского государственного университета. Экономика @ges-jvolsu
Рубрика: Управление экономическим развитием
Статья в выпуске: 1 (18), 2011 года.
Бесплатный доступ
Статья содержит описание процесса синхронного (одновременного и взаимосвязанного) планирования и оптимизации трех стратегических параметров предприятия: мощности, инвести- ционного капитала и производственной программы. Стратегии сбалансированной динамики рас- смотрены для разных стадий жизненного цикла предприятия (бизнеса).
Контроллинг производ- ственной мощности, сбалансированная динами- ка деловой активности, управление жизненным циклом предприятия
Короткий адрес: https://sciup.org/14970788
IDR: 14970788 | УДК: 005.584
Synchronous optimization strategy of technical and economic enterprise parameters
The paper contains the description of the synchronous (simultaneous interconnected) planning process and optimization of three strategic enterprisess parameters: capacity, investment capital and production program. The strategy of balanced dynamics is considered for different stages of enterprises (business) life cycle.
Текст научной статьи Стратегии синхронной оптимизации технико-экономических показателей предприятия
Одной из фундаментальных проблем совершенствования управления предприятием является повышение функциональности и интеллектуальности систем обработки и анализа данных о нестабильных экономических процессах. Под повышением функциональности понимается расширение репертуара стратегических управленческих задач, решаемых системой. Повышение интеллектуальности выражается в углублении аналитической способности используемых инструментов и методов принятия управленческих решений.
В условиях рыночной экономики системы и технологии математического моделирования экономических процессов на уровне предприятия начали разрабатываться в 60-х гг. прошлого века. Вначале это были алгоритмы планирования потребностей предприятий обрабатывающих отраслей в материальных ресурсах (MRP I – Material requirements planning). Прогресс в развитии данных систем (MRP II – Manufacturing Resource Planning, ERP – Enterprise resource planning) шел в направлении:
-расширения круга планируемых ресурсов (учет потребности в мощностях, людских ресурсах, оборотных сред-
-
с твах в натуральном и стоимостном выражении);
-
- интеграции обработки данных всех функциональных областей деятельности предприятия в единую систему (закупки, производство, хранение, транспортировка, продажа);
-
- взаимосвязанного решения разных типов управленческих задач, составляющих цикл принятия и реализации решений (планирование, учет, анализ, контроль, организация, регулирование).
В настоящее время наименее разработанным остается стратегический аспект моделирования экономических процессов. В частности, – создание технологий изменения па-
раметров предприятия в соответствии с прогнозируемой динамикой рынка. В условиях нестабильной среды предприятие вынуждено периодически менять динамику деловой активности. Предлагается делать это синхронно –
сохраняя оптимальное соотношение между ключевыми параметрами бизнеса. Такой подход назван стратегией сбалансированной динамики ключевых показателей предприятия. Динамика будет сбалансированной, если прогнозируемый показатель отдачи на капитал (ROIпр.) будет больше или равен установленному собственником нормативу (ROIнорм.):
ROI пр.
м х Нр
ИК
> ROI
норм.
При этом величины каждого из показателей, используемых в расчете – инвестиционного капитала (ИК) и производственной мощности (максимальной производственной программы, М) будут являться оптимальными при достигнутом уровне рентабельности с оборота (Hпр).
Из мировой практики известен расчетный механизм укрупненного планирования потребности в мощностях, являющийся одним из блоков системы оперативно-календарного управления ресурсами предприятия (MRP II) [1]. Предложенная технология стратегического менеджмента будет использовать принятый и в России и за рубежом единый принцип расчета мощности, что, с одной стороны, обеспечит ей совместимость с мировой практикой, а с другой – позволит дополнить эту практику моделью решения совершенно иного типа задач – оптимальных стратегических решений по управлению динамикой инвестиционного капитала.
