Технологические и физические аспекты экспериментального производства тонких бифасиальных форм начального верхнего палеолита Алтая

Автор: Родионов А.М., Михиенко В.А., Федорченко А.Ю., Белоусова Н.Е.
Журнал: Проблемы археологии, этнографии, антропологии Сибири и сопредельных территорий @paeas
Рубрика: Археология каменного века палеоэкология
Статья в выпуске: т.XXIX, 2023 года.
Бесплатный доступ
В статье с точки зрения теории и экспериментального опыта проанализированы технологические и физические аспекты использования отбойников разного типа и формы при изготовлении тонких двусторонне обработанных орудий из сырья алтайских палеолитических индустрий. Были затронуты вопросы утончения бифасиальных форм жестким минеральным инструментом в условиях искусственно контролируемого повышения радиальной скорости движения отбойника, а также проблемы применения деревянного отбойника в качестве аналога роговому по форме, а значит и, вероятно, по силе импульса, с ней связанной. Именно контроль первоначального импульса удара, согласно предположениям авторов работы, является одним из значимых факторов эффективного вторичного утончения. В результате исследования установлено, что основные преимущества в процессе создания бифаса остаются за удлиненным инструментом, который за счет естественно вытянутой формы (рог, дерево) имеет большую силу первоначального импульса. Согласно нашим данным, полноценное вторичное утончение на алтайском сырье возможно только роговым отбойником; увеличение силы импульса при использовании минерального инструмента приводит к уменьшению количества успешных сколов. Применение деревянного отбойника, даже при условии искусственно повышенной первоначальной скорости, продемонстрировало эффективность только на стадиях, предшествующих вторичному утончению. Негативные особенности использования дерева можно нейтрализовать, но для этого необходимо формировать более крупную площадку дополнительной подправкой. При таком условии ширина бифасиальной формы будет слишком быстро уменьшаться, что не позволит достичь соотношения значений ширины к толщине, характерного для тонкого бифаса.
Горный алтай, начальный верхний палеолит, тонкие бифасы, экспериментальное моделирование, технологический анализ, роговой отбойник, деревянный отбойник, скорость первоначального импульса
Короткий адрес: https://sciup.org/145146596
IDR: 145146596 | УДК: 902/903.01 | DOI: 10.17746/2658-6193.2023.29.0280-0285
Technological and physical aspects of experimental manufacturing thin bifaces of the initial Upper Palaeolithic in the Altai
From the theoretical and practical perspective this article analyzes technological and physical aspects of using hammers of different types and shapes in experimental cycle of manufacturing thin bifacial tools from raw materials known from the Altai Paleolithic assemblages. This study addresses the issues of producing bifacial shapes with hard mineral hammer in artificially controlled increase of radial velocity of the hammer, and use of wooden hammer as equivalent of antler hammer in its shape and therefore also in impulse force associated with it. According to the working hypothesis, control of the initial impact should be one of the key factors in achieving effective secondary thinning. The research has shown that elongated tool with greater initial impact force due to its natural shape (antler, wood) gives main advantages in biface creation. According to our data, only an antler hammer was capable of fully effective secondary thinning using the Altai raw materials. Increasing impact force with a mineral hammer gave a reduced number of successfulflakes. Wooden hammer, even under conditions of artificially increased initial speed, was effective only at the stages preceding secondary thinning. Although it is possible to counteract negative aspects of using wood, for this purpose a larger area should be created by additional thinning thereby decreasing the width of the biface too rapidly, which will not make it possible to reach the ratio of width to thickness corresponding to "thin biface.”
Текст научной статьи Технологические и физические аспекты экспериментального производства тонких бифасиальных форм начального верхнего палеолита Алтая
Реконструкция процесса изготовления листовидных бифасиальных наконечников начального верхнего палеолита Алтая осложняется практически полным отсутствием в коллекциях отходов производства – сколов оббивки, утончения, подправки и т.п. Вследствие чего исследователями, наряду с классическим сравнительно-типологическим и технологическим подходами, для этого активно используется метод экспериментального моделирования. На сегодняшний день на основе экспериментов и в подтверждение давних идей [Матюхин, 1983; Семёнов, 1957, 1983] уже сделан ряд важных наблюдений о связи региональных сырьевых особенностей, технических приемов и морфометрии продуктов расщепления [Белоусова и др., 2022]. Согласно результатам последних работ, основной спецификой алтайского сырья является низкая эластичность и более высокая вязкость, например, по сравнению с кремнем; данное свойство отрицательно сказывалось на реализации ныряющих сколов / сколов с сильным изгибом профиля. На формирование скалывающей также определяющее влияние оказывал тип отбойника – отмечена большая эффективность органического рогового инструмента при реализации тонких и длинных сколов вторичного утончения, в сравнении с минеральным [Там же]; вопрос о том, что определяло большую эффективность применения того или иного отбойника остается открытым.
