Технологические характеристики открытой сварочной дуги

Автор: Норин Павел Александрович, Третьяков Александр Юрьевич, Осипов Александр Минеевич
Рубрика: Контроль и испытания
Статья в выпуске: 12 (271), 2012 года.
Бесплатный доступ
Приведены результаты исследований структуры, геометрических и физических характеристик анодного пятна и их связь с катодными процессами открытой сварочной дуги.
Структура дуги, анодные пятна, катодные процессы
Короткий адрес: https://sciup.org/147151555
IDR: 147151555 | УДК: 621.791.851-531.9:621.3.01431:546.11
Technical characteristics opened arches
Results of researches of structure, geometrical and physical characteristics of an anode and their communication with cathodic processes opened arches are resulted.
Текст научной статьи Технологические характеристики открытой сварочной дуги
Открытая сварочная дуга горит в атмосфере воздуха с применением механизированных способов наплавки проволочными электродами, изготовленными из различных металлических сплавов. Наплавка производится на обратной полярности. При горении открытой сварочной дуги не применяются защитные среды: газы, флюсы, что снижает затраты при наплавке. Однако некоторые технологические характеристики открытой сварочной дуги не исследованы, что снижает эффективность применения наплавки.
В данной статье рассматривается влияние структуры как одной из технологических характеристик анодного пятна на плотность тока в пятне и устойчивое горение открытой сварочной дуги. Структуру анодного пятна исследовали на отпечатках, полученных при кратковременном горении дуги, а также на автографах при перемещении образца под дугой [1, 2].
На рис. 1 приведены отпечатки анодного и катодного пятен открытой сварочной дуги, горящей между электродами из стали Ст3 диаметром 10 мм. Режим горения импульсной дуги: I д = 60 А, U д = 24 В; время импульса t = 0,01 с. Установлено, что анодное пятно открытой сварочной дуги, горящей между металлическими электродами, состоит из автономных пятен. Возможность расщепления анодного пятна отмечается в работе [3].
Сравнивая отпечатки анодного пятна с катодным (рис. 1), полученные в работе [2], можно отметить, что они имеют аналогичный вид. На обоих отпечатках наблюдаются автономные пятна. При длительном горении открытой сварочной дуги автономные анодные пятна, как и катодные, наблюдаются редко. Это связано с тем, что при длительном горении дуги, вследствие образования общей ванны жидкого металла, происходит их слияние.
Механизм образования автономных пятен на аноде можно объяснить, основываясь на результатах исследований, полученных в работах [2, 4]. Автономные пятна на катоде образуются вследствие перемещения ячейки катодного пятна. Ячейки катодного пятна являются областью образования первичных электронов дуги, нагрева и испарения металла. В результате этих процессов образуется поток плазмы с автономных катодных пятен в виде отдельных струй. Наличие резко очерченных пучков плазмы в столбе дуги отмечается в работе [5]. Можно предположить, что плазменные струи с катода являются основными токопроводящими проводниками, по которым перемещается основной поток электронов. Достигая анода, электроны передают ему тепловую мощность, образуя автономные анодные пятна. Известно, что диаметры автономных катодных пятен непрерывно изменяются вследствие объединения и деления ячеек [2, 4]. Это приводит к изменению диаметров плазменных струй и, как результат, к изменению размеров автономных анодных пятен (см. рис. 1) и плотности тока в них (табл. 1). При оценке плотности тока в автономных анодных пятнах, так же как и при оценке плотности тока в автономных катодных пятнах [2], принято, что величина тока равняется ячеечному.


а) б)
Рис. 1. Отпечатки пятен: а – анодного; б – катодного
При горении открытой сварочной дуги и свобод н ом формировании пятен установлено, что размеры отпечатков катодных пятен больше анодны х (табл. 2). Такие же результаты размеров отпечатков катодных и анодных пятен получены на п ластине при горении открытой сварочной дуги между проволочным электродом и пластиной при смене полярности тока (табл. 3).
Экспериментальные результаты (см. табл. 2, 3) позволяют заключить, ч то столб сварочной дуги, состоящий из отдельных струй [5], испытывае т большее сжатие за счет пинч-эффекта у анода, чем у катода, что приводит к тому, что размеры анодных пятен становятся меньше катодных. Это может быть связано с большей подвижност ь ю автономных анодных пятен по сравнению с автономными катодными. При сжатии столба дуги у анода автономные анодные пятна, являясь основаниями струй, сжимаются вместе с ними, уменьшая размеры анодных пятен.
