Технология безопасного и энергоэффективного хранения сжиженного углеводородного газа на объектах стратегического назначения

Автор: Шевцов С.А., Фетисов Е.В.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 1 (87), 2021 года.
Бесплатный доступ
Предложена технология безопасного и энергоэффективного хранения сжиженного углеводородного газа (СУГ) на объектах стратегического назначения. Разработана стратегия управления технологическими параметрами процесса конденсации паров СУГ и регазификации жидкой фазы. Особенность технологии заключается в применении парокомпрессионного теплового насоса как источника альтернативной энергии при стабилизации температурных режимов, предотвращающих потери СУГ и обеспечивающих заданную производительность регазификации при подаче потребителю. Компрессор теплового насоса позволяет обеспечить необходимую степень компрессионного сжатия в рабочем диапазоне температур в конденсаторе теплового насоса, а дросселирование хладагента через терморегулирующий вентиль обеспечивает стабилизацию необходимого давления, соответствующего заданному интервалу значений температур кипения хладагента в испарителе. Регулирование этих параметров в условиях случайных возмущений, обусловленных внешними факторами, создает условия для полной конденсации паров СУГ различного состава, образовавшихся в результате его самоиспарения, а также поддерживает производительность процесса регазификации в области заданных значений независимо от климатической зоны. Предлагаемое автоматическое управление позволит обеспечить точность и надежность управления за счет снижения разброса регулируемых параметров, обеспечить их варьирование в заданном диапазоне, что является существенным резервом интенсификации тепловых процессов при снижении величины пожарного риска и повышении экологической безопасности окружающей среды, в том числе за счет использования безвредного, негорючего, взрывобезопасного хладагента. Использование оперативной информации с объекта управления для регулирования температурных режимов конденсации паров сжиженного углеводородного газа в испарителе и его регазификации в конденсаторе парокомпрессионного теплового насоса в пределах заданных значений создает оптимальные условия хранения и отпуска газа в резервуарах большой вместимости с минимальными энергетическими затратами.
Углеводородный газ, хранение, регазификация, тепловой насос, безопасность, управление
Короткий адрес: https://sciup.org/140257337
IDR: 140257337 | УДК: 620.262 | DOI: 10.20914/2310-1202-2021-1-297-302
Technology for safe and energy-efficient storage of liquefied petroleum gas at strategic facilities
A technology for safe and energy efficient storage of liquefied petroleum gas (LPG) at strategic facilities has been proposed. A strategy for controlling the technological parameters of the process of condensation of LPG vapors and regasification of the liquid phase has been developed. The peculiarity of the technology lies in the use of a vapor compression heat pump as a source of alternative energy with stabilization of temperature regimes, preventing LPG losses and providing a given regasification performance when supplied to the consumer. The compressor of the heat pump allows to provide the required degree of compression in the operating temperature range in the heat pump condenser, and throttling of the refrigerant through the thermostatic valve ensures the stabilization of the required pressure corresponding to the set range of values of the boiling points of the refrigerant in the evaporator. The regulation of these parameters under conditions of random disturbances caused by external factors creates conditions for the complete condensation of LPG vapors of various compositions formed as a result of its self-evaporation, and also maintains the productivity of the regasification process in the range of specified values, regardless of the climatic zone. The proposed automatic control will ensure the accuracy and reliability of control by reducing the spread of controlled parameters, ensuring their variation in a given range, which is a significant reserve for the intensification of thermal processes while reducing the magnitude of the fire risk and increasing the environmental safety of the environment, including through the use of harmless, non-flammable, non-explosive refrigerant. The use of operational information from the control object to regulate the temperature regimes of condensation of vapors of liquefied hydrocarbon gas in the evaporator and its regasification in the condenser of a vapor compression heat pump within the specified values creates optimal conditions for storing and dispensing gas in large-capacity tanks with minimal energy costs.
Текст научной статьи Технология безопасного и энергоэффективного хранения сжиженного углеводородного газа на объектах стратегического назначения
Сжиженный углеводородный газ (СУГ) занимает ключевые позиции в топливно-энергетических балансах Российской Федерации и многих зарубежных странах и является важным сырьём для химической промышленности, что обусловлено рядом преимуществ данного вида топлива: минимум вредных выбросов при сгорании; высокая теплотворная способность; удобство хранения и транспортировки; низкая стоимость по сравнению с традиционными источниками энергии; увеличение ресурса работы двигателя, использующего СУГ в качестве топлива, в 1,5–2 раза и т. д.
