Температура резания инструментами с износостойкими покрытиями

Автор: Рыжкин Анатолий Андреевич, Пучкин Владимир Николаевич, Моисеев Денис Витальевич, Висторопская Флора Александровна
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 4 (79) т.14, 2014 года.
Бесплатный доступ
Показано, что наличие покрытий на краях лунки и задней поверхности инструмента изменяет термо-ЭДС (ТЭДС), измеряемую методом естественной термопары, на величину не более 0,3-0,7 %. (Это следует из анализа электрической схемы зоны резания.) Значит, на ТЭДС (температуру резания) будет оказывать влияние лишь состав и свойства покрытий. Модельными теоретическими расчетами температуры по предложенной авторами зависимости показано, что температуры минимальны при использовании однослойных покрытий ZrO 2, TiN, AlN (для пары Т15К6 - Сталь 45) и ZrN, AlN, ZrO 2 и Al 2O 3 ( для пары Т15К6 - 12Х18Н10Т). Эксперименты по точению стали 45 твердосплавными пластинками Т15К6 подтвердили эффективность покрытий TiN+AlN, когда температура резания, усадка стружки и длина контакта по передней поверхности (l п) меньше, чем для базового сплава Т15К6.
Температура резания, тэдс, зоны резания, износостойкие покрытия, контактные процессы
Короткий адрес: https://sciup.org/14250096
IDR: 14250096 | УДК: 621.9 | DOI: 10.12737/6897
Coated tool cutting temperature
The analysis of the cutting area circuit diagram has shown that coatings on the edges of the hole and on the flank surface of the tool change the thermoelectric power measured by the dynamic thermocouple to the value of not more than 0.3-0.7%. So, only the composition and properties of the coatings will have an effect on the cutting temperature. Model theoretical temperature calculations according to the dependence proposed by the authors have shown that the temperatures are minimal when using single coatings ZrO 2, TiN, AlN (for couples Т15К6 - St45), and ZrN, AlN, ZrO 2, Al 2O 3 (for couples Т15К6 - 12H18N10Т). Experiments on turning St45 by carbide plates made of T15K6 have proved the efficiency of TiN+AlN coatings when the cutting temperature, chip shrinkage, and contact length on the front face (l c) are less than for the base alloy T15K6.
Текст научной статьи Температура резания инструментами с износостойкими покрытиями
В настоящее время появились исследования влияния состава покрытий на прочностные характеристики и напряженное состояние твердых сплавов [7]. Изучен механизм влияния тонкослойных - уменьшение сил резания и температуры при использовании некоторых композиционных покрытий [7]. Анализ теплового состояния зоны контакта при резании показал [И], что передняя и задняя поверхности инструмента находятся в неодинаковых термодинамических условиях, и температура задней поверхности в силу специфики контакта и напряженного состояния оказывается меньше, чем на передней поверхности. В этой связи механические, физические и химические свойства покрытий - сплавных пластин с покрытиями, например Plastit, рекомендуют использовать для передней и задней поверхностей пластин разные по составу покрытия (в зависимости от условий обработки: черновая, получистовая, чистовая).
В условиях обработки резанием на автоматизированном оборудовании (станки с ЧПУ, ГПС и др.) в настоящее время используются форсированные режимы резания с целью повышения производительности. При этом процесс протекает при повышенных температурах. В этих условиях необходимо иметь надежные методы экспериментальной и аналитической оценки температур.
Оценка теплового состояния зоны резания. Метод естественной термопары — один из самых известных и надежных методов экспериментальной оценки температур в условиях трения и резания. Он позволяет оценить среднюю температуру контакта (зоны резания) без акцента на одну из контактных поверхностей. Данный метод применяется и для изучения тепловых явлений при резании с покрытиями. Поэтому анализ «электрического» состояния контакта применительно к процессу резания представляет научный и практический интерес.
Рис. 1. Схема контакта: 1 — инструмент, 2 — деталь/стружка, 4 — толщина покрытия, Ап — длина контакта по передней поверхности, /йп — длина контакта по задней поверхности
На рис. 1 представлена схема контакта стружки с передней поверхностью и обрабатываемой детали с задней поверхностью инструмента. При этом предполагается, что на контактных площадках покрытие отсутствует (зоны h 2и2). Предполагается также, что покрытие сохраняется на полочке 1-2 и 3-4 на выходе стружки из контакта и на задней поверхности (зоны h 1и h 3).
Составим эквивалентную электрическую схему контакта зоны резания, представив линейно переднюю и заднюю поверхности, на которых действуют элементарные ЭДС (рис. 2).