Параметры открытой сварочной дуги
Таблица 1
|
Структурная составляющая анодного пятна |
Время горения дуги, с |
Ток, А |
Диаметр, см |
Плотность тока, А/см2 |
|
Анодное пятно Автономное анодное пятно |
0,10 0,01 |
210 9 |
0,43 1 • 10-3- 1 • 10-2 |
1,5 ^ 10 3 1 • 106- 1 • 10 4 |
Примечание. I д = 9 А (ячеечный ток [2]).
Размеры анодных и катодных пятен при сварке свободно горящей дугой
Таблица 2
|
Время горения дуги, с |
Диаметры отпечатков, см |
|
|
Катод |
Анод |
|
|
0,05 |
0,30 |
0,20 |
|
0,10 |
0,35 |
0,24 |
|
0,16 |
0,36 |
0,25 |
|
0,20 |
0,36 |
0,26 |
Примечание. I д = 60 А, электроды из стали Ст3, 0 = 10 мм, l д = 3 мм.
На основании полученных экспериментальных д а нных о размерах отпечатков катодных и анодных пятен открытой сварочной дуги, горящей м е жду металлическими э лектродами, и сво-
Контроль и испытания
бодном их формировании установлено, что форма столба дуги имеет вид усеченно г о конуса, расширяющегося в сторону катода (см. табл. 2).
Автографы анодного пятна, полученные при пе р емещении образца по д дугой со скоростью 150 см/с (рис. 2), состоят из отдельных анодных пятен. С увеличением скорости перемещения образца и при постоянном токе увеличивается расстояние между анодным и пятнами, а с увеличением тока при постоянной скорости перемещения о бразца размеры анодных пятен растут.
Размеры анодных и катодных пятен при сварке сжатой дугой
Таблица 3
|
Время горения дуги, с |
Диаметры отпечатков, см |
|
|
Катод |
Анод |
|
|
0,02 |
0,40 |
0,35 |
|
0,04 |
0,51 |
0,40 |
|
0,08 |
0,58 |
0,43 |
|
0,10 |
0,59 |
0,43 |
|
0,14 |
0,59 |
0,43 |
Примечание. I д = 210 А, l д = 3 мм, пластина из стали 30ХГСА, электрод СВ-08А, 0 = 3 мм.
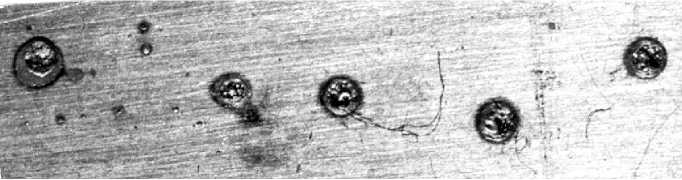
Рис. 2. Автограф анодного пятна
Заключение
-
1. В анодном пятне открытой сварочной дуги, к ратковременно горящей между металлическими электродами, следует различать две структурные составляющие: а н одное пятно и автономные пятна.
-
2. Плотность тока в анодном пятне при токе 21 0 А и времени горения дуги 0,1 с составляет 1,5 • 103 А/см2. Плотность тока в автономных анодных пятнах изменяется в широких пределах.
-
3. При горении открытой сварочной дуги между металлическими электродами размеры отпечатков анодных пятен меньше катодных, что уве л ичивает плотность т о ка в анодном пятне, уменьшает блуждание пятна по поверхности электродной капли, повышая устойчивое горение дуги.
-
4. Автографы анодного пятна открытой сварочной дуги, полученные при перемещении образца под дугой со скоростью 150 см/с, имеют вид от д ельных пятен.
Список литературы Технологические характеристики открытой сварочной дуги
- Лесков, Г.И. Электрическая сварочная дуга/Г.И. Лесков. -М.: Машгиз, 1970. -330 с.
- Норин, П.А. Структура, геометрические и физические характеристики катодного пятна/П.А. Норин, А.Ю. Третьяков, Н.И. Малышев//Сварочное производство. -2001. -№ 9. -С. 3-5.
- Раховский, В.И. Физические основы коммутации электрического тока в вакууме/В.И. Раховский. -М.: Наука, 1970. -536 с
- Кесаев, И.Г. Катодные процессы электрической дуги/И.Г. Кесаев. -М.: Наука, 1968. -244 с
- Ленивкин, В.А. Технологические свойства сварочной дуги в защитных газах/В.А. Ле-нивкин, А.Г. Дюргеров, Х.Н. Сагиров. -М.: Машиностроение, 1989. -264 с.
