Точность обработки отверстий с использованием переносных устройств

Автор: Голдобина В.Г.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение
Статья в выпуске: 1-2 т.12, 2010 года.
Бесплатный доступ
Рассмотрена технология совместной обработки отверстий во фланцевых соединениях крупногабаритного оборудования при ремонте с использованием переносных устройств. Установлена зависимость точности обработки отверстий от сил резания и жесткости технологической системы таких устройств. Теоретические вычисления подтверждают закономерность изменения формы отверстия по его длине с экспериментальными данными.
Отверстие, точность обработки, переносные устройства
Короткий адрес: https://sciup.org/148198934
IDR: 148198934 | УДК: 691
Accuracy of processing the apertures with the use of portable devices
The technology of joint processing of apertures in butt joints of large-sized equipment at repair with use of portable devices is considered. Dependence of accuracy of processing the apertures on forces of cutting and rigidity of technological system of such devices is established. Theoretical calculations confirm regularity of change of the form of aperture on its length with experimental data.
Текст научной статьи Точность обработки отверстий с использованием переносных устройств
с использованием переносных устройств и станков. В настоящей работе рассматривается влияние сил резания и жесткости технологической системы на точность обработки отверстий с использованием переносных устройств с подвижной сверлильной головкой.
При обработке отверстий сверлением, зенкерованием, развертыванием возникают упругие отжатия технологической системы, вызывающие разбивку и изменение формы отверстия в поперечном и продольном сечениях. Акцент в работе сделан на сверление – как процесс, при котором возникают наибольшие силы резания и наибольшая неточность обрабатываемого отверстия. На систему «станок – инструмент» действуют [1] сила подачи, вызывающая равнодействующую силу P 0 – осевое усилие, крутящий момент, оказывающий влияние на тангенциальные составляющие режущих кромок сверла R z1 и R z2 , и неуравновешенная радиальная сила ∆ P y = P y1 – P y2 . Отжим конца сверла и системы в целом происходит именно под влиянием силы ∆ P y , смещающей режущие кромки сверла относительно оси вращения, что является причиной увеличения диаметра (разбивки) и изменения формы отверстия при сверлении. Появлению такой силы являются неравномерность главных режущих кромок, смещение поперечной режущей кромки и различные углы в плане у сверла. По экспериментальным данным, полученным на переносных устройствах, приближенное значение неуравновешенной радиальной силы можно определить следующей зависимостью:
ΔPy ≈0,0185(1-f)PO где f - отношение осевого усилия, действующего на поперечную кромку спирального сверла к усилию подачи /0,5).
Осевое усилие P 0 также оказывает влияние на изгиб сверла. Его можно рассчитать по формуле:
PO = 10 • CP • d • sy • KP • KO,
где C p - коэффициент; q, y - показатели степени; d - диаметр сверла, мм; s - подача, мм/об; K p - коэффициент, зависящий от обрабатываемого материала заготовки; K 0 - коэффициент, зависящий от влияния режущих кромок и ленточек.
Технологическую систему переносного устройства с подвижной сверлильной головкой (ПСГ) можно представить как двухпролетную балку разных сечений по длине (рис. 1.).
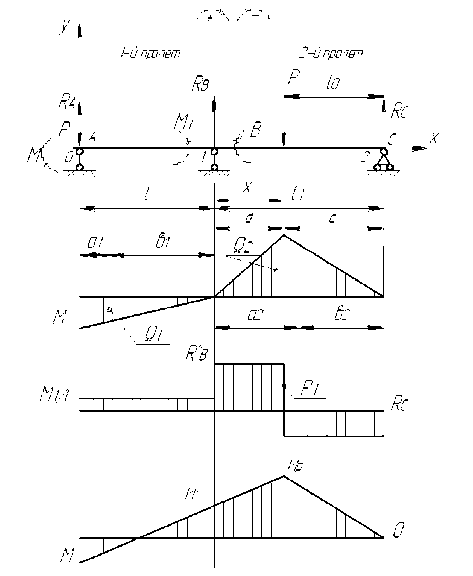
Рис. 1. Схема для определения прогиба в системе с ПСГ
Такая система является один раз статически неопределимой [2]. Опоры нумеруются следующим образом: опора в точке A -опора 0; в точке B - опора 1; в точке С - опора 2. Участок AB - первый пролет, участок BC -второй пролет. Начало координат в точке A . Входные данные технологической системы следующие: P = AP y - неуравновешенная радиальная сила; P 1 - сосредоточенная сила -вес подвижной сверлильной головки (ПСГ); М
- момент на режущих кромках от осевого усилия, М = P 0 d /2, где P 0 - осевое усилие, d - диаметр режущего инструмента; l - длина вылета режущего инструмента от шпинделя; l 1 - расстояние между опорами направляющих; x -переменная величина перемещения равная длине обработки, то есть толщине заготовки - xmax = H . Величина x изменяется от правого положения в левое к опоре 1 с значения xmax = H к x =0, то есть x ^ 0.
