Технология ультразвукового формирования непаяных соединений электрических плат с контролем усилия запрессовки

Автор: Шуваев В.Г.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 т.24, 2022 года.
Бесплатный доступ
В работе рассматриваются вопросы технологии формирования непаяных соединений электрических плат с применением ультразвуковых колебаний. Описывается разработанное и запатентованное устройство для формирования ультразвуковых продольно-крутильных колебаний, дающее возможность существенно уменьшить усилие запрессовки, модифицировать свойства поверхностных слоев деталей и проводить контроль усилия запрессовки контактных штырей.
Непаяные соединения, качество, ультразвук, сложные колебательные воздействия, усилие запрессовки
Короткий адрес: https://sciup.org/148325125
IDR: 148325125 | УДК: 621.88.084 | DOI: 10.37313/1990-5378-2022-24-3-60-62
The technology of ultrasonic formation of soldered connections of electrical boards with the control of the pressing force
The paper discusses the issues of technology for the formation of non-soldered connections of electrical boards using ultrasonic vibrations. A developed and patented device for the formation of ultrasonic longitudinal torsional vibrations is described, which makes it possible to significantly reduce the pressing force, modify the properties of the surface layers of parts and control the pressing force of contact pins.
Текст научной статьи Технология ультразвукового формирования непаяных соединений электрических плат с контролем усилия запрессовки
Непаяные соединения стали применять вследствие невозможности использования пайки и припоя в некоторых случаях, связанных как с увеличением плотности монтажа, наличием больших массивов металла (меди) и невозможностью его прогрева. В таких случаях производят запрессовку контактов в металлизированные отверстия в печатных платах. Этот метод непаяного соединения получил название press-fit и широко распространен в технологии сборки электронных плат, в тех случаях, когда методы пайки не обеспечивают качественного соединения [1].
Соединения запрессовкой формируются путем впрессовывания контактов в металлизированные отверстия в платах, причем диаметр контакта больше чем диаметр отверстия, что и обеспечивает надежность соединения. Прессовые соединения обладают существенными преимуществами по сравнению с паяными, у них исключается вероятность возникновения коротких замыканий из-за мостиков припоя, отсутствуют температурные воздействия на печатную плату, простота реализации соединений, отсутствие газовых выделений и остатков флюса и т.д. [2].
значение усилий запрессовки не должно превышать в процессе запрессовки 150 Н, то есть при формировании соединения необходимо производить контроль усилия запрессовки, что приведет к повышению надежности и работоспособности прессовых соединений.
В статье рассматривается технология запрессовки штырьков в платы с дополнительным использованием ультразвуковых колебаний, вводимых в процессе сборки. В процессе ультразвукового поверхностного пластического деформирования имеет место одновременное статическое и динамическое нагружение, периодически повторяющееся с частотой колебаний и распространяющееся на сравнительно малую площадь деформирования поверхности детали. Ультразвуковое воздействие снижает исходную шероховатость поверхности детали и формирует остаточные напряжения сжатия, повышает микротвердость поверхности и обеспечивает благоприятное ее распределение по глубине модифицированного слоя. Кроме того, под действием ультразвуковых колебаний происходит самоцентрирование контактного штыря и существенно снижается трение в процессе запрессовки [4].
Контроль качества прессовых соединений в процессе запрессовки предлагается проводить методами вибрационной диагностики, путем измерения вибраций механической колебательной системы, образованной запрессовываемыми деталями. Когда частота вынуждающих колебаний приближается к частоте собственных колебаний системы, происходит быстрое увеличение коэффициента динамичности системы μ, показывающего во сколько раз амплитуда вынужденных колебаний больше перемещения, вызываемого статически приложенной силой [5]:
μ = 1/[1- ω в2/ ω 2с ] , где ω в – частота вынуждающих колебаний;
ω с – частота собственных колебаний механической системы.
Резонансная кривая системы строится как зависимость коэффициента динамичности μ от отношения частот ω в/ ω с. Непрерывное измерение коэффициента динамичности в процессе запрессовки и сравнение его с эталонными значениями позволяет определять качество запрессовки для каждого соединения.
На рисунке 1 представлено устройство для монтажа контактных штырей на печатные платы и непрерывного контроля качества соединения [6, 7].