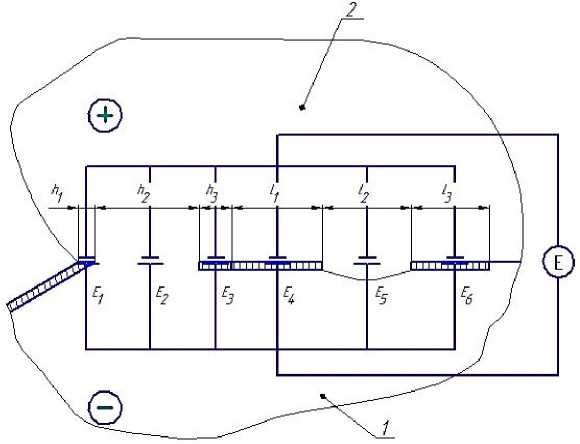
Рис. 2. Электрическая схема контакта зоны резания
В результате зона резания представляет собой параллельное соединение микро- или мини-термопар, которые формируют суммарный сигнал ТЭДС Е, фиксируемый измерительным устройством. Как видно (см. рис. 2), ТЭДС Е 1, Е 3, Е 4и Е 6 формируются через слой покрытия, а Е 2 5
свободных от покрытия, т. е. между стружкой и инструментом и заготовкой и инструментом. На рис. 2 минус — это знак ТС, а плюс — обрабатываемый материал (сталь).
Из рис. 2 следует, что согласно методу узлового напряжения [12] в цепи, содержащей п параллельных источников ТЭДС, суммарная ТЭДС равна:
X-' с X ' ^/
1;<

, 1
1 "Ri
где: д, — проводимость, R, — омические сопротивления -го участка
Но

где р, — удельное омическое сопротивление, /, и f, — длина и площадь -го участка
С учетом (2) и (1) будем иметь
< .
р,<
Если Ь— ширина среза (рис. 1), то из схемы рис. 2 получаем ^^ = b ( h 1 + h 2 3 1 2+ /3)
И, окончательно,
Е = Е 1 1 2 h 2 3 h 3 + Е 4 L 1 5 L 2 + E 6 L 3
h1 2 3 12+ /3
Оценим порядок величин h 1 , h 2 , h 3 , i 1, /2, /3.
A
( 10
sin a
Приняв толщину покрытия Д равной 2—3 мкм, найдем, что величина h 1
(2...5) • 10 33
резцовой пластины), или h 1 ...0 17 (12...30) 10 3мм. Такого же порядка величина
/3 (10...30) 10 3 мм. Как известно [8], длина контакта стружки с передней поверхностью равна:
1+ /225- sin Ф[(1-tgi)+ sec Y],(5)
где /1 — длина упругого контакта (/1 0, 5 'пп ); S — подача, мм/об; ср — главный угол в плане резца; у — передний угол; Ка — коэффициент укорочения (усадки) стружки.
Если принять Ка равным 2-4; 5 = 0,2 мм/об; у = 0и ф = 45 , то 4„ = 2 0,2 2 [2,1 +1] 2,48 (ДЛЯ
Ка = 2 ) И 'пп — 4,96 (для Ка = 4 ).
В результате получим: /1 2 1,25 ... 2,5 мм. Примем h 2 3 0,1 ... 0,5 мм.
Знаменатель выражения (4) будет равен
^^1,= (12...30) 10 3 + (0,1 ... 0,5) + (2 ... 5) 10 3 + (1,25...2,5) + (0,57...4) + (10 ... 30) 10 3 .
Здесь первый, третий и шестой члены можно опустить из-за их малости
Е(h1+ h3+ /6) (24...65) 10 3мм^ по сравнению с величиной (h2+ У1+ /2) (2,55...6,5) мм. При этом процент ошибки от такой процедуры составит [
(24...65) • 10
(1,92...7)
] 100% (0,93 1,25)%.
Таким образом, если на контактных площадках резца покрытие отсутствует (фиксированные режимы резания, длительное время работы инструмента, обрабатывается материал высокой механической прочности), то измеряемая термо-ЭДС Е с малой погрешностью соответствует реальной температуре зоны резания.
Формула (4) для оценки е с учетом приводимых рассуждений примет вид
ЕЛ 2 h 2 4 L 1 + Е 5 / 2 .
h 2+ >1+ /2
Так как в реальных условиях резания /1+ /2 'пп 2 а [ Ка (1 -tg^ )+ sec у], a h 2 3
поверхности, то итоговая ТЭДС равна
33+ 4,5^п h3 + ^п
Так как термо-ЭДС отражает уровень температуры, то, очевидно, средняя температура контакта (тем пература резания) будет равна:
Tan'h 3
h3 ^'пп
Такую формулу дает А. Н. Резников [13] и повторяет В. И. Клименко [14].
Оценка прямого влияния покрытия на температуру контакта. Как отмечалось в [8, 9], покрытия, наносимые на инструмент, оказывают на процесс трения и износа прямое, косвенное и комбинированное влияние. Оценим прямое влияние покрытий на тепловое состояние зоны трения, имея в виду, что, из-за разных теплофизических и трибологических характеристик они могут определять и уровень температуры при трении. Варианты решения задач теплопроводности при наличии покрытия на контакте были представлены в [15] и [16]. Здесь используем решение для случая, когда на инструментальном материале имеется однослойное покрытие [15].
