Трение на поверхности формующего инструмента

Автор: Пятов Владислав Владимирович
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология и оборудование легкой промышленности и машиностроения
Статья в выпуске: 2 (27), 2014 года.
Бесплатный доступ
Описана новая оригинальная методика измерения коэффициентов бокового давления порошковых материалов косвенным методом, без использования тензометрии. Изготовлен порошковый трибометр, позволяющий реализовать предложенную методику. Приведены примеры измерения коэффициентов бокового давления для ряда порошков. Исследована зависимость коэффициентов бокового давления металлических порошков от давления прессования и концентрации пластификатора в материале. Показано, что коэффициенты бокового давления растут с увеличением давления прессования, причем рост ослабевает с увеличением степени пластификации порошка.
Порошок, трибометр, пластификатор, трение, боковое давление, методика измерений
Короткий адрес: https://sciup.org/142184889
IDR: 142184889
Friction on the surface of the forming tool
Description of the original method for measuring the coefficient of lateral pressure powders is given. The examples of measurements of lateral pressure coefficients for a number of powders are given. The dependence of the coefficient of lateral pressure metallic powders by compaction pressure and concentration of plasticizer in the material is investigated. It is shown that the coefficient of lateral pressure increases with increasing compaction pressure and growth decreases with increasing degree of plasticizer powder.
Текст научной статьи Трение на поверхности формующего инструмента
POWDER, FRICTION, TRIBOMETER, LATERAL PRESSURE, THE PROCEDURE OF MEASURING, PLASTICIZER
Description of the original method for measuring the coefficient of lateral pressure powders is given. The examples of measurements of lateral pressure coefficients for a number of powders are given. The dependence of the coefficient of lateral pressure metallic powders by compaction pressure and concentration of plasticizer in the material is investigated. It is shown that the coefficient of lateral pressure increases with increasing compaction pressure and growth decreases with increasing degree of plasticizer powder.
на боковой поверхности формы будет меньше, чем под пуансоном. Количественно это явление характеризует коэффициент бокового давления, представляющий собой отношение наименьшего и наибольшего главных нормальных напряжений при одноосном сжатии материала. Он широко используется в технических расчетах на прочность и износостойкость формующего инструмента, а также при анализе процесса деформации порошков. В порошковой металлургии коэффициент бокового давления обычно измеряют с использованием тензометрии [1]. Такой подход имеет существенные недостатки, главные из которых — низкая точность измерения и плохая воспроизводимость результатов. Связано это со сложностью тарирования тензодатчика и юстировки передающего усилие штифта. При исследовании пластифицированных порошков использование тензометрии неэффективно, так как выдавливаемый пластификатор фиксирует штифт, затрудняет его перемещение и датчик перестает адекватно реагировать на изменение давления.
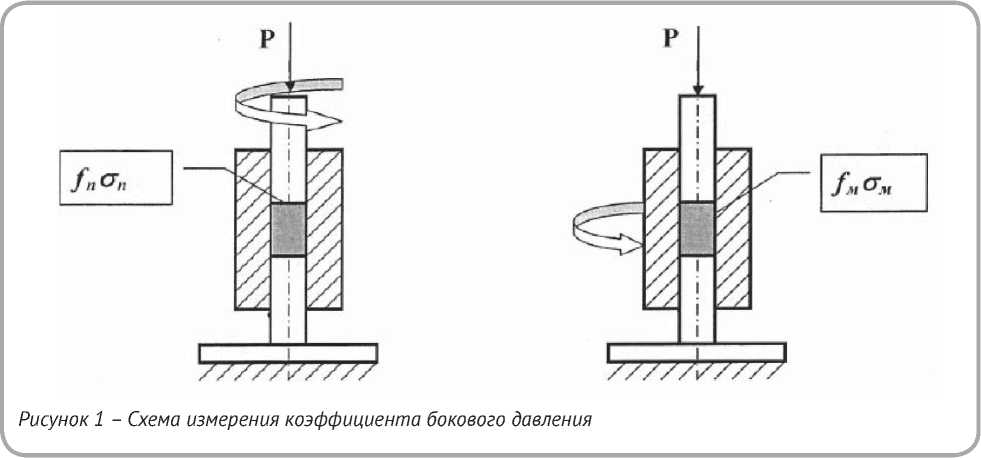
Схема измерения коэффициента бокового давления [2 - 3] приведена на рисунке 1.
Исследуемый материал сжат в цилиндрической прессформе, состоящей из неподвижного нижнего пуансона, подвижного верхнего пуансона и матрицы,установленной с возможностью вращения. На схеме коэффициенты трения материала о пуансон и матрицу обозначены f и f ж , а давление материала на поверхности пуансона и матрицы - a n и a ^ .
где M - момент, необходимый для начала вращения матрицы; V - объем, занимаемый материалом в момент измерения.
Выражение (2) получено из условия равновесия
М = Tt S6 = 2fM a MV , (3)
где т = fM a M - касательные напряжения, действующие на боковой поверхности материала
Сначала снимают зависимость произведения fn a n от давления прессования а п :
f „ a „ = F< a „ ) .
