Технологические методы повышения точности геометрической формы обрабатываемых отверстий при хонинговании

Автор: Муратов Карим Равилевич, Гашев Евгений Анатольевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-2 т.14, 2012 года.
Бесплатный доступ
Проведены экспериментальные исследования технологических методов повышения точности геометрической формы при хонинговании. Установлено, что при хонинговании инструментом с удлиненными брусками интенсивно исправляется изогнутость оси отверстия и повышается точность геометрической формы. Также экспериментально доказана эффективность хонингования сквозного отверстия с двух сторон путем периодического переворота обрабатываемой детали.
Хонингование, формообразование, точность геометрической формы, параметры наладки
Короткий адрес: https://sciup.org/148200608
IDR: 148200608 | УДК: 621.923
Technological methods of increasing the accuracy of geometrical form of processed apertures at honing
Experimental researches of technological methods of increasing the accuracy of geometrical form at honing are spent. It is established that at honing by the tool with extended bars the curvature of aperture axis is intensively corrected and accuracy of geometrical form rises. Also the efficiency at honing through the aperture from two parties by periodic revolution of processed detail is experimentally proved.
Текст научной статьи Технологические методы повышения точности геометрической формы обрабатываемых отверстий при хонинговании
Формообразование отверстий при хонинговании происходит в результате съема металла с его поверхности при действии комплекса технологических, кинематических и силовых факторов. Основными факторами, влияющими на точность геометрической формы отверстий при абразивной обработке, являются: кинематика относительного движения инструмента и детали, жесткость технологической системы, параметры наладки, а также исходная погрешность формы инструмента [1].
Нами проведен комплекс исследований с целью определения влияния основных технологических параметров хонингования на показатели точности геометрической формы обрабатываемого отверстия. Исследовано влияния отношение длины брусков к длине отверстия, а также обработка отверстия с двух сторон по методу взаимной правки.
На интенсивность исправления изогнутости оси отверстия при хонинговании гильз топливной аппаратуры большое влияние оказывает изгибная жесткость детали и инструмента, значение угла разжимного конуса, жесткость системы радиальной подачи, а также соотношение длины брусков и обрабатываемого отверстия [2]. При проведении экспериментальных исследований для повышения жесткости четырехбрусковой головки использовался вариант конструкции, в которой два бруска подвижны в радиальном направлении и расположены в пазах
Гашев Евгений Анатольевич, аспирант под углом 900. Напротив подвижных брусков также под углом 900 на периферию корпуса напаяны неподвижные бруски. Режущий слой всех брусков выполнен из абразивного алмазосодержащего проката. Проведены сравнительные эксперименты с соотношением длины брусков к длине обрабатываемого отверстия Lбр/Lотв=0,5 и Lбр/Lотв=0,83. Опыты проводились на деталях из стали 12ХН3А, с длиной отверстия Lотв=60 мм, брусками длиной Lбр=30 мм и Lбр=50 мм. Результаты экспериментов представлены в таблице и на рис. 1, 2. Полученные результаты свидетельствуют о целесообразности хонингования прецизионных отверстий в деталях топливной аппаратуры инструментом с длиной брусков Lбр=(0,8-1,0) Lотв, обеспечивающих более интенсивное исправление изогнутости оси отверстия.
Таблица. Влияние длины брусков инструмента на величину изогнутости оси отверстия
|
L бр /L отв |
т . хон , мин. |
Δ мет , мкм |
Δ изм., исх., мкм |
Δ изм., получ., мкм |
|
0,5 |
1,5 |
60 |
4,5 |
2,5 |
|
0,83 |
0,5 |
20 |
4 |
0,8 |
Точность формы отверстия в продольном сечении в большой степени зависит от исходной погрешности геометрической формы инструмента и обрабатываемой детали, соотношение длины брусков (lбр) и длины обрабатываемого отверстия (Lотв), а также от параметров наладки, включающих в себя положение и длину осевого хода (lх) и величину перебега брусков (lп). Возможность варьирования параметров наладки существенно ограничена при хонинговании высокоточных коротких отверстий соизмеримых с длиной брусков.