Предложен подход синхронного (одновременного и взаимосвязанного) прогнозирования стратегических экономических параметров предприятия, математически связанных единым критерием оптимальности. Оптимизация параметров достигается при последовательном задействовании и исчерпании факторов, определяющих использование производственной мощности. В зависимости от набора «включенных», работающих факторов получается та или иная стратегия сбалансированной динамики.
Сущность технологии поясняется рисунками 1, 2, 3, где показаны процедуры реализации отдельных стратегий сбалансированной динамики параметров предприятия. Общая логическая схема, в которой интегрированы все стратегии, опубликована в журнале «Контроллинг» [3]. В модели задействованы следующие факторы, которые позволяют влиять на величину рассматриваемых экономических показателей: интенсификация производства на основе улучшающих инноваций (организационнотехнических мероприятий), устранение бездействующих и малоиспользуемых активов, инвестиции (приобретение новой техники, технологии), обоснование резерва мощности (в том числе за счет перехода на временную аренду техники), маркетинг и поиск новых заказов.
Исходной информацией в рассматриваемой технологии являются:
-
- ранжированный список прогнозируемых заказов;
-
- описание и трудоемкость комплексов работ, из которых состоит технологический процесс (частичных бизнес-процессов, закрепленных за первичной единицей планирования потребности в производственных мощностях – рабочими центрами как локальными человеко-машинными комплексами);
-
- нормы, нормативы и балансы использования ресурсов;
-
- базы данных (перечни) имеющихся и прогнозируемых трудовых, материальных и технических ресурсов.
В отличие от системы MRP II, являющейся инструментом оперативно-календарного планирования, в данной технологии, служащей целям стратегического планирования мощности, частичные бизнес-процессы включают в себя более укрупненные комплексы операций.
Поясним назначение и логику взаимодействия составляющих данную технологию стратегий сбалансированной динамики. Они последовательно максимизируют значение ROI. Первый тип стратегий (рис. 1) максимизирует числитель формулы сбалансированности (то есть количество запланированных заказов) при имеющихся производственных активах.
Этот блок приводит в действие факторы интенсификации производства, то есть реализует стратегию интенсификации производства в чистом ее виде.
Второй блок (рис. 2) минимизирует знаменатель формулы сбалансированности (стоимость активов) при запланированном количестве заказов и приводит к принятию либо стратегии поддержания имеющегося уровня производства либо стратегии сокращения активов на балансе предприятия. Здесь сбалансированность обеспечивается за счет интенсификации производства, сокращения неликвидов и резервных мощностей. Третий блок (рис. 3) максимизирует числитель, но одновременно увеличивает и знаменатель. Сбалансированность достигается за счет инноваций, в частности за счет роста количества и качества активов, совершенствования организации материальных бизнес-процессов и коммуникаций и, соответственно, за счет поиска новых выгодных заказов. Это стратегия сбалансированного роста.
Таким образом, все вместе блоки, составляющие механизм реализации сбалансированного подхода к управлению динамикой активности предприятия, охватывают все возможные стратегии динамики производства: 1) интенсификацию (является как самостоятельной стратегией, так и элементом стра- тегий остальных видов); 2) сбалансированное поддержание достигнутого уровня; 3) сбалансированное сокращение и 4) сбалансированный рост.
Рассмотрим механизм действия указанного подхода для каждой из стратегий сбалансированной динамики.