Помимо значительного расширения применения СУГ в различных отраслях хозяйства, в России действует государственная программа «Развитие рынка газомоторного топлива», которая предусматривает глобальный перевод транспорта различного назначения на «голубое топливо» [6–20].
Все это приводит к росту мощностей газодобывающих и газоперерабатывающих предприятий и, конечно, предприятий хранения СУГ, сеть которых расположена повсеместно на территории Российской Федерации, в том числе и на объектах стратегического назначения.
В качестве оборудования для хранения СУГ в больших объёмах используются изотермические резервуары. К основным недостаткам СУГ относится повышенная взрывопожароопас-ность, что объясняется его физико - химическими свойствами, а хранение в больших объемах в случае нештатной ситуации может привести к авариям с катастрофическими последствиями.
Одна из последних аварий на объектах хранения СУГ произошла 12 июня 2020 года на казанской газораспределительной станции ООО «Газпром сжиженный газ».

Рисунок 1. Пожар на казанской газораспределительной станции ООО «Газпром сжиженный газ» 12.06.2020 г.
Figure 1. Fire at the Kazan gas distribution station , of Gazprom liquefied gas LLC on 12.06.2020
Казанская база СУГ является поставщиком СУГ для регионального рынка и является крупнейшим хранилищем сжиженного газа в Европе. Ежемесячно со станции реализуется 1–2 тыс. тонн сжиженных газов.
При совершении штатных технологических операций произошел взрыв одной из емкостей с СУГ. Взрывная волна обрушила здание операторной (один человек погиб). Затем начался пожар – горел резервуар с сжиженным газом. Факел пламени поднимался на 50 м это высота 14-этажного дома. Ликвидацией аварии занимались 199 сотрудников экстренных служб, 58 единиц техники, в том числе два пожарных поезда. Было обеспечено оцепление в радиусе 1,5 км.
Существовал риск взрыва других резервуаров с газом, которых на станции 24 штуки, поэтому пожарные непрерывно охлаждали стенки цистерн, чтобы они не нагревались. При реализации данного неблагоприятного сценария или при распространении пожара по разветвлённой сети трубопроводов на близлежащее предприятие «Казаньоргсинтез», то это привело бы к крупнейшей техногенной катастрофе в Татарстане.
Полностью горение было ликвидировано лишь спустя почти 18 часов после начала, путем выгорания топлива из резервуара и охлаждения водой оборудования.
Эта и подобные аварии показывают, что безопасность объектов хранения СУГ в изотермических резервуарах должна основываться на контролировании и предупреждении аварий, а не в тушении пожара, а разработка инновационных решений в этом направлении, основанных на автоматизации и механизации технологических процессов, является основой энергетической неуязвимости страны.
Метод повышения безопасности хранения сжиженного углеводородного газа
Предлагается технология хранения СУГ в изотермическом резервуаре с автоматическим управлением технологическими параметрами процессов конденсации паров в резервуаре и регазификации СУГ в замкнутых термодинамических циклах по тепловым и материальным потокам с использованием парокомпрессионного теплового насоса (рисунок 2).
Исходный СУГ (пропан-бутановую смесь) по линии 11 подается в изотермический резервуар 1 , где он хранится при постоянной температуре, не превышающей температуру кипения СУГ (от -40 °C до – 10 °C в зависимости от состава СУГ).