Функцию F находят аппроксимацией или просто строят график и используют его при дальнейших расчетах. На этом этапе необходимо обеспечить неподвижность материала относительно матрицы. Для фиксации материала удобно использовать нижний пуансон с рифленым торцом.
Затем измеряют сопротивление вращению матрицы при тех же нагрузках и вычисляют произведение fa = M/2V (2)
при вращении матрицы; S6 = 2 nrh - площадь этой поверхности в момент измерения; r - радиус пуансонов; h - текущая высота прессовки.
Важным условием правильного измерения является равенство коэффициентов трения порошка о матрицу и верхний пуансон. Если это условие соблюдается, зависимости F ( a n ) и F ( a ^ ) будут идентичными,то есть функция F и в том, и в другом случае одна и та же. Тогда можно упростить обозначения:
f a = f n a n = f » a » = F ( a )• (4)
где f a - произведение, характеризующее воздействие материала на произвольную поверхность, имеющую те же характеристики, что и поверхности деталей прессформы (верхнего пуансона и матрицы). На рисунке 2 изображена зависимость f a = F ( a ) .
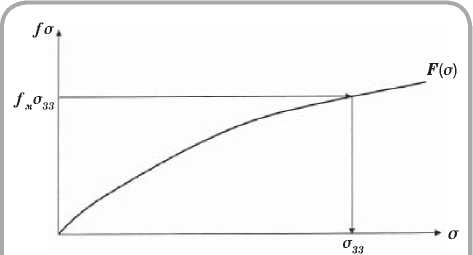
Рисунок 2 – Зависимость произведения f σ на
поверхности трения от давления материала

На рисунке 2 σ 33 — нормальное напряжение на боковой поверхности, которая, вообще говоря, может располагаться под любым углом к направлению приложенного усилия P ; для рассмотренной простейшей схемы σ 33 = σ ì .
График fσ = F(σ) позволяет определить давление материала на любую поверхность, если известно произведение fσ на этой поверхности. В частности, можно найти боковое давление σ33 и соответствующий коэффициент бокового давления. Если для функции F подобрана аппроксимация, то эта задача может быть решена аналитически.
Результаты измерения коэффициентов бокового давления для различных порошков, пластифицированных парафином, представлены в таблицах 1–4.
Видно, что измеренные коэффициенты неравномерно растут с увеличением давления прессования. У непластифицированных порошков коэффициенты бокового давления при давлении 150 МПа отличаются почти в два раза (0,40 — у меди и 0,21 — у вольфрама). У высо-копластифицированных порошков это различие не превышает 10 %. Свойства материала в этом случае в основном определяются составом и концентрацией пластификатора.
Таблица 1 – Коэффициенты бокового давления медного порошка ПМС-1
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0.36 |
0.45 |
0.53 |
0.60 |
0.66 |
0.71 |
|
150 |
0.40 |
0.47 |
0.56 |
0.63 |
0.70 |
0.76 |
|
с 250 |
0.42 |
0.49 |
0.58 |
0.65 |
0.72 |
0.78 1 |
|
Таблица 2 – Коэффициенты бокового давления железного порошка ПЖ4М3 |
||||||
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0.32 |
0.42 |
0.51 |
0.59 |
0.66 |
0.70 |
|
150 |
0.34 |
0.44 |
0.53 |
0.61 |
0.68 |
0.73 |
|
250 |
0.36 |
0.46 |
0.55 |
0.63 |
0.70 |
0.75 J |
|
Таблица 3 – Коэффициенты бокового давления стального порошка ПХ-30 |
||||||
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0.28 |
0.38 |
0.47 |
0.55 |
0.62 |
0.67 |
|
150 |
0.30 |
0.40 |
0.49 |
0.57 |
0.64 |
0.70 |
|
с 250 |
0.32 |
0.42 |
0.51 |
0.59 |
0.66 |
0.71 J |
|
Таблица 3 – Коэффициенты бокового давления вольфрамового порошка ПВН |
||||||
|
Давление прессования, МПа |
Содержание парафина, % об. |
|||||
|
0 |
10 |
20 |
30 |
40 |
50 |
|
|
50 |
0.19 |
0.30 |
0.39 |
0.47 |
0.54 |
0.60 |
|
150 |
0.21 |
0.32 |
0.41 |
0.49 |
0.58 |
0.65 |
|
L 250 |
0.23 |
0.34 |
0.43 |
0.60 |
0.60 |
0.68 j |
Список литературы Трение на поверхности формующего инструмента
- Жданович, Г.М. (1969), Теория прессования металлических порошков, Москва, Металлургия,160 с.
- Пятов, В.В. (2002), Теоретические и технологические основы холодной экструзии порошковых материалов, Витебск, Витебский государственный технологический университет, 237 с.
- Пятов, В.В., Ахтанин, О.Н., Клименков, С.С., Голубев, А.Н. (2003), Способ определения коэффициента бокового давления, Патент 5665 C1 BY,МПК G 01L 7/00, 2003, № 5.