Примем стержневую модель пары трения (рис. 3). Стружка (тело 2) скользит со скоростью Vc = — Ка относительно неподвижного полупространства — инструмента (тело 1) и прижимается к нему с силой N. Примем, что за слоем покрытия инструмент обменивается теплом с окружающей средой.
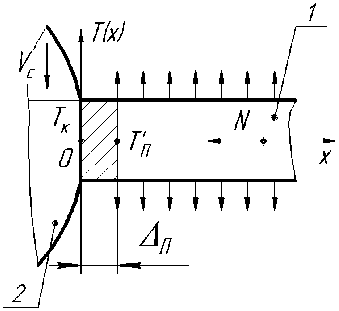
Рис. 3. Модель пары трения с однослойным покрытием толщиной Дп на инструменте
Уравнения теплопроводности запишем для двух зон:
Зона 0 < х <АП‘.
^ZoW = о (9)
Эх с граничными условиями
_(Ll£0£
|^0- , ^И)^, где Ал — коэффициент теплопроводности покрытия. :
lhW_m№0 = O (10)
ох с граничными условиями т (х) эт^_ ЭТ^
I О, .
Эх Эх Эх
Здесь m 1 =
— параметр, учитывающий теплообмен стержня со средой [2], где о — коэффици-
1 1
Решение уравнений (9) и (10) дает:
т ,(х) = (1-^(а/7-х) + 7-/; =
(1-g)t7
X
(А - х) + —_^^
( Х)
Т0(x) = (1-(x)q(^2L . (1-ос)(7 .
т , (X) = - v 14 ; Т( (х):
,
_ (1-а)б7 X 1/771
.
(На)
:
Тк = (l-a)q(^-
X 1/771
).
1); (1
теплового потока, поступившего в инструмент с покрытием; о — доля теплового потока, ушедшего со стружкой.
Чтобы рассчитать Тк по уравнению (12), необходимо знать (1-о). Этот параметр найдем, ре-
( ная задача).
Для тела 2 дифференциальное уравнение теплопроводности имеет вид:
ЭТ ;(х,т) 527;(х,т)
дт 2 5х2
с граничными условиями
572(х,т)| =_О£
■ 2H(^ai2 - о ■ л (х т) =о
; 1х=со—0 ; /2(Л,С)к=0 0 .
ох
Эх 0
В (13): т — время, аг— коэффициент температуропроводности материала стружки (обрабатываемой детали).
Решим (13), применив преобразование Лапласа [17]:
S27V,r)
= Т[(x,s); ЦТ^х^Т^х^ ,
где s— оператор Лапласа.
Но Т^ = sTL(x,s) - TL (^О) [17] и TLlx,^ = 0 (это следует из граничного условия 72(%,8) |5=0= 0).
Тогда уравнение (13) в изображениях примет вид:
с граничными условиями Т’(x,s) |
Т^ (X,S}- — TL(X,S} = 0
-77^, Т^х-!> U= 0; TL(x,s^ ^0= 0.
5 К 2
Общее решение (14) имеет вид [17]:
TL (%,£) = A?''2 -vBew ,
откуда:
К (x,s) =
Из (16), применяя граничные условия к уравнению (14), получим:
х = 0:_1^ = А
S X 2 '
, х = оо : 0 =
.
Откуда А=О, а В = — -А—.
х 2 sVs
Тогда (15) примет вид:
L(x-s) 1 „ rz
2 S^S
.
По таблицам обратных преобразований [17] найдем оригинал функции (16):
Т 2^,5)
Откуда:
тк = Т ^,01
Решая совместно уравнения (13) и (19), найдем о:
(1-а)<7(^ + —
^п 1^1
= а<7.
7.2 V^2C2P2
■ ) = 1,13at7 Т^=, 2^2 Р2
1,13^20=
2С2Р2
1^1
+ ( V - 1 )
^п ^ 1^1
.
где
т = — — время контакта, с,
/, = 2 5 • sin ^Ка [(1 tg у)+ sec у], М.
Здесь у — передний угол резца; Ка — коэффициент укорочения («усадки») стружки; S — подача, м/об; ф — главный угол в плане.
Температура контакта может быть рассчитана по уравнениям (19) и (20), с учетом (21) и (22).
При этом необходимо знать коэффициенты теплопроводности покрытий Ал, их толщины Дп и плотно
.
Для ориентировочных расчетов Тк примем, что тепловой поток ^формируется только работой сил трения Ли определяется зависимостью:
^ = v К =т.
V к ,
где тЛ — касательное напряжение на передней поверхности, Н/м ; V— скорость резания, м/с.
Если f = tS , м2 — площадь сечения среза, то:
F N\x т" ts
.