В данной статье с точки зрения теории и практического опыта проанализированы технологические и физические аспекты использования отбойников разного типа и формы в экспериментальном производственном цикле изготовления двусторонне обработанных изделий. Главным образом затрагиваются вопросы возможности изготовления тонких бифасиальных форм жестким минеральным инструментом в условиях искусственно контролируемого повышения радиальной скорости движения отбойника и обсуждаются вопросы применения деревянного отбойника в качестве аналога роговому – по форме, а значит и, вероятно, по силе импульса, с ней связанной. Именно контроль первоначального импульса удара, согласно предположениям авторов работы, является одним из значимых факторов эффективного вторичного утончения.
Материалы и методы
В основу данной работы положен сравнительноисторический подход, в ходе которого были изучены общие и частные физические закономерности в расщеплении камня на разном сырье при использовании различного по свойствам, материалу, форме инструментария. Учитывался экспериментальный опыт производства тонких бифасиальных орудий листовидной формы из основных типов сырья алтайских индустрий, накопленный за три года реализации специальной программы, а также многолетний опыт изготовления тонких бифасов из кремня. Методика и содержание экспериментов на алтайском сырье детально описаны в соответствующей публикации [Там же]. В поисках оптимальных технологических решений использовались наблюдения за технологией производства тонких кремневых бифасов стрелецкой культуры [Аникович, Бредли, Гиря, 1998].
В процессе моделирования производственных процессов до готового состояния было доведено в общей сложности 19 орудий (из 27 цепочек). В большинстве случаев вторичное утончение минеральным отбойником приводило к образованию заломов, необратимых в рамках применяемой техники скола. Придать изделию листовидную и минимально эргономичную форму посредством жесткого минерального отбойника удалось в единственном случае (рис. 1) – был получен относительно тонкий широкий и симметричный бифас с максимальным для камня индексом уплощенности (3,4). Утончению способствовала исходная заготовка – тонкий первичный отщеп с индексом массивности 3,7; кроме того, во время уплощения один из сколов сошел по трещине, также обеспечив значительную потерю толщины преформы. Наиболее эффективным минеральный отбойник оказался на стадии первичной оббивки. Использование рогового отбойника показало наибольшую эффективность при вторичном утончении, было получено 12 готовых форм. Еще два бифаса были выполнены при использовании деревянных отбойников из самшита (рис. 2, 1 ) и березы, одна из форм была доработана роговым инструментом.
Результаты и обсуждение
На производство удачной скалывающей помимо особенностей сырья (твердость, эластичность, вязкость, однородность и др.) может оказывать влияние, как известно, множество факторов. Во-первых, естественные свойства отбойника: вес, размер, форма, материал, из которого он сформирован, абразивные свойства [Семёнов, 1968; Гиря, 1997]. Во-вторых, манипуляции, которые проводит мастер перед сняти-
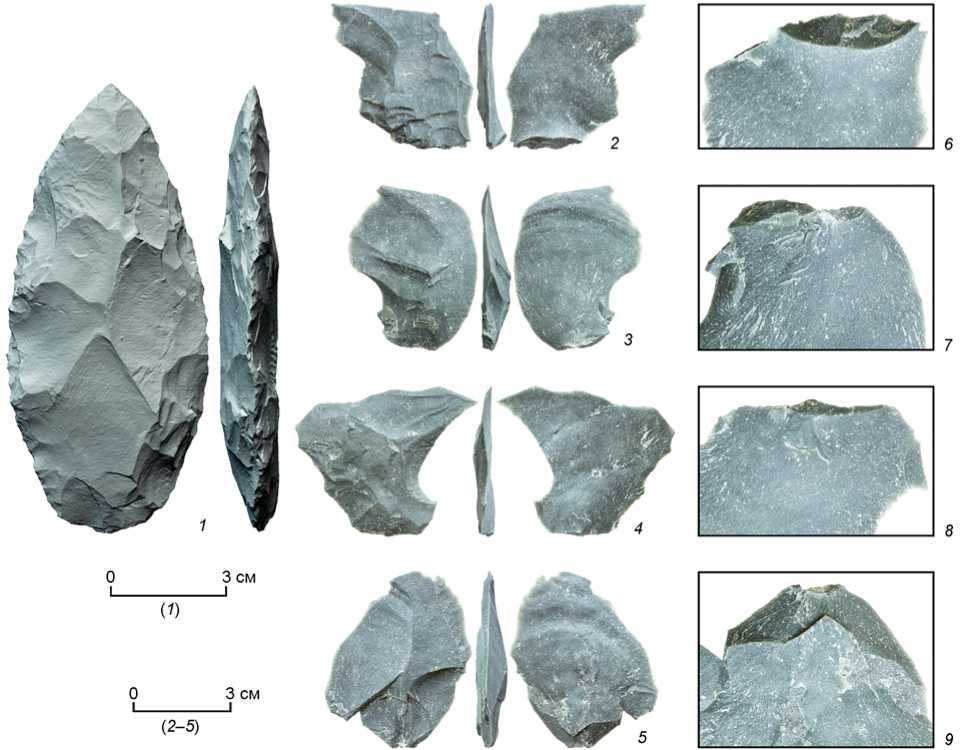
Рис. 1 . Бифас (3D-модель) (1) и сколы вторичного утончения (2–5) с проксимальными частями (6–9) , полученные в рамках эксперимента на вулканическом сырье (туф) минеральным отбойником.
