Триботехнические свойства экспериментальных твёрдых сплавов с модифицированной кобальтовой связкой

Автор: Фоминов Е.В., Шучев К.Г., Алиев М.М.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.22, 2022 года.
Бесплатный доступ
Введение. Работа посвящена исследованию триботехнических характеристик экспериментальных твёрдых сплавов с модифицированной связкой при трении без смазки по труднообрабатываемым в процессе резания материалам - нержавеющей стали и титановому сплаву. Целью исследований является оценка процесса фрикционного взаимодействия для каждой пары трения по ряду параметров и определение на основании установленных трибопоказателей оптимальных сочетаний «экспериментальный твёрдый сплав - конструкционный материал».Материалы и методы. Трибологические испытания твёрдых сплавов проводились по схеме трения «цилиндр-диск» для различных скоростей скольжения и температур при постоянной нагрузке без применения смазочного материала. Сравнение процесса фрикционного взаимодействия производилось по силе трения, объёмному износу и шероховатости дорожек трения на контртеле. В качестве материалов контртел применялись нержавеющая сталь 12Х18Н9Т и титановый сплав ВТ3-1. Определение устойчивости экспериментальных составов к абразивному виду изнашивания осуществлялось путём измерения поверхностной микротвердости на сканирующем нанотвердомере путём анализа толщины нанесенных индентором царапин.Результаты исследования. По результатам микроидентирования наибольшей микротвердостью характеризуется экспериментальные сплавы 2.22 (связка 5,65%Со+l,8%Mo+0,6%Ti) и 2.23 (связка 5,1%Со+2,7%Mo+0,61%Ti). Для этих материалов средняя ширина царапины при различных усилиях была минимальна. В ходе трибологических испытаний наилучшие характеристики были зафиксированы для нержавеющей стали в сочетании со сплавом 2.22 и для пары трения «титановый сплав ВТ3-1 - твёрдый сплав 2.23». Процесс трения для этого сочетания материалов характеризуется невысокими коэффициентами трения с низким уровнем флуктуаций, минимальным износом образцов и изменениями начального микрорельефа их поверхностей.Обсуждение и заключения. В результате исследований установлены оптимальные с точки зрения трибологического взаимодействия пары трения: «титановый сплав ВТ3-1 - твёрдый сплав 2.23» и «нержавеющая сталь 12Х18Н9Т - твёрдый сплав 2.22». Процесс фрикционного взаимодействия для данных сочетаний материалов характеризуется минимальным объёмным износом, что будет способствовать повышению износостойкости инструмента на участках упругого контакта на передней и задней поверхностях.
Твёрдые сплавы, износостойкость, нержавеющая сталь, титановый сплав
Короткий адрес: https://sciup.org/142234454
IDR: 142234454 | УДК: 621.9
Tribotechnical properties of experimental hard alloys with modified cobalt binder
Introduction. This paper discusses tribomechanical characteristics of experimental hard alloys with a modified cobalt binder under friction without lubrication on hard-to-cut materials - stainless steel and titanium alloy. The research objective is to evaluate the process of friction interaction for each friction pair according to a number of parameters, and to determine the optimal combinations of “experimental hard alloy - structural material” on the basis of the established tribological indicators.Materials and Methods. Tribological tests of hard alloys were carried out using a cylinder-to-disc friction scheme for different sliding speeds and temperatures under constant load without the use of lubricants. Comparison of the friction interaction process was carried out by the frictional force, volumetric wear and roughness of the friction tracks on the counterbody. Stainless steel 12H18N9Т and titanium alloy ВТ3-1 were used as counterbody materials. The resistance of experimental compositions to the abrasive type of wear was determined through measuring the surface dynamic microhardness on a scanning nanohardness tester by analyzing the thickness of the scratches caused by the indenter.Results. According to the results of surface microindentation, the experimental alloys 2.22 (binder 5.65% Co + l.8% Mo + 0.6% Ti) and 2.23 (binder 5.1% Co + 2.7% Mo + 0.61 % Ti) are characterized by the highest microhardness. For these materials, the average scratch width at various forces was minimal. During tribological tests, the best frictional characteristics were recorded for stainless steel in combination with experimental alloy 2.22, and for the friction pair “titanium alloy VT3-1 - hard alloy 2.23”. The friction of this combination of materials was characterized by low friction coefficients with a low level of fluctuations, minimal wear of samples, and changes in the initial microrelief of their surfaces.Discussion and Conclusions. As a result of the research, the optimal friction pairs from the point of view of tribological interaction were established, specifically “titanium alloy VT3-1 - hard alloy 2.23” and “stainless steel 12X18N9T - hard alloy 2.22”. The frictional interaction for these combinations of materials is characterized by minimal volumetric wear, which will contribute to increasing the wear resistance of the tool in the areas of elastic contact on the front and rear surfaces.