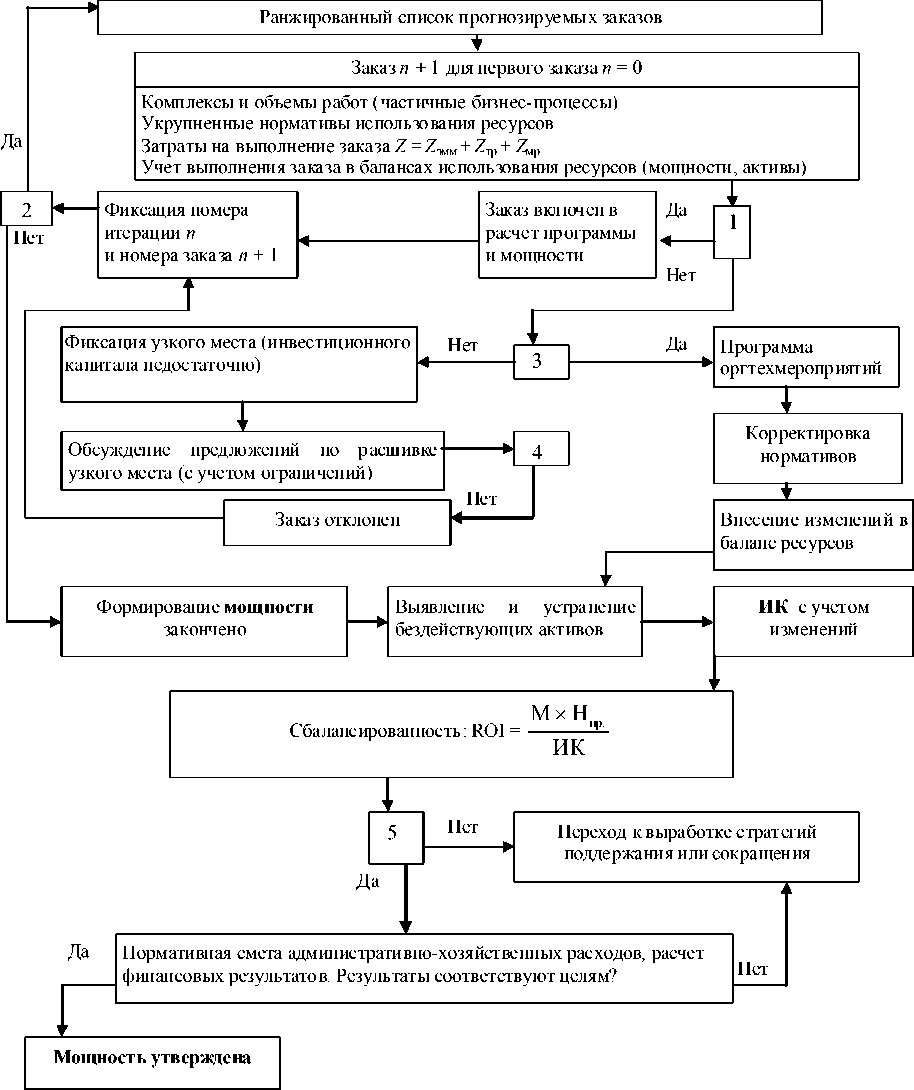
Рис. 1. Основные стадии принятия решений об интенсификации производства:
1 . Достаточно для заказа ресурсов? 2 . Есть в списке заказ с номером ( n + 1)? 3 . Улучшающие инновации возможны?
4 . Узкое место расшито? 5 . Сбалансированность достигнута? n – порядковый номер итерации, для первого заказа n = 0
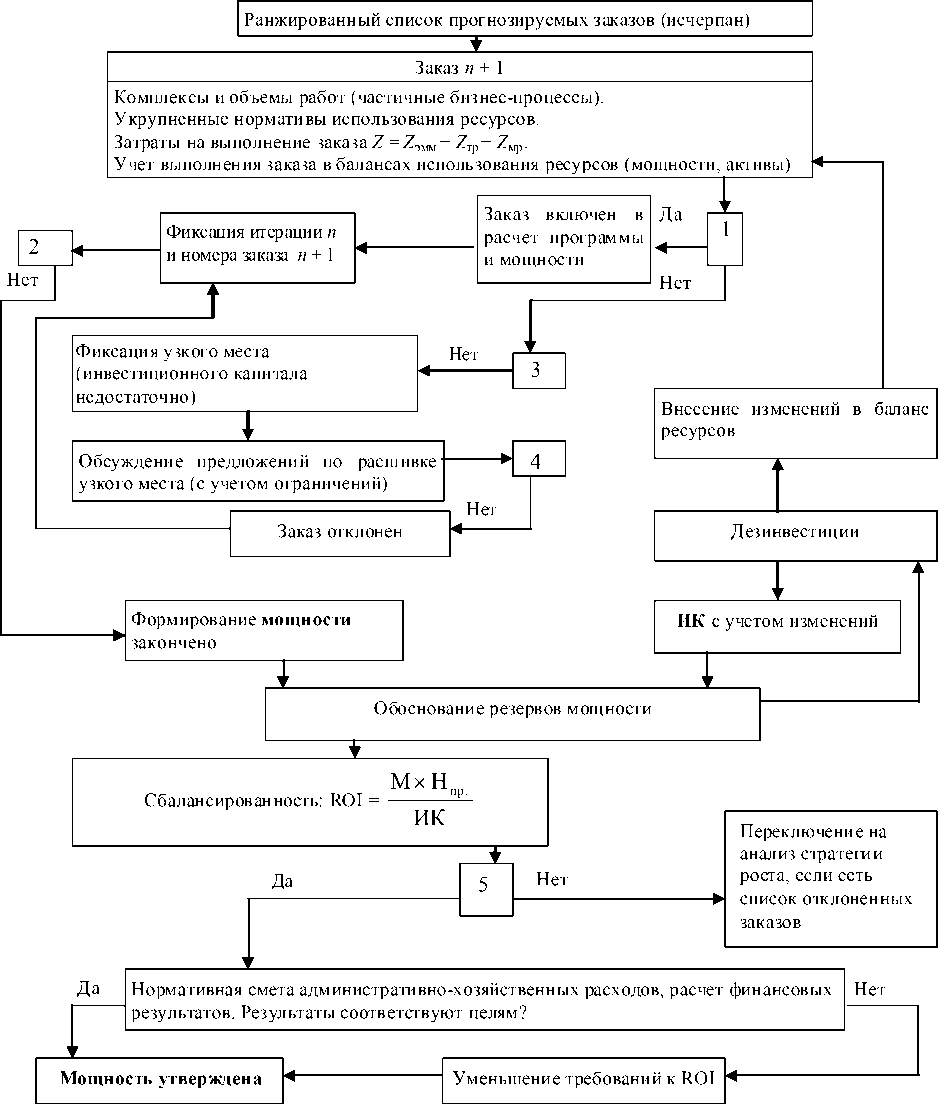
Рис. 2. Основные этапы синхронной оптимизации мощности и ИК при реализации стратегии поддержания или сокращения:
1 . Достаточно для заказа ресурсов? 2 . Есть в списке заказ с номером ( n + 1)? 3 . Улучшающие инновации возможны?
4 . Узкое место расшито? 5 . Сбалансированность достигнута? n – порядковый номер итерации, для первого заказа n = 0
Рисунок 1 отражает последовательность основных действий по реализации стратегии интенсификации производства. На первом этапе из ранжированного списка вы- деляется первый заказ и проверяется на обеспеченность техникой, трудовыми и материальными ресурсами. Если ресурсов достаточно, заказ включается в расчет про- изводственной программы и мощности. Переходят к рассмотрению нового заказа вплоть до исчерпания их списка. Если ресурсов недостаточно, рассматривается вопрос об интенсификации производства – разработке улучшающих инноваций, направленных на снижение трудоемкости, повышение производительности, сокращение расхода материальных ресурсов. Если заказ перспективен, но требует увеличения основного и оборотного капитала, фиксируется узкое место (заказ вносится в базу отклоненных заказов вместе со списком недостающих ресурсов).
Если улучшающие инновации дают необходимое увеличение свободных ресурсов, заказ включается в производственную программу. В балансе ресурсов показывается их использование на данный заказ, количество свободных ресурсов соответственно уменьшается. Таким образом, при последовательном переборе заказов они сортируются на включенные в расчет программы и мощности и на отклоненные (узкие места).