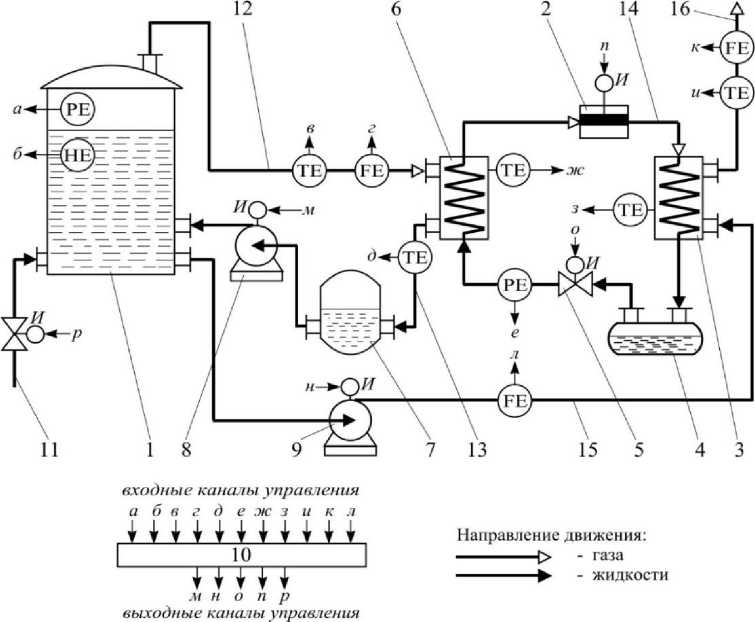
Рисунок 2. Схема автоматического управления процессами конденсации паров в изотермическом резервуаре и регазификации сжиженного углеводородного газа: 1 – изотермический резервуар с СУГ; 2 – компрессор, 3 – конденсатор, 4 – ресивер, 5 – терморегулирующий вентиль, 6 – испаритель; 7 – промежуточный сборник; 8, 9 – насосы; 10 – микропроцессор; линии: 11 – наполнения резервуара СУГ; 12 – отвода паров СУГ из изотермического резервуара 1 в испаритель 6; 13 – подачисконденсированных паров СУГ из испарителя 6 через промежуточный сборник 7 в изотермический резервуар 1; 14 – рециркуляции хладагента; 15 – подачиСУГ из изотермического резервуара 1 в конденсатор 3; 16 – подачипаров СУГ из конденсатора 3 потребителю; датчики: ТЕ – температуры; FE – расхода; HE – уровня; PЕ – давления; И – исполнительные механизмы
Figure 2. Scheme of automatic control of vapor condensation processes in an isothermal tank and regasification of liquefied hydrocarbon gas: 1 – isothermal tank with LHG; 2 – compressor, 3 – condenser, 4 – receiver, 5 – thermostatic expansion valve, 6 – evaporator; 7 – intermediate collector; 8, 9 – pumps; 10 – microprocessor; lines: 11 – LPG tank filling; 12 – LPG vapor removal from isothermal tank 1 to evaporator 6; 13 – LPG condensed vapor supply from evaporator 6 through intermediate collector 7 to isothermal tank 1; 14 – refrigerant recirculation; 15 – LPG supply from isothermal tank 1 to condenser 3; 16 – LPG vapor supply from condenser 3 to consumer; sensors: TE – temperature; FE – flow; HE – level; PE – pressure; И – actuators
Хранение СУГ в изотермическом резервуаре 1 осуществляется при постоянной температуре, соответствующей заданному давлению паров СУГ, которое поддерживается в резервуаре за счет их отвода по линии 12 в испаритель 6 теплового насоса. Сконденсированные пары СУГ в испарителе 6 по линии 13 отводят сначала в накопительный сборник 7 , а затем с помощью насоса 8 по линии 13 направляют в изотермический резервуар в режиме замкнутого цикла.
По мере необходимости СУГ по линии 15 насосом 9 подается в конденсатор 3 парокомпрессионного теплового насоса, где происходит процесс регазификации газа за счет тепла выделяемого при конденсации хладагента, после чего образовавшуюся газовую фазу СУГ подается потребителю по линии 16 .
В соответствии с термодинамическим циклом парокомпрессионного теплового насоса хладагент всасывается компрессором 2 , сжимается до давления конденсации и по контуру рециркуляции 14 направляется в конденсатор 3 , где конденсируясь, он отдает теплоту нарегази-фикацию СУГ.
Затем хладагент направляется в ресивер 4 , что позволяет сбалансировать возможные пульсации хладагента в контуре рециркуляции, и далее в терморегулирующий вентиль 5 , где дросселируется до заданного давления. С этим давлением хладагент поступает в испаритель 10 , где он испаряется с выделением холода. Пары хладагента по замкнутому контуру направляются в компрессор 2 , сжимаются до давления конденсации и термодинамический цикл повторяется.
Информация о ходе процессов конденсации паров СУГ в испарителе и их регазификации в конденсаторе теплового насоса с помощью датчиков передается в микропроцессор 10 , который по заложенному в него программнологическому алгоритму осуществляет оперативное управление технологическими параметрами посредством исполнительных механизмов с учетом накладываемых на них ограничений, обусловленных как снижением величины пожарного риска, так и экономической целесообразностью.
Фактическое количество СУГ в изотермическом резервуаре, подаваемое по линии 11 , микропроцессор определяет по уровню с помощью датчика уровня и устанавливает в соответствии с нормативными документами 80…85 % от объема резервуара.