Здесь F = /Уц — сила трения на передней поверхности; N— нормальная сила (см. рис. 1); р — коэффициент трения; t— глубина резания; S— подача на оборот.
В результате будем иметь:
/Уц V qp " ts‘ Ка
.
Для расчетов влияния на Тк покрытий разного состава примем N=100H, сечение среза t ■ S = 6 = 0,07-10-6м2. Скорость резания V, усадку стружки Ка и Т примем постоянными для выбранного обрабатываемого материала и базового твердого сплава.
Толщины покрытий принимались одинаковой величины м и оставались неизменными в процессе трения. Значения Ал и р брались из [16-21] и приведены в табл. 1.
Таблица 1
Характеристики карбидных, нитридных и оксидных покрытий
|
^^^Зокрытие Свойства"'\^^ |
Карбиды |
Нитриды |
Оксиды |
||||||
|
WC |
TiC |
ZrC |
TiN |
ZrN |
AlN |
TiO2 |
ZrO2 |
Al2O3 |
|
|
Коэффициент трения, р |
0,14 |
0,08 |
0,14 |
0,16 |
0,13 |
0,12 |
0,15 |
0,11 |
0,4 |
|
Коэффициент теплопроводности Ап, ВтДмтрад) |
29,3 (34) |
28 |
27,2 (33,5) |
29 |
25,6 (14) |
16 (53) |
7 (6,53) |
1,4 (1,95) |
25 (28,3) |
Расчеты проводились для твердых сплавов Т15К6 (Л1 = 27,2 ВтДмтрад); m 1 =12,3м-1) и ВК8(А1 = 27,2 ВтДмтрад); m 1 =8,6м-1).
Геометрия пластин: у=-5°;Ф=
Ст45 (Ов=548 МПа; Л2 = 40,1 ВтДмтрад); с 2р2 =5,02-106 Дж/м3■град; 02 = 6м2/c); 12X18H10T
(Ов=630МПа; А2=22,6 ВтДмтрад); с 2р2 = 4,5-106 Дж/м3 трэд;о2 = 5-10-6м2/c).
Для пары Т15К6 — Ст45 примем V = 1,2 м/с; Ка = 3,7; m 1 = 12,3. Для Т15К6— 12Х18Н10Т V = = 3,0; m 1 = 12,3. Для пары ВК8 —12Х18Н10Т / = 2,0 м/с; Ка = 1,7; mi = 8,6.
Время т определяем по (21) с учетом (22):
2 S sinФ-^ [(1 tg Y ) + sec yK
V
Для пары Т15К6 — Ст45
|
2 0,14 sin35 3,7 (1 + tg5 )+ 1 3,7 cos5°J ' |
|
1,2 |
0,37 10 3
Для пары ВК8 — 12X18Н10Т
|
2 0,14 sin35 1, 7 (1 + tg5 )+ 1 1,7 cos 5°J ' 3 |
|
0,86 10 |
|
2 |
Для пары Т15К6 — 12X18Н10Т:
2 0,14 sin35 3
(1 + tg5 )+ 1
cos5°
1,13 10 3
1,7
В табл. 2 приведены расчеты параметров теплового состояния зоны трения при прямом влиянии покрытий: плотность теплового потока q, контактные температуры Тк и величины температурных
.
Таблица 2
Характеристики теплового состояния зоны контакта при учете прямого влияния покрытий
|
Тип покрытия |
Параметры теплового состояния для пар |
||||||||
|
Т15К6 — Ст45 |
Т15К6 — 12Х18Н10Т |
ВК8 — 12Х18Н10Т |
|||||||
|
^■ю6, Вт/м2 |
, °C |
grad Т- 105, °C |
^■ю6, Вт/м2 |
, °C |
grad Т- 105, °C |
^■ю6, Вт/м2 |
, °C |
grad Т- 105, °C |
|
|
WC |
64 |
98 |
2,18 |
114 |
428 |
3,89 |
150 |
490 |
3,21 |
|
TiC |
36,6 |
56 |
1,31 |
65,1 |
245 |
2,33 |
85,7 |
262 |
1,84 |
|
ZrC |
60 |
91 |
2,21 |
114 |
429 |
4,19 |
— |
— |
— |
|
TiN |
54,9 |
84 |
1,89 |
97,7 |
368 |
3,37 |
128 |
419 |
2,74 |
|
ZrN |
59,4 |
91 |
2,34 |
89,6 |
337 |
3,5 |
119 |
390 |
2,55 |
|
AlN |
54,8 |
82 |
3,43 |
97,7 |
365 |
6,11 |
— |
— |
— |
|
TiO2 |
68,6 |
105 |
10,51 |
97,7 |
365 |
15 |
129 |
422 |
2,76 |
|
ZrO2 |
50,3 |
77 |
35,9 |
81,4 |
306 |
58,14 |
107 |
350 |
2,3 |
|
Al2O3 |
68,6 |
105 |
2,74 |
325,7 |
120 |
13,03 |
— |
— |
|
|
ВК8 |
— |
— |
— |
— |
— |
161 |
531 |
3,45 |
|
|
Т15К6 |
64 |
96 |
1,91 |
114 |
429 |
4,19 |
— |
— |
— |
Анализ данных таблицы 2 позволяет сделать следующие выводы.