Когда ранжированный список заказов будет исчерпан, формирование мощности заканчивается. Переходят к этапу проверки сбалансированности. Производственная программа и стоимость активов (после идентификации и устранения неликвидов) подставляются в формулу ROI, полученное значение отдачи на капитал проверяется на соответствие нормативу 1. При соответствии нормативу производственная программа (в натуральном и стоимостном выражении) и мощность (в часах работы) утверждаются высшим менеджментом (собственниками), утверждается также программа улучшающих инноваций. Если мощность и стоимость активов не сбалансированы по критерию, переходят к выработке стратегии изменения мощности.
Рассмотрим последовательность основных операций по формированию и реализации стратегии поддержания и связанной с ней стратегии сокращения (см. рис. 2).
К данному типу стратегий переходят после того, как ранжированный список прогнозируемых заказов исчерпан, а сбалансированность не достигнута (рис. 2). Приступают к обоснованию резервов мощности. Это требует принципиальных решений по идентификации конкретных активов (они перебираются по одному или тесно взаимосвязанными комплексами из базы данных о ресурсах и их использовании). Формируются списки активов по их жизненному циклу – это новая информация для управленческого учета. После внесения в ИК изменений, учитывающих уменьшение резервов мощности, проверяется сбалансированность. При ее достижении мощность утверждается. Это означает, что будет реализована стратегия поддержания достигнутого уровня производства, что соответствует стадии зрелости бизнеса.
При отсутствии сбалансированности обоснованные ранее резервные мощности уменьшаются (в результате критического анализа жизненного цикла активов) и сбалансированность пересчитывается. Если она достигается, то расчет мощности и стратегия сокращения деловой активности утверждаются. Если отдача на капитал не соответствует нормативному уровню, то уменьшаются требования к доходности капитала (уменьшается норматив). Таким образом, стадию жизненного цикла данного комплекса активов (бизнес-идеи) можно идентифицировать как завершение, что также сопровождается отсутствием или небольшим числом отклоненных заказов. При этом предполагается, что на стадии подготовки ранжированного списка прогнозируемых заказов была поведена основательная работа по продвижению изделий предприятия и расширению рынка сбыта по всем возможным направлениям.