Текст научной статьи Триботехнические свойства экспериментальных твёрдых сплавов с модифицированной кобальтовой связкой
Введение. Различные материалы на основе карбида вольфрама, в том числе и твёрдые сплавы (ТС), получили широкое распространение во многих отраслях современного производства благодаря ряду преимуществ в области физико-механических свойств [1–3]. Наибольшая доля (порядка 65 %) применяемых в металлообработке инструментальных режущих материалов (ИРМ) также принадлежит ТС, обеспечивающим высокие скорости резания при обработке различных конструкционных материалов [1, 4]. В настоящее время развивается множество направлений, связанных с улучшением эксплуатационных характеристик ТС различными методами [5–7]. Одним из них является создание новых составов связок для карбидных фаз [8–10]. На кафедре «Металлорежущие станки и инструмент» Донского государственного технического университета разработаны экспериментальные твердые сплавы (ЭТС) на базе однокарбидного сплава ВК8 с различными типами модифицированных связок 1 . Несмотря на то, что кобальт благодаря своим свойствам является наиболее распространённой связкой для WC, применение этого метала экономически невыгодно ввиду его дефицитности и высокой цены. Экспериментальные сплавы характеризуются большими значениями тепловой энтропии модифицированной кобальтовой связки (таблица 1) и, следовательно, меньшими термоэдс по отношению к карбиду вольфрама, что повышает электрохимическую устойчивость этих материалов [10–12]. Среди
Машиностроение и машиноведение
1 Рыжкин А. А., Месхи Б. Ч., Боков А. И. и др. Твердый сплав на основе карбида вольфрама (варианты): патент 2531332: Рос . Федерация: МПК С22С29/08 № 2012128284/02 : заявл. 04.07.2012, опубл. 20.10.2014. Бюл. № 29. 6с.
обрабатываемых с помощью твердосплавного инструмента материалов можно выделить титаново-аллюминиевые сплавы и аустенитные нержавеющие стали. За счёт ряда характеристик эти материалы применяются для изготовления деталей в наиболее ответственных областях машиностроения, включая аэрокосмическое, атомное, пищевое и медицинское производства. Обработка резанием титановых сплавов и нержавеющих сталей затруднена в связи с их низкой теплопроводностью, высокими усилиями при резании, а также неудовлетворительными триботехническими характеристиками [13]. В этой связи исследование особенностей фрикционного взаимодействия вновь разрабатываемых ИРМ с упомянутыми материалами является весьма важной актуальной задачей. Учитывая современные экологические и экономические требования к организации производства, обработка этих конструкционных материалов происходит преимущественно в режиме минимальной подачи (MQL — minimum quantity lubrication) или без использования смазывающе-охлаждающих технологических сред (СОТС) [14, 15]. Тогда участки контакта ИРМ и материала обрабатываемой заготовки на передней и задней поверхностях режущего инструмента можно рассматривать как трибосистемы, функционирующие в режиме трения без СОТС или в режиме граничного трения. Это не исключает значительную долю металлического контакта. В этом случае на эксплуатационные параметры ИРМ, как элемента пары трения, будут оказывать значительное влияние его триботехнические характеристики в режиме сухого трения.