Устройство содержит концентратор для усиления механических колебаний 1, на боковой поверхности которого выполнены наклонные пазы 2. Выполнение на боковой поверхности концентратора наклонных пазов приводит к возникновению дополнительных крутильных колебаний, способствующих запрессовке. Для возбуждения ультразвуковых колебаний применен пакетный пьезокерамический преобразователь 3, зажатый при помощи шпильки и гайки 6 между концентратором 1 и противовесом 5. Под крышкой 4 размещен датчик силы 7, замеряющий усилие запрессовки. Запрессовываемый электрический контакт 8 через сквозное металлизированное отверстие 9 запрессовывается в печатную плату 10. Датчик вибрации 11 воспринимает прошедшие через формируемое соединение механические колебания и преобразует их в электрический сигнал, который поступает на входы частотомера 13 и измерителя амплитуды вибрации 12. С выхода измерителя амплитуды вибрации сигнал поступает в блок определения резонанса 15 и в программный блок 14, в котором определяется амплитудночастотная характеристика и вычисляется коэффициент динамичности колебательной системы. К выходу программного блока подключен блок индикации 16. В состав блока определения резонанса 15 входит пиковый детектор, при помощи которого амплитуда вибрации запоминается в строгом соответствии с текущим значением частоты.
Устройство работает следующим образом.
Преобразователь колебаний 3 возбуждает продольные ультразвуковые колебания с частотой 18000-23000 Гц и амплитудой до 10-20 мкм. Преобразователь колебаний может быть выполнен, например, на основе пакетного пьезокерамического преобразователя из шайб пьезокерамики осевой поляризации типа ЦТС-19.
При подаче с генератора электрического напряжения синусоидальной формы и резонансной частоты (на чертеже не показан) на обкладки пакетного пьезокерамического преобразователя, он, изменяя вследствие обратного пьезоэффекта свои геометрические размеры, возбуждает механические колебания концентратора 1 и, соответственно, электрического контакта 8, который и запрессовывается в отверстие 9 платы 10. Одновременно сдатчика вибрации 11 поступает электрический сигнал, пропорциональный вибрационным сигналам, который обрабатывается в программном блоке 14 и в блоке определения резонанса 15. Измеренное текущее значение коэффициента дина-
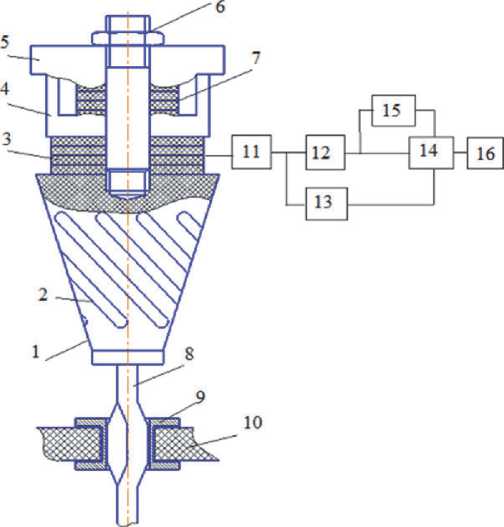
Рис.1. Ультразвуковое устройство для монтажа контактных штырей на печатные платы
мичности сравнивается с эталонным значением и по результатам сравнения принимается решение о качестве сформированного соединения.
Предлагаемая технология ультразвуковой запрессовки деталей дает возможность получать оперативную информацию о параметрах формируемого соединения, выявлять отклонения от заданных характеристик и оперативно вносить необходимые коррективы в технологический процесс. Увеличение глубины диагностики позволяет выявлять и локализовывать «тонкие» дефекты, повышать качество соединений без ужесточения технологии за счет средств неразрушающего контроля. Применение устройства позволит снизить в 2-4 раза усилие запрессовки за счет снижения коэффициента трения в условиях ультразвуковых колебаний.
Список литературы Технология ультразвукового формирования непаяных соединений электрических плат с контролем усилия запрессовки
- IEC 6 0352-5, Solderless Connections - Part 5: Press-in connections - General requirements, test met hods and practical guidance, Edition 3.0, 2008-01.
- Reliability of PressFIT Connections / Stolze Т. Etall // Infineon T echnologies A G, www.bodospower.com, june. 2008.
- Плотников, Ф.Г. Непаяные соединения, выполняемые запрессовкой, - новый класс соединений на российском рынке электронной техники / Ф.Г. Плотников // Компоненты и технологии. - 2001. - № 1.
- Шуваев, В.Г. Адаптивная система управления ультразвуковой запрессовкой с оценкой качества формируемых соединений / В.Г. Шуваев // Международный симпозиум "Надежность и качество", Пенза, 25-31 мая, 2013. - 2 том. - С. 278-279.
- Патент РФ № 1731572. Способ запрессовки деталей/ В.А. Николаев, В.Г. Шуваев // 11.10.93. Бюл. № 19.
- Шуваев, В.Г. Формирование непаяных соединений электрических плат с применением ультразвуковой запрессовки / В.Г. Шуваев, Е.В. Благороднова // Международный симпозиум "Надежность и качество". - 2020. - № 2. - С. 302 -303.
- Патент РФ № 2 759 639. Устройство для монтажа контактных штырей на печатные платы / В.Г. Шуваев, Е.В. Благороднова // 16.11.2021. Бюл. № 32.