Если список заказов, ранее отнесенных к числу отклоненных, внушителен, то переходят к рассмотрению финансовой, конъюнктурной, институциональной возможностей реализации стратегии сбалансированного роста (см. рис. 3).
Не найдены новые заказы
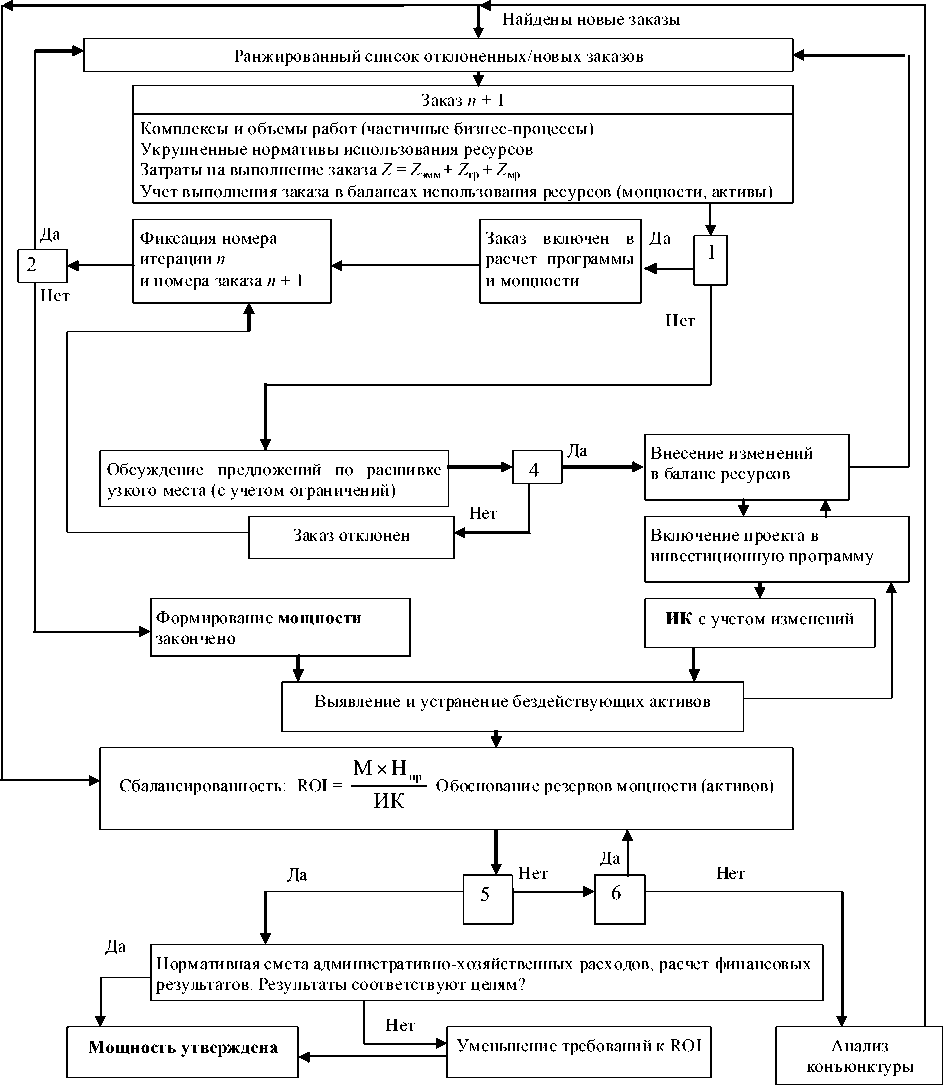
Рис. 3. Основные этапы проведения синхронной оптимизации мощности и инвестиционного капитала при реализации стратегии сбалансированного роста:
1 . Достаточно для заказа ресурсов? 2 . Есть еще в списке заказы? 4 . Узкое место расшито?
5 . Сбалансированность достигнута? 6 . Сократить резервы?
n – порядковый номер итерации, для первого заказа n = 0
Принятие решения о реализации стратегии сбалансированного роста начинается с анализа списка отклоненных заказов, который занял место исчерпанного ранжированного списка про- гнозируемых заказов (рис. 3). Цель данной подсистемы – обеспечение сбалансированности за счет расшивки узких мест (инвестиции в новую технологию, технику и/или ее аренда). Уже для первого заказа ресурсов не хватит по определению того списка, с которым на данной стадии работаем. Решения о приобретении новой техники принимаются в результате анализа перспектив технического развития и изменения спроса. После обоснования инвестиционной программы (в процессе перебора и рассмотрения потребности заказов в новой технике) пополняется количество принятых заказов и вносятся соответствующие изменения в инвестиционный капитал. По исчерпании списка отклоненных заказов проверяется сбалансированность: если она достигнута, принимается стратегия роста и утверждаются мощность, инвестиционный капитал, производственная и инвестиционная программы. Если сбалансированность не достигнута, приступают к поиску новых заказов с учетом возможностей вновь введенных активов. Производственную программу с учетом найденных новых заказов проверяют на обеспеченность ресурсами и сбалансированность. При ее достижении стратегия роста утверждается, приступают к ее реализации. Если новые заказы не найдены, сокращаются (сдаются в аренду) излишне приобретенные новые активы и/или уменьшают нормативный уровень отдачи на капитал, который ожидался от стратегии роста.