Настоящее исследование посвящено изучению триботехнических характеристик экспериментальных твёрдых сплавов при сухом трении по труднообрабатываемым резанием материалам, а также определению оптимального с точки зрения фрикционного взаимодействия сочетания «ЭТС — конструкционный материал». Данная работа является частью комплекса исследований физико-механических, трибологических и режущих свойств экспериментальных ТС с модифицированной кобальтовой связкой.
Материалы и методы. В качестве объектов исследования поверхностных механических характеристик выбраны нижеследующие составы ТС (таблица 1). Трибологические испытания проводились на инденторах квадратного сечения (а=5 мм, Ra=0,1–0,12 мкм) из трёх наиболее перспективных составов (2.21, 2.22 и 2.23) на трибометре Т-11(Польша), реализующего схему трения «палец-диск». В ходе проведения опытов фиксировалось изменение силы трения ( F, Н) в зависимости от пути трения ( L , м). Каждый эксперимент повторялся 3–5 раз, результаты опытов обрабатывались при помощи методов дисперсионного анализа [16]. В качестве материала вращающегося диска (контртела) были выбраны титановый сплав ВТ3-1 и нержавеющая сталь 12Х18Н9Т; шероховатость поверхности этих образцов находилась в пределах R a 0,12–0,15 мкм.
Таблица 1
Химический состав и термодинамические свойства ЭТС
|
Марка твёрдого сплава |
Состав |
Энтропия, Дж/моль·град |
|
|
( S 298 ) WC |
( S 2098) связ . |
||
|
1 |
2 |
3 |
4 |
|
2.19 |
92,63% WC+7,37%[1,52%Со+ +5,03%Fe+0,82%Cu] |
35,6 |
28,60 |
|
2.20 |
92,38% WC+7,62% [3,6%Со+ +3,2%Fe+0,82%Cu] |
29,31 |
|
|
2.21 |
92,45% WC+7,55% [5,3%Со+l,43%Fe+0,82%Cu] |
29,83 |
|
|
2.22 |
91,95% WC+8,05% [5,65%Со+l,8%Mo+0,6%Ti] |
29,72 |
|
|
2.23 |
91,59% WC+8,41% [5,1%Со+2,7%Mo+0,61%Ti] |
29,59 |
|
|
2.24 |
90,62% WC+9,38% [3,34%Со+5,44%Mo+0,6%Ti] |
29,22 |
|
|
ВК8 (Базовый) |
92% WC + [7,5–8]%Co, Fe≤0,3% |
28,50 |
|
Исследования проводились при различных скоростях скольжения и температурах при постоянной нагрузке P=20 Н. Масса образцов определялась на весах ЛВ 210-А. Шероховатость дорожек трения на контртеле после проведения экспериментов измерялась на профилометре Abris-PM7 (Россия). Определение динамической микротвёрдости поверхностей ЭТС производилось на сканирующем нанотвердомере NanoSCAN-01 (Россия) путём анализа толщины нанесённых с различным усилием царапин. Исследования изношенных поверхностей образцов ЭТС осуществлялись на инвертированном микроскопе ZEISS Axio Vert. A1.
Результаты исследования . Наименьшая ширина царапин h , нанесённых при различных усилиях F s , принадлежит сплавам 2.22 и 2.23, связка в которых была модифицирована группой Mo-Ti (таблица 2).
Таблица 2
Ширина царапины h при различных усилиях F s по результатам склерометрии ЭТС
|
F s, Н |
h , мкм |
||||||
|
Марки твёрдых сплавов |
|||||||
|
2.19 |
2.20 |
2.21 |
2.22 |
2.23 |
2.24 |
ВК8 |
|
|
5 |
0,3 |
0,2 |
0,5 |
- |
- |
1,5 |
1,1 |
|
15 |
1,3 |
1,3 |
1,5 |
0,7 |
1,2 |
2,5 |
1,8 |
|
25 |
2,4 |
1,8 |
2,4 |
1,2 |
1,8 |
3,3 |
2,9 |
Таким образом эти материалы характеризуются наибольшей твёрдостью поверхности на микроуровне, что предполагают лучшую устойчивость к абразивному виду изнашивания. Следует отметить, что в этих сплавах при усилиях F s < 15 Н заметных изменений поверхностного микрорельефа не было обнаружено. Наименьшую микротвёрдость по результатам испытаний продемонстрировал состав 2.24.