По текущим значениям расхода и температуры паров СУГ, образовавшихся в результате самоиспарения в изотермическом резервуаре 1 , микропроцессор 10 определяет тепловой поток с парами СУГ, подаваемый в испаритель 6 по линии 12 , в соответствии с которым устанавливают коэффициент теплопередачи на охлаждающей поверхности испарителя 6 парокомпрессионного теплового насоса. В процессе теплопередачи между парами СУГ и хладагентом микропроцессор осуществляет воздействие на температуру кипения хладагента путем регулирования давления хладагента перед испарителем 6 , дросселирующего через терморегулирующий вентиль 5 .
По температуре и расходу паров сжиженного углеводородного газа на входе в испаритель 6 , температуре сконденсированного сжиженного углеводородного газа после испарителя и температуре кипения хладагента в испарителе микропроцессор устанавливает текущее значение коэффициента теплопередачи на охлаждающей поверхности испарителя, которое определяет по формуле: k = Q[F A t , где Q = Vc p t i - количество теплоты, подаваемое с потоком паров СУГ из изотермического резервуара в испаритель парокомпрессионного теплового насоса, кДж/ч; c, р - средние значения теплоемкости, кДж/(кг - К), плотности, кг/м 3 паров СУГ соответственно; V – объемный расход паров СУГ, подаваемый в испаритель, м 3 /ч; F – площадь теплообменной поверхности испарителя, м 2 ; A tc р = (1 1 — 1 2 ) / ln [ ( 1 1 - t 3 )/ ( t 2 - 1 3 ) ] - среднелогарифмический температурный напор, о С; t 1 , t 2 – температура паров СУГ на входе и выходе из испарителя, С; t 3 – температура кипения хладагента в испарителе,о С.
Полученное значение коэффициента теплопередачи на охлаждающей поверхности испарителя непрерывно корректируется по величине давления паров СУГ в изотермическом
По расходу СУГ в линии 15 перед конденсатором 3 парокомпрессионного теплового насоса, подаваемого насосом 9 , микропроцессор устанавливает температуру конденсации хладагента в конденсаторе воздействием на степень компрессии паров хладагента путем регулирования мощности привода компрессора 2 с коррекцией по расходу паров СУГ, подаваемых потребителю по линии 16 . Исходя из балансовых соотношений, количество газовой фазы в линии 16 должно строго соответствовать расходу СУГ в линии 15 . Отклонение расхода паров СУГ от заданного значения в сторону уменьшения свидетельствует о неполном фазовом переходе СУГ в пары, что требует коррекции температуры конденсации хладагента путем увеличения мощности привода компрессора.
Для реализации способа предлагается использовать хладагент, например, Хладон 13В1 CF 3 Br с температурой кипения -57,8 °C и критической температурой 66,9 °C. При этом компрессор обеспечит необходимую степень компрессионного сжатия в рабочем диапазоне температур конденсации хладагента в конденсаторе теплового насоса до 35 °C, а дросселирование хладагента через терморегулирующий вентиль 5 обеспечит стабилизацию необходимого давления, соответствующего заданному интервалу значений температур кипения хладагента в испарителе теплового насоса –55…–20 °C. Регулирование этих параметров в условиях случайных возмущений, обусловленных внешними факторами, позволит обеспечить полную конденсацию паров сжиженного газа различного состава, образовавшихся в результате его само-испарения паров из изотермического резервуара, а также регулировать производительность процесса регазификации независимо от климатической зоны.
Заключение
Предлагаемое автоматическое управление позволит обеспечить точность и надежность управления за счет снижения разброса регулируемых параметров, обеспечить их варьирование в заданном диапазоне, что является существенным резервом интенсификации тепловых процессов при снижении величины пожарного риска и повышении экологической безопасности окружающей среды, в том числе за счет использования безвредного, негорючего, взрывобезопасного хладагента.
Использование оперативной информации с объекта управления для регулирования температурных режимов конденсации паров сжиженного углеводородного газа в испарителе и его регазификации в конденсаторе парокомпрессионного теплового насоса в пределах заданных значений создает оптимальные условия хранения и отпуска газа в резервуарах большой вместимости с минимальными энергетическими затратами.
