Упругое проскальзывание в задачах печати под давлением

Автор: Комарова Л.Ю., Ямилинец С.Ю., Дмитриев Л.Д., Долгоносов В.К., Кондратов А.П.
Журнал: Вестник Воронежского государственного университета инженерных технологий @vestnik-vsuet
Рубрика: Химическая технология
Статья в выпуске: 1 (99) т.86, 2024 года.
Бесплатный доступ
В полиграфической промышленности наиболее распространенными являются офсетная печать и флексография. Эти виды печати имеют неизбежные искажения репродуцируемого изображения. Постоянное неизбежное искажение происходит из-за проскальзывания упругих поверхностей в полосе контакта во время печатного процесса. В целях решения этой проблемы был проведен натурный эксперимент печати меток регистра по технологии, разработанной и запатентованной компанией Techkon. Эксперимент был направлен на изучение искажений, которые могут возникнуть при соприкосновении формного и офсетного цилиндров. В качестве поверхности формного и офсетного цилиндров печатных машин использовались жёсткая металлическая форма и офсетное резинотканевое полотно, являющиеся текстолитом. В результате эксперимента было обнаружено, что искажение на этих поверхностях вызывает постоянную неизбежную деформацию растровой точки. Для описания этой деформации была применена классическая контактная задача Герца, которая является широко применяемой моделью в области контактной механики. С помощью аппроксимации полученных численных значений было получено простое уравнение. Это уравнение практически полезно для инженерных расчетов, которые могут быть использованы для внесения предыскажений в растрируемый файл оригинала. Это, в свою очередь, позволяет достичь более точного репродецируемого изображения в качестве соответствия цветов, формы и размеров мелких деталей. Это принимает особое значение, когда к продукции предъявляются требования по высокой точности воспроизведения цвета и деталей, чтобы обеспечить их эстетическую привлекательность и функциональность. Высокое качество востребовано при производстве декоративных элементов, таких как обои, ламинат, картины, и защищённой печати - деньги, марки, акцизы.
Резинотканевое полотно, офсетная печать, искажения, полиграфия, флексография
Короткий адрес: https://sciup.org/140305670
IDR: 140305670 | УДК: 667.6 | DOI: 10.20914/2310-1202-2024-1-212-218
Elastic slip in printing tasks under pressure
In the printing industry, the most common are offset printing and flexography. These types of printing have inevitable distortions in the reproduced image. Constant, inevitable distortion occurs due to the slippage of elastic surfaces in the contact strip during the printing process. In order to solve this problem, a full-scale experiment was conducted on printing register marks using technology developed and patented by Techkon. The experiment was aimed at studying the distortions that can occur when the plate and offset cylinders come into contact. As the surface of the plate and offset cylinders of printing machines, a rigid metal mold and an offset rubber-fabric fabric, which is a textolite, were used. As a result of the experiment, it was discovered that the distortion on these surfaces causes permanent and inevitable deformation of the raster dot. To describe this deformation, the classical Hertz contact problem was used, which is a widely used model in the field of contact mechanics. By approximating the obtained numerical values, a simple equation was obtained. This equation is practically useful for engineering calculations that can be used to introduce pre-emphasis on a rasterized original file. This, in turn, allows you to achieve a more accurate reproduced image in terms of matching colors, shapes and sizes of small details. This is especially important when products require high color and detail accuracy to ensure aesthetic appeal and functionality. High quality is in demand in the production of decorative elements such as wallpaper, laminate, paintings, and security printing -banknotes, stamps, excise taxes..
Текст научной статьи Упругое проскальзывание в задачах печати под давлением
DOI:
Способы традиционной печати отличаются принципами создания печатающих и пробельных элементов на печатной форме и методами переноса краски на запечатываемый материал [1].
Сегодня возросла роль объективного оценивания качества печатной продукции, которое определяется взаимодействием компонентов триады: запечатываемый материал – краска – печатающее устройство. Поэтому оборудование, обеспечивающее точный перенос краски на поверхность материала, как и другие компоненты, отвечает за конечное качество оттиска [2].
В офсетной и флексографской печати для краскопереноса применяют упруго-эластичные материалы формного и офсетного цилиндров. Формный цилиндр покрыт гибкой формой, офсетный – композиционным офсетным резинотканевым полотном (ОРТП), имеющими высокую долю упругих деформаций [1–4].
В условиях оптимального давления между печатной формой и ОРТП в зоне соприкосновения при передаче краски возникают искажения в печатных элементах. Возникающие искажения статистически не определяются [1–4].
Устранение искажений осуществляется путем компенсации на стадии подготовки форм. Отсутствие статистических методов компенсации вынуждает определять искажения опытным путем [1–3].
Материалы и методы
Для определения параметров взаимодействия формного и офсетного цилиндров в офсетной печатной машине можно использовать контактную задачу Герца [5].