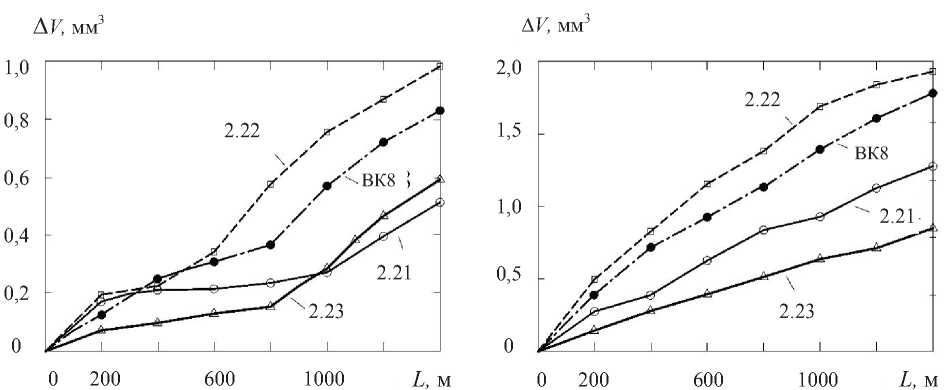
Для определения и сравнения износостойкости ТС производилось измерение потери массы индентора для каждой величины пути трения L , а затем определялся объёмный износ образцов ΔV (рис.1, 2).
а )
б )
Рис. 1. Объёмный износ инденторов ЭТС при трении по титановому сплаву ВТ3-1 при температурах: а — 25°С; б — 300°С
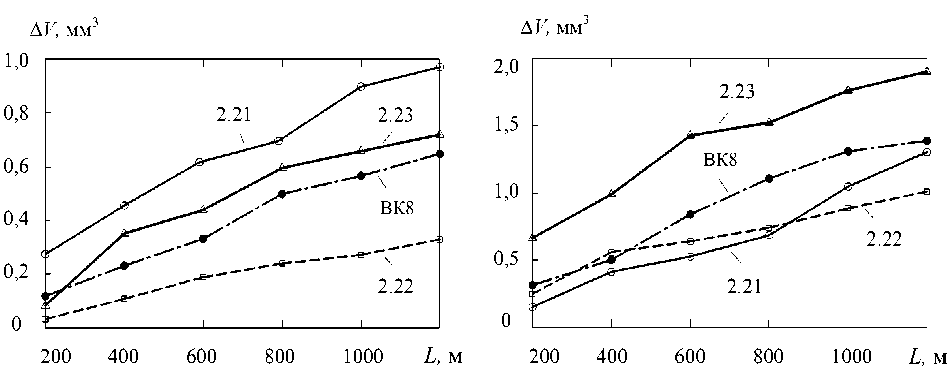
При трении по титановому сплаву при различных температурах наибольший объёмный износ ΔV наблюдался у сплава 2.22. Наилучшую износостойкость продемонстрировал состав 2.23 (рис. 1). При трении по нержавеющей стали наименьшие значения параметра ΔV были зафиксированы для состава 2.22 (рис. 2). Наибольший объёмный износ в этом случае также принадлежит экспериментальным составам ТС. При комнатной температуре самую высокую интенсивность изнашивания демонстрирует сплав 2.21, а при подогреве зоны трения максимальные значения износа фиксируются для состава 2.23.
Машиностроение и машиноведение
а ) б )
Рис. 2. Объёмный износ инденторов ЭТС при трении по нержавеющей стали 12Х18Н9Т при температурах:
а — 25оС; б — 300оС.