Для пролетов строятся эпюры моментов и сил (рис. 1.). Так как данная система является один раз статически неопределимой, то уравнение трех моментов записывается один раз для промежуточной опоры 1 [2]:
М о • l + 2 М , ( l + L ) + M 2 • L = - 6(^1- + Q 2 • b 2 ),
0 112 1 i i где Q1 - площадь эпюры от заданной нагрузки на первом пролете: Q1=М l/2, Q2 - площадь эпюры на втором пролете: Q2=P1lox/2, a1 и b2 -расстояние центров тяжести указанных площадей от левой и правой опор своего пролета: ai=l/3 и b2=(2li - x)/3
M0 = MA = -M, M2 = MC = 0.
После подстановки в выражение (2) приведенных данных оно примет вид:
- m • l + 2 M , ( l + l 1 ) = - 6 •
< 1 Ml • 1 1 2 3
l
1 i
-P 1 • l 0 • x • -(2^ - x )
+ "-------/ ------- l1
Из выражения (3) определяется момент в опоре 1:
М =- P • 1 0 • x (2 l 1 - x )
1 2 • l 1 ( l + 1 1 )
Для построения окончательных эпюр M и Q для каждого пролета выполнены расчеты (здесь они опущены), которые имеют следующие значения:
М + М. _
Ra = " P
.
M A (0) = - М , M A ( l ) = R A • l + P • l - M = M 1 .
_ P 1 • 1 0 M 1 ( l + 1 1 ) Pxx + M 1
Rd =---R = -----
B l l • l 1 C l 1
M P
P1 0( 1 1 - 1 0 ) + M 1 • 1 0
d 2 у dx
—1— [- MX0 + RAX - PX Eu • Jи
Для составления дифференциального уравнения упругой линии системы необходимо определить изгибающий момент технологической системы, который можно представить следующим выражением [2]:
M ( x ) = R A ( 1 + 1 1 ) - M ( 1 + 1 1 ) 0 - P ( 1 + 1 1 ) +
+ Rr (L + x ) + M, (L + x ) 0 - PL B 0 1X0 10
. (4)
Дифференциальное уравнение упругой линии системы имеет вид:
= тЧ-С R A ( 1 + 6) - M ( 1 + O" - P ( 1 + 1 1 )) + dx E u • J и
-4-( M 1 ( 1 0 + x )0 + R b ( 1 0 + x ) - P • 1 1 )
E • J
, (5)
где E u - модуль упругости режущего инструмента; J u - момент инерции инструмента; Е -модуль упругости направляющих, по которым перемещается сверлильная головка; J - момент инерции направляющих. Проинтегрировав выражение (5) дважды, получится уравнение упругой линии системы следующего вида:
Данное уравнение интегрируется один раз и получается уравнение угла поворота:
— = 0O ( x ) = —1— dx ° E u • J и
- Mx +
R a x 2
PX1
+ C
Для балки на двух шарнирных опорах прогибы на этих опорах равны нулю: при X = 0 у (0) = 0 ^ у 0 = 0 ; при X = 1 у ( 1 ) = 0 ^ y A = У в = У с = 0 .