Натурные испытания проводились на печатной машине Heidelberg Speedmaster CD 74 (производство Германия) на инструментальном комплексе с использованием оптической системы измерения TECHKON RMS 910. Непосредственным измерением геометрии формы и площади меток регистра. Метка регистра записывается на калиброванной печатной форме и имеет абсолютно круглую форму диаметром ≈ 50 мкм. Оптической системой последовательно измеряются оттиски метки на резинотканевом полотне и бумаге.
На рисунке 1 представлена схема расположения цилиндров в печатной машине. Давление создается при сжатии упруго-эластичного ОРТП на фиксированную величину. Сжатие обеспечивается контактными кольцами цилиндров и толщиной жесткой подложки на цилиндре под ОРТП. Радиусы контактных колец и печатного цилиндра одинаковы [1–3].
Композиционное резинотканевое полотно устанавливается вровень с контактными кольцами путем подбора жесткой подложки (пленка, картон) с учетом остаточной деформации. Остаточная деформация учитывается при натяжении полотна и его приработке. Натиск в верхней печатной паре создает превышение жесткой металлической формы над контактными кольцами [2,3].
Давление в нижней печатной паре создается путем подведения нижнего печатного цилиндра к офсетному, где нулевая точка – это контакт печатного цилиндра с контактными кольцами офсетного цилиндра. Эта величина выбирается печатником в зависимости от состава, структуры и вида отделки запечатываемого материала. Определяющее условие – минимально необходимое давление, при котором происходит максимально возможная пропечатка всех элементов изображения [2, 3].
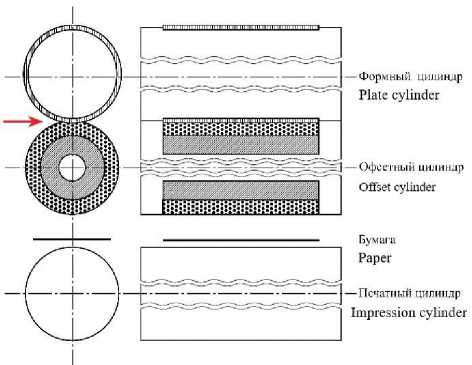
Рисунок 1. Схема печатной секции офсетной печатной машины
Figure 1. Scheme of the printing section of an offset printing machine
Соприкосновение контактных зон поверхностей печатного и офсетного цилиндров (на рисунке 1 обозначено красной стрелкой) примем как соприкосновение упругих параллельных полуплоскостей (рисунок 2). Полуплоскости могут изменять положение как жесткие тела. Постоянная внешняя сила сдавливает тела без изменения направления при изменении положения полуплоскостей. За границей зоны соприкосновения полуплоскости находятся на расстоянии друг от друга (отдалены) и не испытывают напряжений [2–5].
Различия радиусов печатного и офсетного цилиндров в зоне соприкосновения и одинаковая угловая скорость обеспечивают несовпадение линейных скоростей полуплоскостей. Скорости полуплоскостей формного и офсетного цилиндра – vt и vb соответственно. В зоне соприкосновения можно выделить области с длинами (11 и d3, где точки поверхностей проскальзывают друг относительно друга, и зона d2, где поверхности сцеплены и точки неподвижны относительно друг друга [4–5].
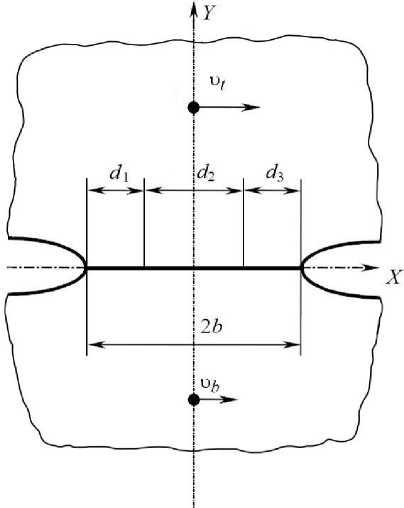
Рисунок 2. Соприкосновение упругих полуплоскостей формного и офсетного цилиндров
Figure 2. Contact of the elastic half-planes of the plate and offset cylinder
Дополнительные условия для решения задачи: ОРТП испытывает только упругие деформации, определяемые законом Гука; зона соприкосновения значительно меньше общих поверхностей цилиндров; поверхность ОРТП однородна по свойствам и натяжению на каждом участке. Определение трения в печатной паре офсетной печати с увлажнением пробельных элементов является спорным, но будет использоваться в дальнейшем, так как присутствует в классической контактной задаче Герца.
Для тела в состоянии равновесия сумма работ всех действующих на него сил равна нулю при всех возможных изменениях положения, принцип Лагранжа [6]:
N E = NA^ + N A ext (1)
где ∆ E – вариация энергии системы; ∆A int – вариация работы внутренних сил; ∆A ext – вариация работы внешних сил.