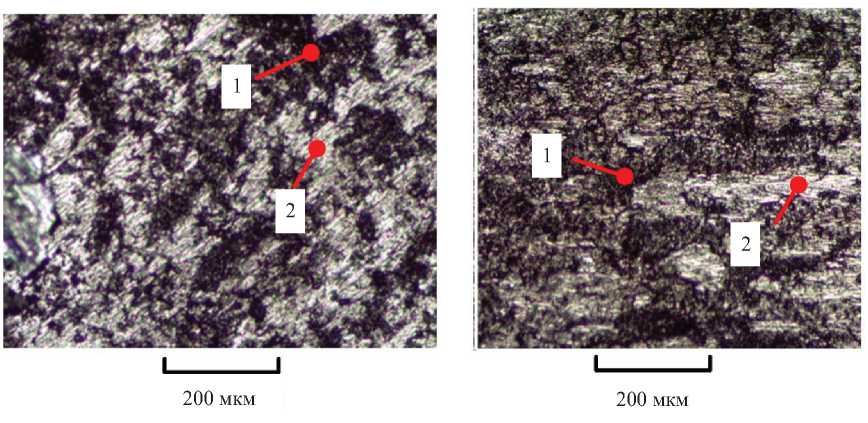
Поверхности инденторов из сплавов, продемонстрировавших максимальный объемный износ, характеризуются либо преобладанием изношенных участков, либо изначальная поверхность материала сохраняется только в виде отдельных редких фрагментов. На рис. 3 приведены снимки поверхностей инденторов из сплавов 2.23 и ВК8 после трения по стали 12Х18Н9Т при температуре 300оС для пути трения L =600 м.
а )
б )
Рис. 3. Сравнение поверхностей инденторов сплавов 2.22 (а) и ВК8(б) после трения по нержавеющей стали 12Х18Н9Т ( Т =300оС, v =0,3 м/с):
1 — изношенные участки поверхности; 2 — фрагменты исходной поверхности
Поверхность более износостойкого сплава 2.22 имеет пятнистую структуру с преобладанием начальных неизношенных участков (рис. 3 а ). Поверхность базового сплава ВК8 характеризуется большим масштабом разрушений, редкие фрагменты исходной поверхности расположены дискретно, их суммарная площадь при этом значительно меньше (рис. 3 б ).
Оценка фрикционного взаимодействия пар трения производилась путём сравнения средних значений коэффициента трения f ср и его флуктуаций без учёта стадии приработки I (рис. 4 а, б ). Сравнение колебаний коэффициента трения осуществлялось по среднеквадратическому отклонению σ ср этого параметра от f ср на стадии установившегося трения II.
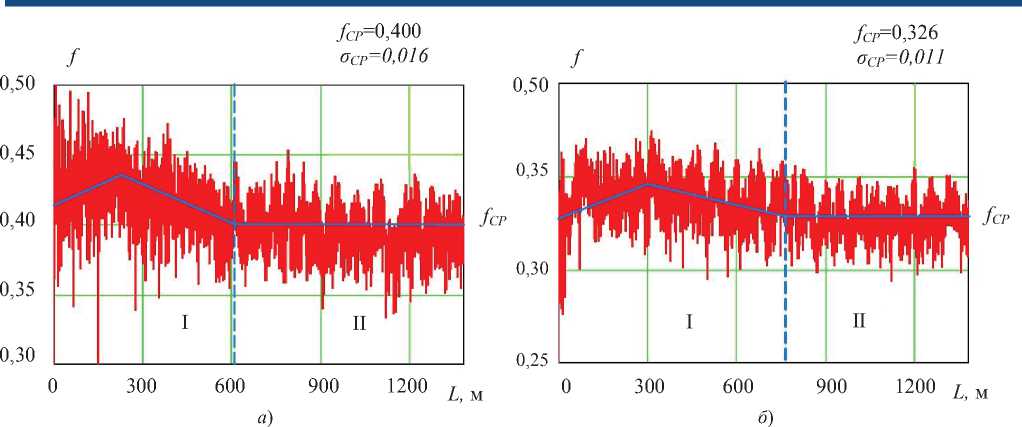
Рис. 4. Зависимость коэффициентов трения f от пути L при трении по сплаву ВТ3-1 (Т=25оС, v=0,3 м/с): a — 2.23; в — ВК8: I — стадия приработки; II — стадия стабильного трения
В случае трения по титановому сплаву при различных температурах средние коэффициенты трения и их среднеквадратичные отклонения у всех ЭТС были выше, чем для базовой марки ВК8. Однако, наименьшие значения этих параметров среди экспериментальных составов принадлежат сплаву 2.23 (рис. 4 а ).