В результате использования рассмотренной технологии (на выходе) получаются:
-
- оптимальная производственная программа (в натуральном выражении; в ценах; по себестоимости прямых затрат) и календарный график выполнения заказов;
-
- производственная мощность (в челове-ко- и машино-часах);
-
- программа инвестиций и дезинвестиций; - программа улучшающих инноваций; - база данных о производственных активах (перечень, стоимость, фонд рабочего времени, стадия жизненного цикла), в том числе резервное оборудование. Технология может применяться для информационно-аналитической поддержки стратегических решений о масштабах и динамике производства при изменении рыночных условий, а именно:
-
- для оптимального с точки зрения отдачи на капитал взаимосвязанного планирования производственной программы, мощности и стоимости активов предприятия в складывающихся рыночных условиях;
-
- разработки программы инвестиций и дезинвестиций;
-
- разработки программы улучшающих нововведений;
-
- установления прогрессивных норм и нормативов использования ресурсов;
-
- выявления и устранения бездействующих активов;
-
- обоснования величины резервной мощности; ранжирования активов (технологий) по стадиям их жизненного цикла;
-
- разработки стратегии сбалансированной динамики деловой активности предприятия;
-
- объективного (на основе первичных данных) определения влияния отдельных факторов использования мощности на финансовый результат;
-
- оценки вклада отдельных групп специалистов в увеличение рентабельности инвестиционного капитала и разработки системы материального стимулирования. Строго математически данную технологию нельзя назвать оптимизацией показателей, так как значение норматива эффективности устанавливается эвристическим путем, само нормативное значение критериального показателя подвижно, не все условия бизнеса известны заранее, и решения «обрастают» допущениями-«подушками», которые грешат против сиюминутной оптимальности в пользу уменьшения риска развития впоследствии неблагоприятных событий. Если говорить более точно, это оптимизация ситуации, прогнозируемой в течение ряда лет, то есть оптимизация коридора, траектории согласованной динамики активов предприятия и его деловой активности по стадиям жизненного цикла. В данном случае используется эволюция, которая не чурается технологических прорывов и революционных решений.
Достоинством предложенной контроллинговой технологии синхронного планирования и оптимизации производственной мощности является то, что она «наделена возможностью моделирования производственного процесса и оценки различных вариантов что-если» [4], то есть обладает современным уровнем функциональности, предъявляемым к имитационному моделированию технико-экономических процессов. Кроме того, в модели формализованы процедуры принятия решений по расшивке узких мест и введен финансовый критерий оптимальности выбранной стратегии сбалансированной динамики активов предприятия, в то время как стандарт MRP II оставляет расшивку узких мест на усмотрение персонала предприятия и имеет интерфейс с финансовым планированием.
Экономический эффект от внедрения рассмотренной технологии контроллинга производственной мощности заключается в поддержании отдачи на капитал на заданном уровне на всех стадиях жизненного цикла предприятия (бизнеса). Совершенствование технологии возможно в направлении использования новых математических алгоритмов проведения синхронных оптимизационных расчетов: эвристики, методов искусственного интеллекта, нейронных сетей и других.
Список литературы Стратегии синхронной оптимизации технико-экономических показателей предприятия
- Показатели, используемые в формуле сбалансированности, отличаются от данных финансовой отчетности предприятия (на величину непроизводственных активов, накладных расходов, вне-производственных и операционных доходов и расходов), поскольку речь идет о технологии управления производственной мощностью. Для приведения результатов проверки сбалансированности в соответствие с показателями финансового анализа могут быть проведены корректирующие расчеты, например, как это делается в контроллинге при переходе от управленческой прибыли к балансовой прибыли [2, с. 151].
- Гаврилов, Д. А. Управление производством на базе стандарта MRP II/Д. А. Гаврилов. -2-е изд. -СПб.: Питер, 2005. -416 с.
- Дайле, А. Практика контроллинга: пер. с нем./А. Дайле; под ред. и с предисл. М. Л. Лука-шевича, Е. Н. Тихоненковой. -М.: Финансы и стат., 2003. -336 с.
- Степочкина, Е. А. Традиционные и инновационные факторы контроллинга производственной мощности: постановка задачи/Е. А. Степочки-на//Контроллинг. -2010. -№ 2 (35). -С. 12-18.
- Питеркин, С. В. Практика применения ERP-систем/С. В. Питеркин//Машиностроитель. -2009. -№ 10. -С. 2-7.