Вариация работы внутренних сил может быть представлена в виде
N A Lt = 3 [0.5Д£ ( G • Г 2 ++ 3 • e 2 • k ) dV ] (2) где G – модуль сдвига, G = 0.5 E / (1 +μ ); Г – интенсивность деформации сдвига; 8 - средняя деформация, ε = ( ε x +ε y +ε z ) / 3; k – модуль объемной деформации, k = E /(1 – μ ); Е – модуль Юнга; μ – коэффициент Пуассона.
Участкам скольжения свойственно возникновение на поверхности касательных напряжений трения, помимо нормальных напряжений. Из-за неопределенности границ этих участков вариация работы внешних сил в уравнении (1) будет отлична от нуля и может быть определена как
NA ext = X\\Sj т ^ wjdSj = 3 [X , JI Sj
т:wjdSj (3)
где τ j – касательные напряжения трения в зонах скольжения; j = 1.3 -соответственно зонам
(рисунок 2); w j – смещение точек поверхности в зонах скольжения; S j – площадь зон скольжения.
Касательные напряжения трения определяются через нормальные т = f -ст „ y=0
где f j – коэффициент трения в j -зоне; σ y= 0 – нормальные напряжения на контактной поверхности.
Таким образом, вариационное уравнение (1) примет вид
0.5 Jjj ( G • Г 2 + 3 • e 2 • k ) dV - v

- 0 (4)
-
1.1 Область деформации
Определим систему координат с осями X и Y для участка соприкосновения. На участке соприкосновения полуплоскости упруго деформируются. Примем форму участка V соприкосновения как прямоугольную с длиной, равной длине участка соприкосновения, и высотой h – глубиной деформации, как показано на рисунке 3a. В качестве единицы длины используется половина длины участка соприкосновения.
-
1.2 Кинематически допустимое поле скоростей
Движение точек на участке соприкосновения будет происходить как по оси X, так и по оси Y. Причина – изменение скорости на разных областях участка соприкосновения. В области сцепления скорость точек равна нулю, а вне деформированного участка будет ∆v и - ∆v для полуплоскостей формного и офсетного цилиндров соответственно, где ∆v = ( v t – v b )/2 [8–10].
Таким образом, рассматриваемый участок можно разделить на области «замедления», «сцепления», «ускорения». Кинематически возможное поле скоростей рассматриваемого участка представлено на рисунке 3b [8–10].
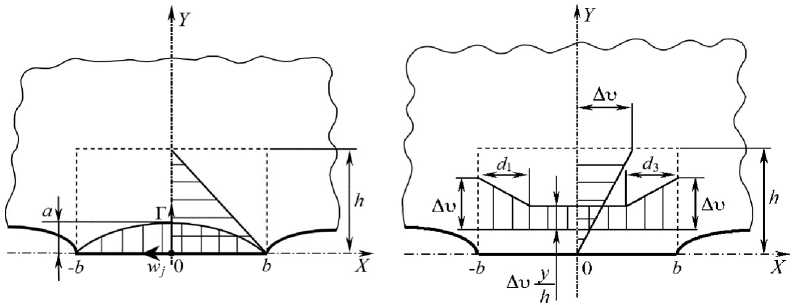
a) b)
Рисунок 3. Эпюра перемещений (a) и кинематически допустимое поле скоростей (b) в зоне соприкосновения
Figure 3. Epure of displaced (a) and kinematically permissible velocity field (b) in the contact zone
1.3 Расчет упругих деформаций
Учитывая постоянные изменения передвижения точек в зоне деформации линейные и угловые деформации могут быть определены:
S x
- 2 ax l 1 -
Y xy
- 2 ax 1 -
A v ,y .. x +1 . . ,
— • (y -1) • —,-1 < x <-l + d ;
vh d
■ — • (— -1),-1 + d < x < 1 - d ; v
Av zi У , x -1 1
— • (1 - 7) • T, 1 - d < x < 1;
l v h d
Sy =- a • (1 - x2) • 1; h s = 0;
y Y^ 'Yll, - 1 < x <- 1 + d ;
hJ v 2 hd y i Av 2 x + 2 - d
+--- , - 1 + d < x < 1 - d :
h J v 2 h ,
- 2 ax l 1 -
h J v
A v 4 d - 2 d 2 - ( x - 1 ):
2 hd
— ,1 - d < x < 1;
Y yz = Y zx = 0.
Для упрощения расчетов примем длины областей «замедления» и «ускорения» равными: d 1 = d 3 = d .
Тогда энергия системы имеет следующий вид [11]:
Согласно энергетическому условию Губера-Мизеса, при значениях ∆v/v и a менее чем 10–2 на участке соприкосновения отсутствуют пластические деформации, что ограничивает использование рассматриваемых уравнений [11].