ем целевого скола – подготовка нуклеуса или кромки бифаса, площадки и т.д. Фактически это выполнение условий «технологиче ской необходимости» [Гиря, 1997]. В-третьих, «субъективные характеристики автора» – сюда можно отнести большое количество человеческих характеристик, от физических до эмоциональных (стоит условиться на том, что предполагаемый автор обладает навыками «мастера»). Вопрос влияния на процесс расщепления скорости первоначального импульса, который передается от отбойника к нуклеусу при ударе, на наш взгляд, тоже требует обсуждения в данном контексте. В понятие импульса мы вкладываем классическое определение из физики: «Импульс (количество движения) – это произведение массы тела т на его скорость p » [Кузнецов, Рогозин, 2013, с. 14].
Рассмотрим проблему на конкретном примере, где примем качество сырья за «идеальное». Итак, при реализации экспериментального снятия скалывающая начинается при передаче импульса от отбойника к нуклеусу. Импульс равен произведению значений скорости и массы тела. В данном случае «мастер» может менять физическую силу, прила- гаемую к отбойнику, и тем самым увеличивать его скорость; масса отбойника и его свойства, в данном случае, есть величина по стоянная. Исходя из этого, можно сделать вывод, что при изменении массы отбойника в меньшую сторону – для получения той же величины импульса – мастеру необходимо увеличить скорость отбойника. Данное заключение является верным только для тел, которые движутся прямолинейно, в то время как при производстве сколов утончения движение отбойника реализуется по окружности. В последнем случае мы имеем дело с центробежной силой. При расчете центробежной силы скоро сть выводится в квадрат, а полученное произведение делится на радиус. Формула силы удара: F = mv. Формула центробежной силы: F = mv² / r. Таким образом, путем использования центробежной силы, можно увеличить потенциальную силу удара в несколько раз. Например, при весе отбойника 1 кг и его скорости 5 м/с (средняя скорость маха кисти человека) сила удара (F = 1 × 5) будет составлять 5Н (ньютонов или кг на м/с). Применение центробежной силы в тех же условиях при радиусе движения отбойника по окружно сти 0,5 м увеличивает силу
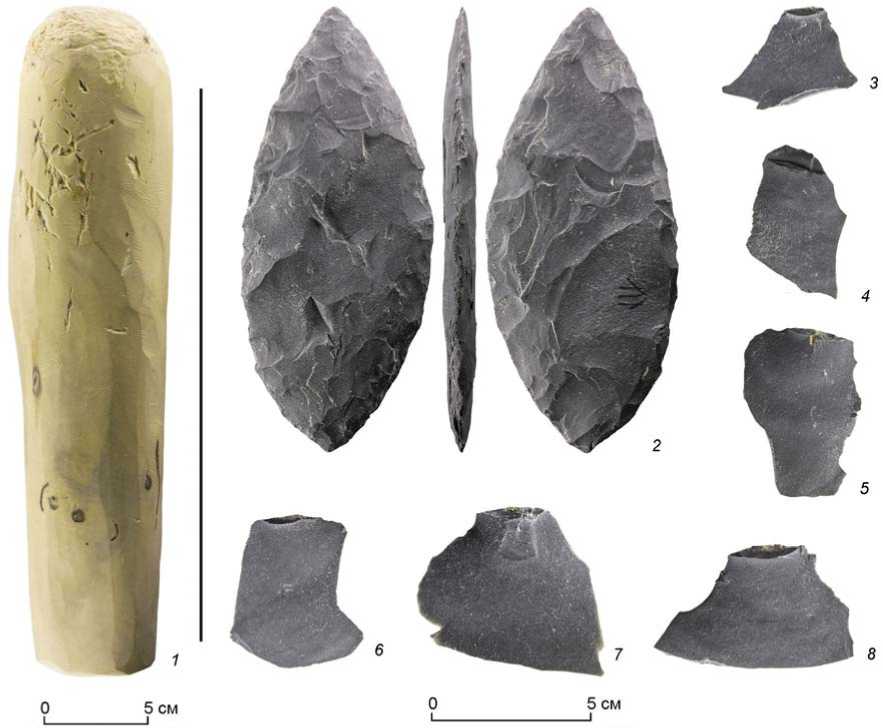
Рис. 2 . Бифас и сколы вторичного утончения, выполненные в рамках эксперимента на вулканическом сырье (туф) отбойником из самшита и рогом.