-
1. Независимо от сочетаний пар «твердый сплав — обрабатываемый материал», покрытие TiC (по сравнению с базовым сплавом T15Kб или ВК8) обеспечивает снижение температуры контакта на 41-50 %, TiN— на 14-27 %, ZrN— на 27-36 %, AIN— на 17-27 %.
-
2. Из оксидов при трении по жаропрочной стали 12Х18Н10Т наиболее эффективны покрытия ZrG 2; снижение Тк по сравнению с Т15К6 и ВК8 составляет 40 и 52 % соответственно.
-
3. Тонкослойные покрытия из карбидов, нитридов и оксидов, наносимые на базовые твердые сплавы, могут оказать прямое влияние на процесс трения при резании, снизить температуру контакта в общем случае в 1,14-2,03 раза, что должно обеспечить и снижение интенсивности изнашивания [8].
-
4. Наибольший эффект применения покрытий отмечается при трении по жаропрочной стали 12Х18Н10Т.
Эти заключения сделаны в предположении, что покрытие полностью сохраняется на площадке контакта длительное время и выполняет теплозащитную функцию, снижая температуру контакта Тк.
В реальных условиях трения при резании на контакте по передней и задней поверхности покрытие практически мгновенно удаляется силами трения (это было доказано ранее [8] при изучении топографии поверхности микрорентгеноспектральным анализом). Поэтому в реальных условиях резания роль износостойких покрытий будет сводиться к:
-
— снижению температур на участках контакта h 1 и hz (задняя поверхность инструмента) и 1-2 и 3-4 (передняя поверхность, см. рис. 1);
-
— уменьшению длины контакта к (Ьз);
-
— снижению деформаций и интенсивности изнашивания инструмента.
При этом процесс износа инструмента с покрытием будет обусловлен прямым, косвенным и комбинированным влиянием покрытий.
Были выполнены экспериментальные исследования влияния покрытий на температуру резания.
Производилось точение стали 45 пятигранными пластинами из твердого сплава марки Т15К6, а также с однослойными покрытиями TiN , ZrN и двухслойным покрытием TiN + AIN. Все они наносились методом вакуумно-плазменного напыления. При нанесении покрытия TiN + AIN использовался составной катод TI+AI, полученный спеканием порошков указанных элементов в равных массовых долях. Толщина всех типов покрытий равна 5 мкм.
При продольном точении стали 45 с глубиной резания t = 0,5 мм и при двух значениях подач (51= 0,14 мм/об и 52 = 0,43 мм/об) измеряли температуры резания методом естественной термопары переводом измеренных значений ТЭДС в температуру по тарировочным графикам Т = f^ для пары Т15К6 —сталь 45. Скорость резания изменялась от 0,4 до 2,5 м/с. Коэффициент укорочения (усадки) стружки находили по отношению толщины стружки к теоретической толщине среза. Длина контакта in рассчитывалась по известной формуле (22). Углы режущей пластины Т15К6: у = -50, гр = 35°, а = 10°. На рис. 4 представлены результаты обработки экспериментальных данных.
Из представленных данных видно, что наибольшее снижение температуры резания для выбранных условий обработки отмечается при использовании покрытия TiN + AiN Причем с увеличением подачи разница между температурами для обычного сплава Т15К6 и Т15К6 + (TiN + AiN) возрастает. Так, при скорости V = 2 м/с для подачи S = 0,14 мм/об разница составляет около 40 °C, а при подаче S = 0,43 мм/об — 150 °C (сравните ход кривых 4 и 1 на рис. 4). Одновременно двухслойное покрытие TiN+AiN уменьшает длину контакта стружки А (кривые 4" и 1") и деформацию срезаемого слоя (кривые 4' и Г).
Заключение. Из анализа электрической схемы контакта в условиях резания следует, что на величину измеряемой ТЭДС влияют в итоге ТЭДС на элементарных участках и их длины. Расчетами для реальных условий резания при учете сохранения покрытий на границах контактных площадок по передней и задней поверхности показано, что погрешность оценки размеров площадок с покрытием и без составляет не более 1,5 %.
Предложен аналитический метод расчета температуры трения для условий резания твердыми сплавами с нанесенными на них как однослойными, так и многослойными покрытиями. При условии их сохранения в зоне трения покрытия могут оказывать положительное влияние на температуру и контактные характеристики.
Полученные результаты могут быть использованы для оценки влияния каждого типа покрытий на температуру резания и стойкость, а также применяться при создании и исследовании новых покрытий.