При трении по стали 12Х18Н9Т как при комнатной температуре, так и с подогревом наибольшие значения параметров f ср и σ ср принадлежат базовому сплаву ВК8 (при 25оС: f ср =0,72 и σ ср =0,048; при 300оС: f ср =0,68 и σ ср =0,032). Минимальные коэффициенты трения и его флуктуации в этой серии опытов были зафиксированы для состава 2.22. При трении без подогрева для этого материала значения оцениваемых параметров составили f ср =0,44 и σ ср =0,025, а при 300оС увеличились до f ср =0,57 и σ ср = 0,029.
Произведено измерение и сравнение средних шероховатостей дорожек трения на контртелах для максимального значения пути трения. При трении по стали 12Х18Н9Т наименьшие значения этого параметра принадлежат сплаву 2.22. При температуре 25оС шероховатость составила Ra 2.22 =4,12 мкм, при 300оС — Ra 2.22 =5,12 мкм. Наибольшие значения шероховатости были зафиксированы при трении базового сплава ВК8. При комнатной температуре значение этого параметра составило Ra ВК8 =5,07 мкм, с подогревом зоны трения — Ra ВК8 =5,95 мкм. Высокие значения шероховатости свидетельствуют о том, что фрикционное взаимодействие этого материала с нержавеющей сталью сопровождалось более масштабными разрушениями в процессе образования и разрушением адгезионных и когезионных швов на поверхности материала контртела.
В серии опытов с титановым сплавом ВТ3-1 наилучшие показатели по шероховатости контртел были зафиксированы после трения экспериментального состава 2.23 (Ra 2.23 =3,35 мкм при 25оС и Ra 2.23 =4,54 мкм при 300оС). Наибольшие поверхностные разрушения получили образцы после фрикционного взаимодействия со сплавом 2.22. Шероховатость поверхности при трении без подогрева составила Ra 2.22 =6,88 мкм, с подогревом — Ra 2.22 =8,07 мкм.
Обсуждение и заключения. В результате исследования трибологических характеристик экспериментальных твёрдых сплавов при трении по труднообрабатываемым материалам установлены наилучшие сочетания с точки зрения фрикционного взаимодействия пары материалов. Для нержавеющей стали 12Х18Н9Т лучшие трибопоказатели были зафиксированы при трении в сочетании со сплавом 2.22, для титанового сплава — с составом 2.23. Процесс трения для данных сочетаний материалов при различных температурах характеризуется минимальным объёмным износом, невысокими коэффициентами трения и меньшим масштабом разрушений поверхностей как твёрдосплавных инденторов, так и контртел из конструкционных материалов.