1 – отбойник из дерева (самшит); 2 – бифас; 3 – 8 – сколы вторичного утончения деревом.
удара ( F = 1 × 5² / 0,5м ) до 50Н. Согласно формуле расчета центробежной силы, на ее величину влияет радиус: чем он больше, тем сила удара будет меньше при той же скорости.
Радиус окружности напрямую влияет на показатель силы, однако в случае с вращательными движениями по окружности стоит учитывать также фактор увеличения скорости отбойника при увеличении радиуса вращения. То есть, если скорость маха кисти постоянна, то использование более вытянутого отбойника (например, такого как рог) или рукоятки для отбойника, при условии той же скорости маха, приведет к повышению радиусной скорости отбойника. Таким образом, если за счет длины отбойника увеличить радиус ударного движения на 0,2 м до 0,7 м, радиусная скорость отбойника вырастет с 5 до 7м/с ( v = ωr , где: v – радиусная скорость, ω – угловая скорость в ед., r – радиус окружности, v = 1 × 0,7м ).
На основании вышеизложенного получается, что при том же отбойнике и при той же скорости (F = 1 × 7² / 0,7м) сила удара будет равна 70Н. Следуя данным вычислениям, стоит отметить, что потенциально применение рукоятки или более длин- ного отбойника потребует от «мастера» приложения большего усилия – для сохранения эффекта повышения скорости, в противном случае, увеличение радиуса не даст какого-либо эффекта. Более вытянутые по форме отбойники, в т.ч. роговые, априори имеют преимущество в скорости первоначального импульса.
Трудно однозначно определить положительные или отрицательные моменты использования приема повышения импульса удара за счет скорости. Если говорить о разных приемах получения заготовок (удар, посредник, отжим), то очевидно, что чем меньше скорость импульса, тем более управляем процесс скалывания, и, соответственно, лучше качество и целостность получаемого продукта. Это очень важно для индустрий, в которых целью расщепления являются именно пластинчатые или отщеповые заготовки. Если говорить о ситуациях, когда откалываемые части не представляют какого-либо интереса для дальнейшего использования, такие как техниче ские сколы, сколы исправления ошибок расщепления, сколы утончения бифасов и т.д., тогда увеличение импульса абсолютно оправдано. На основании собственного опыта можно констатировать очевидный плюс такого приема – прежде всего это возможность скалывания глубоко проходящих сколов. Кроме того, удары с повышенным при помощи скорости импульсом значительно лучше справляются с более зернистым и вязким сырьем, что как раз актуально для палеолитических индустрий Алтая.
Опытным путем было сделано наблюдение, что высокая скорость первоначального импульса – это важный элемент удачной реализации сколов утончения на алтайском сырье. В случае использования роговых отбойников данное условие достигается автоматически за счет увеличения радиальной скорости нанесения удара, но в случае с жестким отбойником повысить ее крайне трудно, так как округлый отбойник держится непосредственно в кисти руки. Опираясь на полученный нами опыт, был сделан вывод о том, что повышение радиальной скорости жесткого отбойника за счет использования более длинной, продолговатой естественной формы определенно дает положительный эффект. Однако возможности применения жесткого отбойника сильно ограничены в связи с разрушающим характером ударов с высоким скоростным импульсом. Скоростной импульс приносит значительную пользу во время первого, второго цикла утончения бифаса жестким отбойником, в то время как на финальной стадии изготовления формы его применение приведет к разрушению самой обрабатываемой формы. Таким образом, полноценное финальное утончение жестким минеральным отбойником на алтайском сырье неэффективно.