Уравнение прогиба пролета 1:
у (1) = ©• 1 +
E • J и
M1 2 R 1 3 P1 3
--+ —
2 6 6
Из этого выражения находится значение 0 0 :
1 .P • 1 2 2 M1 M. • L
( + 1)
E u • J и 3 6 6 7
Подставив в уравнение (6) значения у0 и 0 0 , получится уравнение отжатия технологической системы устройства с ПСГ для любого участка в пределах изменения x :
у ( x ) = у 0 + 0 • x +
E • J ии
R A ( 1 + 1 1 ) M ( 1 + 1 1 )2
6 2
P ( 1 + 11f
у ( x ) =
1 P • 12
Eu • Jи (”
+
2 M1
M 1
-)( 1 + 1 1 ) +
1 R A ( 1 + 1 1 )3 M ( 1 + 1 1 )2 P ( 1 + 1 1 )3
EE?Jru [ ”6 2
+
E • J
M 1 ( 1 0 + x )2 R . ( 1 0 + x )3 P 1 • 1 3
2 6 6
+
E • J
M 1 ( 1 0 + x )2 R b ( 1 0 + x )3 P • 1 0 3
2 6 6
Начальные параметры прогиба у0 и угла поворота 0 можно определить по первому пролету. Дифференциальное уравнение пролета 1 имеет вид:
Уравнение (9) можно преобразовать, введя в него значения M 1 , R A , R B и M . После преобразования формула отжима технологической системы устройства с подвижной сверлильной головкой имеет вид:
у ( x ) =
_____ 1
E u • J.
P 0 • d • 1 1( 1 + 1 1) • ( 1 1 - 1 ) P1 1 ( 1 + 1 1) • (2 1 - 1 1)
12 • 1
P • 1 0 • x (2 1 1 - x ) • (2 1 - 1 1)
+
12 • 1
( 1 0 + x )3 • (2 l • 1 1 + 1 1 x - x 2) - 2 1 0 • l • 1 2
+ p • i 0 • 3ы.
-
4 • E • J x (2 l i - x ) • ( l 0 + x )2
_ l 1 ( l + 1 1 )
По полученной формуле проведены вычисления изменений формы отверстия по длине при сверлении с введением в неё тех же параметров, что и при проведении экспериментов. Эта формула также применима и к переносным сверлильным станкам с подвижной сверлильной головкой.
Эксперименты по исследованию влияния различных факторов процесса сверления на точность отверстия проводились с использованием переносного устройства с подвижной сверлильной головкой типа УСЭ047, разработанного и изготовленного в НИЛ вуза. В результате проведенных экспериментов выявлено отклонение формы отверстия по длине от цилиндричности [3]. Характер изменений формы отверстия по его длине вычисленных по формуле (10) и полученных по результатам экспериментов представлен кривыми (рис. 2).
Как видно по кривым (рис. 2) форма отверстия седлообразная с максимальным диаметром на входном торце и минимальным – на выходном торце и сужением (образованием горловины) к середине длины. Теоретические вычисления подтверждают закономерность изменения формы отверстия по его длине и не занижают погрешность от разбивки по диаметру в сравнение с действительными значениями. По формуле (10) можно также производить расчеты погрешности обработки отверстий при зенкеровании и развертывании, для которых значения сил P и P 0 рассчитываются по соответствующим формулам. Для переносных станков и устройств, имеющих направляющие втулки для инструмента, вылет режущего инструмента в формуле (10) принимается равным расстоянию от выходного торца втулки до поверхности заготовки.
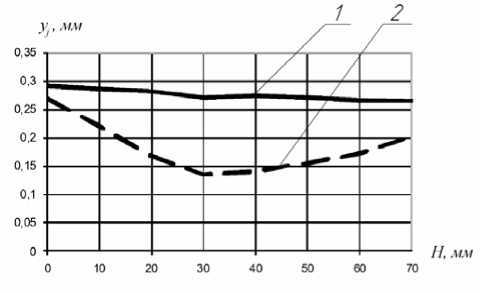
Рис. 2. Кривые формы отверстия в продольном сечении: 1 – теоретическая кривая; 2 – фактическая кривая
Список литературы Точность обработки отверстий с использованием переносных устройств
- Колев, К.С. Точность обработки и режимы резания/К.С. Колев, Л.М. Горчаков. -М.: Машиностроение, 1976. -144 с.
- Биргер, И.А. Сопротивление материалов/И.А. Биргер, Р.Р. Мавлютов. -М.: Наука, 1986. -544 с.
- Голдобина, В.Г. Сверление на переносных установках/В.Г. Голдобина//Вестник БГТУ им. В.Г. Шухова, №11. -Белгород, 2005. -С. 289-291.