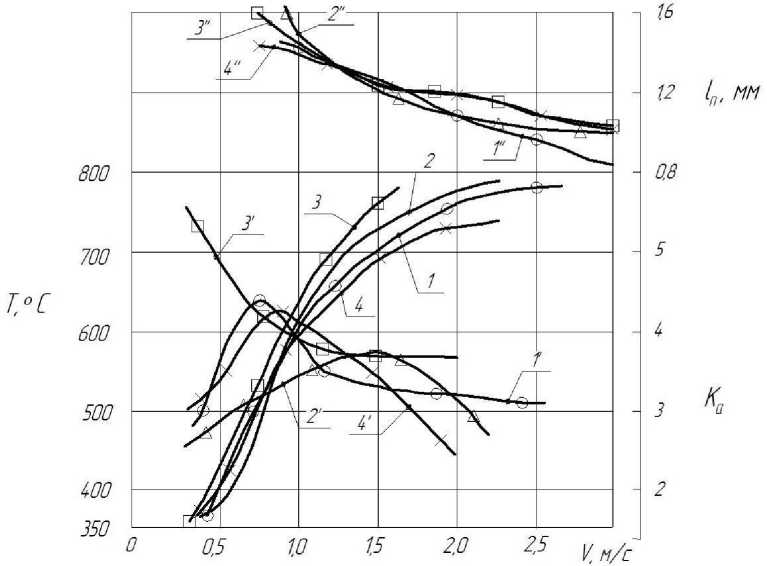
а )
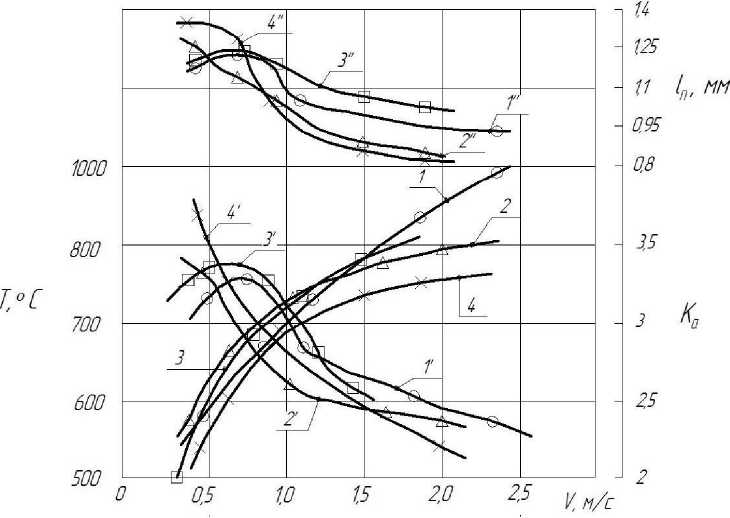
^ -1 - Т15К6 д -2 - Т15К6 + TiN д- 3 - Т15К6 + ZrN '$,* 4 - Т15К6 + (TiN+AlN)
б )
Рис. 4. Кривые температуры, коэффициента укорочения и длины схода стружки для ТС Т15К6 с покрытием и без (при обработке стали 45 с Г = 0,5 мм: при S = 0,14 мм/об (а) и при S = 0,43 мм/об (б)
Список литературы Температура резания инструментами с износостойкими покрытиями
- Табаков, В. П. Многослойные износостойкие покрытия для токарных резьбовых резцов/В. П. Табаков, Д. И. Сагитов//Технология машиностроения. -2013. -№ 6. -С. 21-26.
- Табаков, В. П. Исследование износостойкости покрытий режущего инструмента, полученных с применением составных катодов/В. П. Табаков//Станки, инструмент. -1996. -№ 3. -С. 14-17.
- Андреев, А. А. Износостойкие вакуумно-дуговые покрытия на основе титана в инструментальном производстве/А. А. Андреев, С. Н. Григорьев//Станки, инструмент. -2006. -№ 2. -С. 19-24.
- Табаков, В. П. Многослойное покрытие инструмента в условиях прерывистого резания/В. П. Табаков, А. А. Ермольев//Станки, инструмент. -2005. -№ 7. -С. 21-24.
- Исследование износостойкости режущих инструментов с износостойкими покрытиями/Л. Ш. Шустер //Трение и смазка в машинах и механизмах. -2007. -№ 5. -С. 32-34.
- Мигранов, М. Ш. Износостойкость режущих инструментов с износостойкими покрытиями/М. Ш. Мигранов, Л. Ш. Шустер//Трение и износ. -2005. -№ 3, Т. 26. -С. 304-307.
- Табаков, В. П. Влияние состава нитридных покрытий на тепловое и напряженное состояние режущего инструмента и интенсивность его износа/В. П. Табаков, А. В. Чихранов//Станки, инструмент, 2009. -№ 10. -С. 20-26.