Список литературы Технология безопасного и энергоэффективного хранения сжиженного углеводородного газа на объектах стратегического назначения
- Пожар на газораспределительной станции в Казани. URL: https://tass.ru/proisshestviya/8716257
- Yadav B.C., Yadav A., Shukla Т., Singh S. et al. Solid-state titania-based gas sensor for liquefied petroleum gas detection at room temperature //Bulletin of Materials Science. 2011. V. 34. №. 7. P. 1639-1644. doi: 10.1007/sl2034-011-0370-3
- Shevtsov S.A., Kargashilov D.V., Shutkin A.N. Fire and explosion safe technology of storage and regasification of liquefied petroleum gas // Chemical and Petroleum Engineering. 2018. V. 54. № 1-2. P. 38^10. doi: 10.1007/sl0556-018-0435-x
- Shevtsov S.A., Kargashilov D.V., Zenin A. Y. Control system for the process of storing liquefied petroleum gas in an isothermal tank within the range of fireproof and explosionproof operating parameters // Chemical and Petroleum Engineering. 2020. V. 56. № 1-2. P. 105-108. doi: 10.1007/sl0556-020-00746-3
- Пат. № 2681559, RU, F17C 9/02, F17C9/02. Способ управления процессами конденсации паров в изотермическом резервуаре и регазификации сжиженного углеводородного газа / Шевцов С.А., Каргашилов Д.В., Шуткин А.Н., Усачев Д.К., ФедорищевВ.Р. № 2017136522; Заявл. 16.10.2017; Опубл. 11.03.2019, Бюл. № 8.
- Moura L.G. et al. Steam reforming of liquefied petroleum gas using catalysts supported on ceria-silica //International Journal of Hydrogen Energy. 2021. V. 46. №. 2. P. 1801-1814. doi: 10.1016/j.ijhydene.2020.10.021
- Feng J. et al. Emissions of nitrogen oxides and volatile organic compounds from liquefied petroleum gas-fueled taxis under idle and cruising modes // Environmental Pollution. 2020. V. 267. P. 115623. doi: 10.1016/j.envpol.2020.115623
- Wang M. et al. On-road tailpipe emission characteristics and ozone formation potentials of VOCs from gasoline, diesel and liquefied petroleum gas fueled vehicles // Atmospheric Environment. 2020. V. 223. P. 117294. doi: 10.1016/j.atmosenv.2020.117294
- Lee I. et al. Rapid synthesis of graphene by chemical vapor deposition using liquefied petroleum gas as precursor // Carbon. 2019. V. 145. P. 462-469. doi: 10.1016/j.carbon.2019.01.004
- Shen G. et al. Evaluating the performance of household liquefied petroleum gas cookstoves // Environmental science & technology. 2018. V. 52. №. 2. P. 904-915. doi: 10.1021/acs.est.7b05155
- Buchanan A.H., Abu A.K. Structural design for fire safety. John Wiley & Sons, 2017.
- Purkiss J.A., Li L.Y. Fire safety engineering design of structures. CRC press, 2013.
- 01awoyin R. Nanotechnology: The future of fire safety // Safety science. 2018. V. 110. P. 214-221. doi: 10.1016/j.ssci.2018.08.016
- De Boer J., Stapleton H.M. Toward fire safety without chemical risk // Science. 2019. V. 364. №. 6437. P. 231-232. doi: 10.1126/science.aax2054
- Paltrinieri N., Tugnoli A., Cozzani V. Hazard identification for innovative LNG regasification technologies // Reliability Engineering & System Safety. 2015. V. 137. P. 18-28. doi: 10.1016/j.ress.2014.12.006
- Gomez M.R., Garcia R.F., Gomez J.R., Carril J.C. Review of thermal cycles exploiting the exergy of liquefied natural gas in the regasification process // Renewable and Sustainable Energy Reviews. 2014. V. 38. P. 781-795. doi: 10.1016/j.rser.2014.07.029
- Mehrpooya M., Sharifzadeh M.M.M., Katooli M.H. Thermodynamic analysis of integrated LNG regasification process configurations // Progress in Energy and Combustion Science. 2018. V. 69. P. 1-27. doi: 10.1016/j.pecs.2018.06.001
- Atienza-Marquez A., Bruno J.C., Coronas A. Cold recovery from LNG-regasification for polygeneration applications //Applied Thermal Engineering. 2018. V. 132. P. 463-478. doi: 10. lbl6/j.applthermaleng.2017.12.073
- La Rocca V. Cold recovery during regasification of LNG part two: Applications in an Agro Food Industry and a Hypermarket//Energy. 2011. V. 36. №. 8. P. 4897-4908. doi: 10.1016/j.energy 2011.05.034
- Park J., Lee I., You F., Moon I. Economic process selection of liquefied natural gas regasification: power generation and energy storage applications // Industrial & Engineering Chemistry Research. 2019. V. 58. №. 12. P. 4946-4956. doi: 10.1021/acs.iecr.9b00179