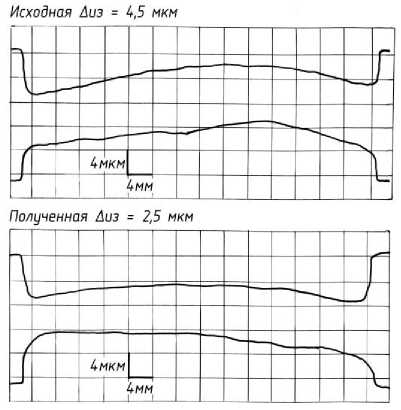
Рис. 1. Исправление изогнутости оси при L 6p /L ome =0,5; Т хон =1,5 мин, Р=0,8 МПа
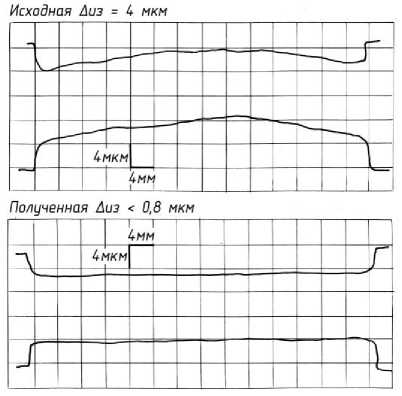
Рис. 2. Исправление изогнутости оси при L 6p /L ome =0,83; Т хон =1,5 мин, Р=0,8 МПа
На рис. 3 представлена схема контактирования брусков при хонинговании точных коротких отверстий в контрольных кольцах для проверки нутромеров. При поштучном хонинговании коротких отверстий величина и диапазон регулирования осевого хода (1х) весьма ограничены допустимыми значениями перебега брусков (lп). На практике величину перебега брусков назначают равной 1/3 длины бруска (lбр). При большем значении перебега брусков происходит «развал» отверстия у торцов. В нашем случае при длине бруска 30 мм рекомендуемая величина перебега брусков составляет lп=10 мм. При длине обрабатываемого отверстия LOTB=25 мм (для колец с d=35 мм) максимальная величина хода при одинаковых перебегах брусков будет равна 15 мм. Из условия соблюдения контакта всей поверхности брусков с обрабатываемым отверстием величину хода можно регулировать лишь в приделах 2-3 мм, причем в сторону уменьшения хода.
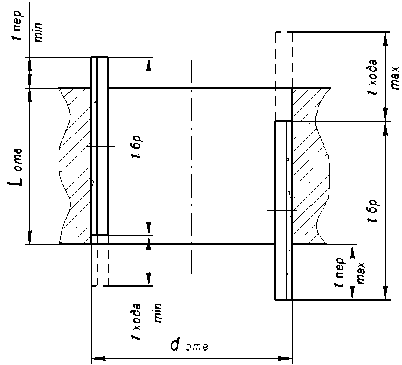
Рис. 3. Схема наладки при хонинговании контрольного кольца
При малой величине осевого хода происходит локальный контакт поверхности брусков с обрабатываемой поверхностью, то есть верхняя часть брусков контактирует лишь с верхней частью отверстия, а нижняя половина брусков с нижней частью отверстия. В результате происходит неравномерный съем и износ брусков, и интенсивное копирование исходной погрешности геометрической формы инструмента отверстием и наоборот. В связи с этим опробован метод хонингования со взаимной правкой в контакте инструмент-деталь. Принципиальное отличие данного метода заключается в том, что обработку сквозного отверстия осуществляют с двух противоположных сторон путем периодического переворота обрабатываемой детали [3]. Цикл хонингования (Тхон) при этом разделяют как минимум на два и более подциклов (Тхон=Т1+Т2+^Тп), в каждом из которых обработка с разных сторон. Такой прием обеспечивает равномерный контакт рабочей поверхности брусков со всеми участками обрабатываемого отверстия. За счет эффекта взаимной правки интенсифицируется исправление исходной погрешности формы отверстия и автоматически повышается точность формы рабочей части инструмента, что позволяет снизить требования к точности его изготовления. Кроме того, при хонинговании отверстия с двух сторон практически полностью исключается влияние погрешностей наладки, например, неодинаковый перебег брусков на точность геометрической формы обработанного отверстия. Данный прием особенно эффективен при хонинговании, когда длина отверстий соизмерима с длиной брусков.
Этот метод опробован при хонинговании отверстий d=18 мм. Обработка велась сразу двух колец установленных «пакетом» «жесткой» хонголовкой. В результате стало возможным увеличить длину осевого хода до 22-24 мм. При хонинговании «жесткой» хонголовкой количество деталей в «пакете» ограничивается их суммарной массой. При большой суммарной массе необходимо применять схему хонингования с шарнирной головкой и жестким креплением «пакета» колец. Преимуществом хонингования колец «пакетом» является повышение производительности за счет одновременной обработки нескольких деталей, улучшения взаимного направления в контакте инструмент-деталь, что положительно влияет на точность формы, а также одноразмерность обработанных деталей. К недостаткам следует отнести повышение припуска вследствие исходной разноразмерности и погрешности формы деталей.
Проведены сравнительные эксперименты, показавшие высокую эффективность хонингования с взаимной правкой даже при однократном перевороте обрабатываемой детали или «пакета» деталей. Эксперименты проведены при одинаковых условиях обработки. Исходная погрешность геометрической формы хонголовки (конусообразность) составляла не более 10-15 мкм. При хонинговании отверстия с одной стороны происходит частичное копирование погрешности формы инструмента. Результаты представлены на рис. 4а, 5а. Отклонение формы (конусообразность) обработанного отверстия составляет 1,5-1,8 мкм.