- Рыжкин, А. А. Теплофизические процессы при изнашивании инструментальных режущих материалов/А. А. Рыжкин. -Ростов-на-Дону: Издательский центр ДГТУ, 2005. -311 с.
- Рыжкин, А. А. Обработка материалов резанием/А. А. Рыжкин, К. Г. Шучев, М. М. Климов. -Ростов-н/Д.: Издательский центр ДГТУ, 2007. -419 с.
- Гуревич, Ю. Т. Поверхностное азотирование твердых сплавов на основе карбида титана/Ю. Т. Гуревич//Упрочняющие технологии и покрытия. -2009. -№ 9. -С. 28-29.
- Расчет температуры задней поверхности режущего инструмента/А. А. Рыжкин //Проблемы синергетики в трибологии, трибоэлектрохимии, материаловедении и мехатронике: материалы XI междунар. науч.-практ. конф. -Новочеркасск, 2012. -С. 4-21.
- Бессонов Л. А. Теоретические основы электротехники. Электрические цепи/Л. А. Бессонов.-Москва: Гардарики, 2006. -701 с.
- Резников, А. А. Теплофизика резания/А. А. Резников. -Москва: Машиностроение, 1969. -288 с.
- Сверхтвердые материалы. Получение и применение. В 6 т. Т. 5. Обработка материалов лезвийным инструментом/под. ред. С. А. Клименко//Национальная Академия наук Украины, Институт сверхтвердых материалов им. В. Н. Бакуля. -Киев, 2006. -316 с.
- Влияние покрытий на тепловую обстановку в зоне резания/А. А. Рыжкин //Прогрессивные отделочно-упрочняющие технологии: межвуз. сб. статей. -Ростов-на-Дону, 1983. -С. 106-112.
- Рыжкин, А. А. Исследование температурного поля в паре трения «деформируемое пространство -ограниченная пластина» с учетом объемности источника тепловыделения/А. А. Рыжкин//Надежность и эффективность станочных и инструментальных систем: сб. науч. тр. -Ростов-на-Дону, 1993. -С. 121-126.
- Лыков, А. В. Теория теплопроводности/А. В. Лыков. -М.: Высшая школа, 1967. -536 с.
- Исследование характеристик трения и износа ионно-плазменных покрытий, полученных на алюминиевом сплаве/С. Ф. Дудник //Физическая инженерия поверхности. -2004. -Т. 2, № 1. -С. 112-116.
- Погребняк, А. Д. Формирование многослойного сверхтвердого покрытия Ti-Hf-Si-N/NbN/Al2O3 для высокоэффективной защиты/А. Д. Погребняк//Письма в журнал технической физики, 2013. -Т. 39, вып. 4. -С. 9-16.
- Семенов, А. П. Трибологические свойства тугоплавких оксидов и неметаллических соединений при высоких температурах/А. П. Семенов//Трение и износ. -2008. -Т. 29, № 5. -С. 531-549.
- Волосова, М. А. Влияние вакуумно-плазменных нитридных покрытий на контактные процессы и механизм изнашивания рабочих поверхностей быстрорежущего инструмента при прерывистом резании/М. А. Волосова, В. Д. Турин//Трение и износ. -2013. -Т. 34, № 3. -С. 246-255.
- Влияние режимов импульсного лазерного осаждения на трибомеханические свойства тонкопленочных покрытий Mo-Si-Ni-C/М.Я. Бычкова //Упрочняющие технологии и покрытия, 2011. -№ 9. -С. 23-31.
- Гадалов, В. Н. Износостойкие покрытия для режущего инструмента (состояние и перспектива развития)/В. Н. Гадалов//Технология машиностроения, 2011. -№ 7. -С. 26-28.
- Tabakov, V. P., Sagitov, D. I. Mnogosloynye iznosostoykie pokrytiya dlya tokarnykh rez'bovykh reztsov. Tekhnologiya Mashinostroeniya, 2013, no. 6, pp. 21-26 (in Russian).
- Tabakov, V. P. Issledovanie iznosostoykosti pokrytiy rezhushchego instrumenta, poluchennykh s primeneniem sostavnykh katodov. Stanki, instrument. 1996, no. 3, pp. 14-17 (in Russian).
- Andreyev, А. А., Grigoryev, S. N. Iznosostoykie vakuumno-dugovye pokrytiya na osnove titana v instrumental'nom proizvodstve. Stanki, instrument. 2006, no. 2, pp. 19-24 (in Russian).
- Tabakov, V. P., Yermolyev, A. A. Mnogosloynoe pokrytie instrumenta v usloviyakh preryvistogo rezaniya. Stanki, instrument. 2005, no. 7, pp. 21-24 (in Russian).
- Shuster, L.Sh., et al. Issledovanie iznosostoykosti rezhushchikh instrumentov s iznosostoykimi pokrytiyami. Friction & lubrication in machines and mechanisms, 2007, no. 5, pp. 32-34 (in Russian).