Список литературы Триботехнические свойства экспериментальных твёрдых сплавов с модифицированной кобальтовой связкой
- Cemented carbide microstructures: A review / J. García, V. C. Ciprés, A. Blomqvist, B. Kaplan // Journal of Refractory Metals and Hard Materials. — 2О19. — Vol. 8О. — P. 4О-б8. https://doi.org/10.101б/i.iirmhm.2018.12.004
- Ti(C,N) and WC-Based Cermets: A Review of Synthesis, Properties and Applications in Additive Manufacturing / L. Heydari, P. F. Lietor, F. A. Corpas-Iglesias, O. H. Laguna // Materials. — 2О21. — Vol. 14. — Art. б78б. https://doi.org/10.3390/ma1422б78б
- Micromechanical properties of WC-(W, Ti, Ta, Nb) C-Co composites / D. A. Sandoval, J. J. Roa, O. Ther [et al.] // Journal of Alloys and Compounds. —2О19. — Vol. 777. — P. 593-бО1. https://doi.org/10.101б/i.iallcom.2018.11.001
- Influence of Cemented Carbide Composition on Cutting Temperatures and Corresponding Hot Hardnesses / J. Potschke, A. Kroedel, A. Vornberger [et al.] // Materials. — 2020. — Vol. 13. — Art. 4571. https://doi.org/10.3390/ma13204571
- Analysis of Different Complex Multilayer PACVD Coatings on Nanostructured WC-Co Cemented Carbide / D. Coric, M. Snajdar Musa, M. Sakoman, Z. Alar // Coatings. — 2021. — Vol. 11. — Art. 823. https://doi.org/10.3390/coatings11070823
- Siwak, P. Indentation Induced Mechanical Behavior of Spark Plasma Sintered WC-Co Cemented Carbides Alloyed with Cr3C2, TaC-NbC, TiC, and VC / P. Siwak // Materials. — 2021. — Vol. 14. — Art. 217. https://doi.org/10.3390/ma14010217
- Yanju Qian. Micro structure and Properties of Ultrafine Cemented Carbides Prepared by Microwave Sintering of Nanocomposites / Yanju Qian, Zhiwei Zhao // Crystals. — 2020. — Vol. 10. — Art. 507. https://doi.org/10.3390/cryst10060507
- Investigation on the mechanical properties of WC-Fe-Cu hard alloys / Zhao Zhenye, Lin Jianwei, Tang Huaguo [et al.] // Journal of Alloys and Compounds. — 2015. — Vol. 632. — P. 729-734. https://doi.org/10.1016/j.iallcom.2015.01.300
- Microstructure evolution of WC grains in WC-Co-Ni-Al alloys: Effect of binder phase composition / Jianzhan Long, Kai Li, Fei Chen [et al.] // Journal of Alloys and Compounds. — 2017. — Vol. 710. — P. 338-348. https://doi.org/10.1016/i.iallcom.2017.03.284
- Determination of the efficiency of high-entropy cutting tool materials / A. A. Ryzhkin, V. E. Burlakova, D. V. Moiseev [et al.] // Journal of Friction and Wear. — 2016. — Vol. 37. — P. 47-54. https://doi.org/10.3103/S1068366616010153
- Ryzhkin, A. A. Wear and performance of hard alloys / A. A. Ryzhkin, V. E. Burlakova, A. A. Novikova // Russian Engineering Research. — 2018. — Vol. 38. — P. 438-441. https://doi.org/10.3103/S1068798X18060151
- Рыжкин, А. А. О связи между износостойкостью и физическими свойствами инструментальных материалов / А. А. Рыжкин, В. В. Илясов // Вестник машиностроения. — 2000. — № 12. — С. 32-40.
- Grzesik, W. Advanced Machining Processes of Metallic Materials: Theory, Modelling, and Applications, 2th ed. / Grzesik, W. — Elsevier. — 2017. — 578 p.
- Analysis of Minimum Quantity Lubrication (MQL) for Different Coating Tools during Turning of TC11 Titanium Alloy / Sheng Qin, Zhongquan Li, Guoqiang Guo [et al.] // Materials. — 2016. — Vol. 9. — Art. 804. https://doi.org/10.3390/ma9100804
- Leppert, T. Residual stresses in surface layer after dry and MQL turning of AISI 316L steel / Tadeusz Leppert, Ru Lin Peng // Production Engineering. — 2012. — Vol. 6. — P. 367-374. https://doi.org/10.1007/s11740-012-0389-3
- Montgomery, D. C. Design and analysis of experiments. 8th ed. / D. C. Montgomery. — New York: John Wiley & Sons. — 2013. — 612 p.