При хонинговании по методу взаимной правки за время первого подцикла (Т 1 ) снимается основной припуск. После переворота обрабатываемой детали, или «пакета» деталей, то есть во втором подцикле время хонингования (Т2) назначается в зависимости от погрешности А пр форма отверстия после первого подцикла и скорости съема металла Q мкм/мин. В первом приближение время Т 2 можно определить из выражения Т2 = 2А пр/ Q ( мин). Результаты экспериментальной проверки представлены на профилограммах, рис. 4б и 5б. При той же погрешности формы инструмента (10-15 мкм) и однократном перевороте колец отклонение формы обработанного отверстия не превышало 1 мкм. Практически во всех опытах профилограммы и круглограммы записывались после размерного хонингования жесткими брусками и после чистового хонингования эластичными брусками.
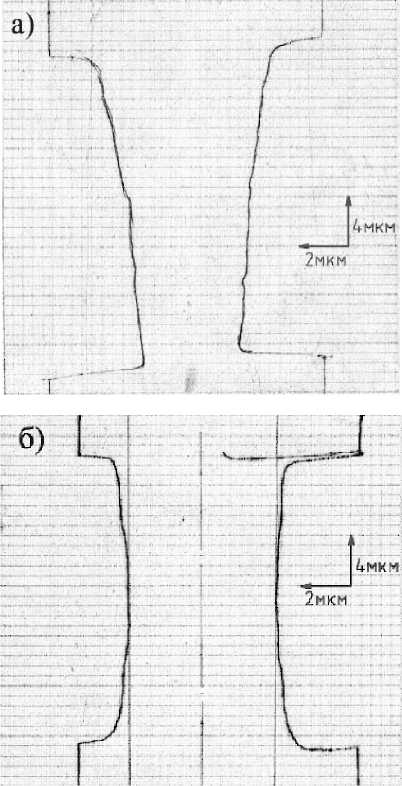
Рис. 4. Результаты эксперимента. Хонингование брусками КМ40/28-М5-22-50%, Апринсгр<15 мкм, Р=1 МПа: а - без переворота, Апр =1,5 мкм; б - со взаимной правкой, Апр =0,8 мкм
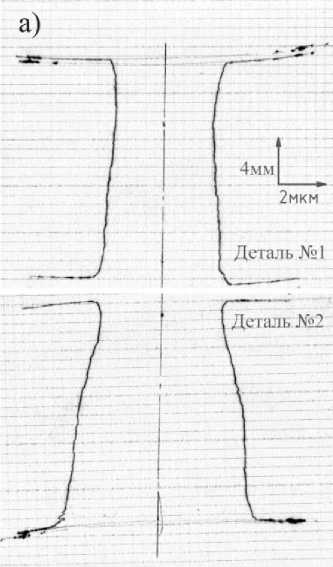
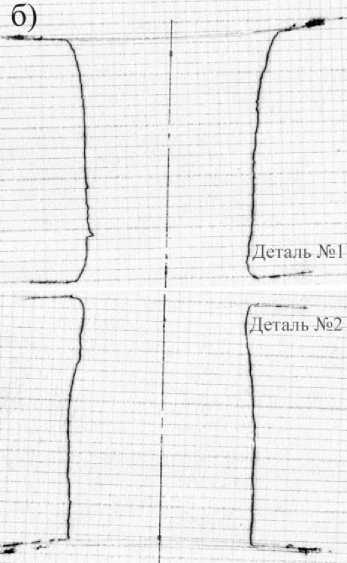
Рис. 5. Результаты эксперимента. Хонингование брусками КМ40/28-М5-22-50%, l х =22 мм, Р=1 МПа: а – без переворота, «пакетом», ∆ пр =1,8 мкм; б – со взаимной правкой, «пакетом», ∆ пр =0,8 мкм
Результаты измерений показывают, что после чистового хонингования геометрическая форма отверстия не меняется, то есть бруски на каучукосодержащих связках осуществляют съем металла только в приделах шероховатости полученной после размерного хонингования. Таким образом, сравнительные эксперименты показали, что при хонинговании инструментом с удлиненными брусками Lбр=(0,8-1,0)Lотв интенсивно исправляется изогнутость оси отверстия и повышается точность геометрической формы.
Выводы: экспериментально доказана эффективность хонингования сквозного отверстия с двух сторон путем периодического переворота обрабатываемой детали, при этом за счет взаимной правки в контакте инструмент-деталь значительно повышается и стабилизируется точность продольной геометрической формы отверстия и автоматически уменьшается исходная погрешность формы инструмента.
Список литературы Технологические методы повышения точности геометрической формы обрабатываемых отверстий при хонинговании
- Кудояров, Р.Г. Точность деталей машин при алмазном хонинговании. -М.: Изд-во МАИ, 2002. 170 c.
- Акмаев, О.К. Устранение изогнутости оси отверстия при прецизионном хонинговании//СТИН. 2007. № 11. С. 21-25.
- Муратов, К.Р. Эффективный метод хонингования прецизионных сквозных отверстий//Современные организационные, технологические и конструкторские методы управления качеством. Сборник научных трудов/Редкол: В.А. Иванов и др. -Пермь: ГОУ ВПО ПГТУ, 2006. С. 70-72.