- Migranov, M. Sh., Shuster, L. Sh. Iznosostoykost' rezhushchikh instrumentov s iznosostoykimi pokrytiyami. Friction and wear, 2005, no. 3, vol. 26, pp. 304-307 (in Russian).
- Tabakov, V. P., Chikhranov, A. V. Vliyanie sostava nitridnykh pokrytiy na teplovoe i napryazhennoe sostoyanie rezhushchego instrumenta i intensivnost' ego iznosa. Stanki, instrument. 2009, no. 10, pp. 20-26 (in Russian).
- Ryzhkin, А. А. Teplofizicheskie protsessy pri iznashivanii instrumental'nykh rezhushchikh materialov. Rostov-on-Don, DSTU Publ. Centre, 2005, 311 p. (in Russian).
- Ryzhkin, А. А., Shuchev, K. G., Klimov, M. M. Obrabotka materialov rezaniem. Rostov-on-Don, DSTU Publ. Centre, 2007, 419 p. (in Russian).
- Gurevich, Y. Т. Poverkhnostnoe azotirovanie tverdykh splavov na osnove karbida titana. Strengthening technologies and coatings, 2009, no. 9, pp. 28-29 (in Russian).
- Ryzhkin, А. А., et al. Raschet temperatury zadney poverkhnosti rezhushchego instrumenta. Problemy sinergetiki v tribologii, triboelektrokhimii, materialove-denii i mekhatronike: materialy XI mezhdunar. nauch.-prakt. konf. Novocherkassk, 2012, pp. 4-21 (in Russian).
- Bessonov, L. А. Teoreticheskie osnovy elektrotekhniki. Elektricheskie tsepi. Moscow: Gardariki, 2006, 701 p. (in Russian).
- Reznikov, А. А. Teplofizika rezaniya. Moscow: Mashinostroenie, 1969, 288 p. (in Russian).
- Klimenko, S. A., ed. Sverkhtverdye materialy. Poluchenie i primenenie. V 6 t. T. 5. Obrabotka materialov lezviynym instrumentom. V. Bakul Institute for Superhard Materials of the National Academy of Sciences of Ukraine, Kiev, 2006, 316 p. (in Russian).
- Ryzhkin, А. А., et al. Vliyanie pokrytiy na teplovuyu obstanovku v zone rezaniya. Progressivnye otdelochno-uprochnyayushchie tekhnologii: mezhvuz. sb. statey. Rostov-on-Don, 1983, pp. 106-112 (in Russian).
- Ryzhkin, А. А. Issledovanie temperaturnogo polya v pare treniya «deformiruemoe prostranstvo -ogranichennaya plastina» s uchetom ob''emnosti istochnika teplovydeleniya. Nadezhnost' i effektivnost' stanochnykh i instrumental'nykh sistem: sb. nauch. tr. Rostov-on-Don, 1993, pp. 121-126 (in Russian).
- Lykov, А. V. Teoriya teploprovodnosti. Moscow: Vysshaya shkola, 1967, 536 p. (in Russian).
- Dudnik, S. F., et al. Issledovanie kharakteristik treniya i iznosa ionno-plazmennykh pokrytiy, poluchennykh na alyuminievom splave. Physical surface engineering, 2004, vol. 2, no. 1, pp. 112-116 (in Russian).
- Pogrebnjak, А. D. Formirovanie mnogosloynogo sverkhtverdogo pokrytiya Ti-Hf-Si-N/NbN/Al2O3 dlya vysokoeffektivnoy zashchity. Pis'ma v zhurnal tekhnicheskoy fiziki, 2013, vol. 39, iss. 4, pp. 9-16 (in Russian).
- Semenov, А. P. Tribologicheskie svoystva tugoplavkikh oksidov i nemetallicheskikh soedineniy pri vysokikh temperaturakh. Friction and wear, 2008, vol. 29, no. 5, pp. 531-549 (in Russian).
- Volosova, М. А., Turin, V. D. Vliyanie vakuumno-plazmennykh nitridnykh pokrytiy na kontaktnye protsessy i mekhanizm iznashivaniya rabochikh poverkhnostey bystrorezhushchego instrumenta pri preryvistom rezanii. Friction and wear, 2013, vol. 34, no. 3, pp. 246-255 (in Russian).
- Bychkova, M. Y., et al. Vliyanie rezhimov impul'snogo lazernogo osazhdeniya na tribomekhanicheskie svoystva tonkoplenochnykh pokrytiy Mo-Si-Ni-C. Strengthening technologies and coatings, 2011, no. 9, pp. 23-31 (in Russian).
- Gadalov, V. N. Iznosostoykie pokrytiya dlya rezhushchego instrumenta (sostoyanie i perspektiva razvitiya). Tekhnologiya Mashinostroeniya, 2011, no. 7, pp. 26-28 (in Russian).