Так как высокий первоначальный импульс отбойника легко достигается за счет удлиненной формы, встает вопрос о возможности изготовления бифаси-альных форм при помощи деревянных отбойников, схожих по морфологии с роговыми, но являющимися более мягкими, что, теоретически, могло бы компенсировать негативное «разрушающее» влияние скоростного импульса. В рамках экспериментов был изготовлен деревянный отбойник из самшита (рис. 2, 1 ) и апробирован в работе по созданию тонкой бифаси-альной формы (рис. 2, 2 ). На стадиях черновой обработки и первичного уплощения самшитовый отбойник по эффективности незначительно отличался от рогового; однако, когда изделие становится относительно тонким и исчезает возможность подготовки крупных площадок, эффективность деревянного инструмента сводится к минимуму. В той же ситуации рог сохраняет способность утончения до финала. В наших экспериментах использовался также деревянный отбойник из другого, более мягкого, материала – березы; он показал аналогичную минимальную эффективность на стадии вторичного утончения. На основании проведенной работы деревянным отбойником были сделаны следующие наблюдения:
– при работе с деревянным отбойником оформление точки удара требует более тщательной подготовки с позиции угла между площадкой и фронтом снятия, для этого необходимо дополнительно снимать фаску с края бифаса;
– проведение утончения деревом возможно (рис. 2, 2 ), более эффективно на начальных стадиях обработки; сложности связаны с утончением на финальных стадиях (рис. 2, 3–6 ) – оно крайне затруднено при работе с краевой зоной и острыми площадками;
– острая площадка тонкого края бифаса от более плавного импульса выламывается, а утончающие сколы при удачном начале скалывающей не доходят до середины.
Заключение
Результаты проведенного анализа указывают на то, что полноценное вторичное уплощение на местном алтайском сырье достаточно эффективно только с использованием рогового отбойника, увеличение силы импульса при использовании минерального отбойника не дает возможности проводить вторичное утончение без разрушения самой формы. Применение деревянного отбойника, даже при условии искусственно повышенной первоначальной скорости, эффективно до реализации стадии вторичного утончения. Негативные особенности использования дерева возможно нейтрализовать, для этого необходимо формировать более крупную площадку за счет снятия большей фаски и увеличения угла между площадкой и плоскостью скалывания. Однако данный подход применим только на первых стадия обработки, так как полностью противоречит технике вторичного утончения – при формировании крупных площадок ширина бифасиальной формы будет слишком быстро уменьшаться, что не позволит прийти к необходимому значению индекса (соотношения ширины к толщине), т.е. исключает возможность создания тонкого бифаса.
Исследование выполнено в рамках проекта РНФ № 20-78-10125-П «Динамика культурного развития и освоение человеком Алтая в начале верхнего палеолита: стратегии жизнеобеспечения, палеотехнологии, мобильность».
Список литературы Технологические и физические аспекты экспериментального производства тонких бифасиальных форм начального верхнего палеолита Алтая
- Аникович М.В., Бредли Б. А., Гиря Е.Ю. Технологический анализ стрелецких треугольных наконечников // Археологические Вести. - 1998. - № 5. - С. 42-54. EDN: TMELET
- Белоусова Н.Е., Родионов А.М., Вишневский А.В., Федорченко А.Ю., Михиенко В.А., Селецкий М.В. "Тонкие" листовидные бифасы начала верхнего палеолита Алтая: технология, формообразование и каменное сырье // Stratum plus. Археология и культурная антропология. - 2022. - № 1. - С. 329-353. EDN: ZDGCGF
- Гиря Е.Ю. Технологический анализ каменных индустрий. Методика микро- и макроанализа древних орудий труда. Ч. 2. - СПб.: АкадемПринт, 1997. EDN: TPSEMB
- Кузнецов С.И., Рогозин К.И. Краткий курс физики: уч. пособие. - Томск: Изд-во Том. политех. ун-та, 2013. - 215 с.
- Матюхин А.Е. Орудия раннего палеолита // Технология производства в эпоху палеолита. - Л.: Наука, 1983. -С. 134-187.
- Семёнов С. А. Первобытная техника. - М.; Л.: Изд-во АН СССР, 1957. - 240 с.
- Семёнов С. А. Развитие техники в каменном веке. - М.; Л.: Наука, 1968. - 362 с.
- Семёнов С.А. Введение // Технология производства в эпоху палеолита. - Л.: Наука, 1983. - С. 3-8.