1.4 Случаи скоростной асимметрии
Скорости полуплоскостей определяют появление следующих областей на участке соприкосновения: при ∆v = 0 (контактная задача Герца) на всем участке соприкосновения – только область «сцепления» поверхностей; при v t < v b присутствуют области «замедления» и «сцепления», зона «ускорения» отсутствует ( d = d 1 ≠ 0, d 3 = 0); при v t > v b присутствуют все области ( d 1 = d 2 = d 3 ).
При нормальной эксплуатации печатной машины реализуется только третий случай.
Когда области скольжения формируются в начале и в конце участка соприкосновения, минимизация функционала энергии (9) по неизвестным h и d приводит к следующей системе уравнений:
dE dh
E = 2 GB
1 - ^ [(Av^2 h(6 - 4d)16
1 - 2p j^ v J 915
4 p - 1 A v a ( d 3 - 4 d 2 + 8)
+—-------------- +
1 - 2 p v12
(A v Y 8 d 3 - 5 d 2 - 60 d + 80
++
^ v J
4 .
+-• a2 • h - 2 f • f 1 - p a (d4 - 3 d 3) pA
'1 1 - 2 p 3 h 1 - 2 p ' ~ ' T
1 -p (Av7 6-4d 1 -p 16a2
1 - 2 ^ \~ J ~ 1 - 2 p '-hid + ~
(A v Y 8 d 3 - 5 d 2 - 60 d + 80
-
- — \--5-------+=
I v J
-
1 - p 2 a ( d 4 -3 d J)
+f' 1^p —7—]
-
1 - p 4h 12d2 - 5d - 301]
1 - 2p ' 9+ 20h2

dE dd
4p-1 Av a(3d2 -8d) __
+1 - 2p ’ v ' 12
Г 1 -p 2a(4d3 -9d2) 2p AvJ
- f d
[1 - 2p 3 h 1 - 2 p v JJI
В качестве примера на рисунке 4 пред-
ставлено изменение глубины проникновения
деформации и длины зоны скольжения от отно-
где B – полуширина участка соприкосновения
по оси Z .
сительной разности скоростей полуплоскостей для различных смещений их по направлению друг к другу (пропорциональных сдавливающему воздействию).
Аппроксимация результатов при различных значениях разности скоростей, сдавливающей нагрузки и коэффициента трения, получено выражение для определения длины зоны скольжения применимое в инженерных расчетах:
d = Wf —, (111)
v где: kμ = 2.024 – 4.094μ, ka = 1.1 – 26.5a, kf = 1.68 – 16.21f + 51.54f2, качество аппроксимации: 0,87 R2.
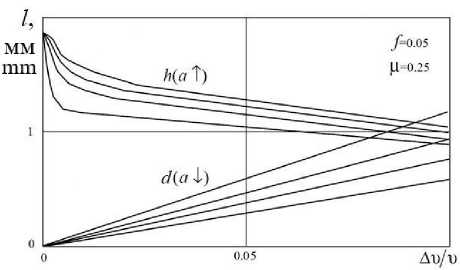
Рисунок 4. Влияние асимметрии скорости на глубину проникновения деформации h и протяженность скольжения d при a = 0.02; 0.05; 0.07; 0.1
Figure 4. The influence of speed asymmetry on the depth of penetration of deformation h and the length of sliding d at a = 0.02; 0.05; 0.07; 0.1
Различия радиусов печатного и офсетного цилиндров в зоне соприкосновения и одинаковая угловая скорость обеспечивают несовпадение линейных скоростей полуплоскостей. Скорости полуплоскостей формного и офсетного цилиндра – v t и v b соответственно. В зоне соприкосновения можно выделить области с длинами d 1 и d 3 , где точки поверхностей проскальзывают друг относительно друга, и зона d 2 , где поверхности сцеплены и точки неподвижны относительно друг друга.
Результаты
Полученные значения позволяют определять напряженно-деформированное состояние участка соприкосновения путем подстановки в уравнения деформации (5–8). Выявлено, что при увеличении разности скоростей, длины зон скольжения увеличиваются, а условная глубина проникновения деформации уменьшается до 30^50%. Это связанно с диссипацией энергии в зоне скольжения и перераспределением напряжений на деформированном участке (в частности – с увеличением нормальных напряжений по всей площадке соприкосновения).
Управляемое проскальзывание, при котором рассогласование скоростей участков поверхностей происходит исключительно в начале соприкосновения, может использоваться в расчетах для компенсации искажений в офсетной и флексографической печати. Оно будет создавать новые участки на соприкасающихся поверхностях цилиндров, но и может повлиять на появление сдвига элементов по всей площадке, когда протяженность области проскальзывания будет приближаться к величине 2Ь. Поэтому необходимо контролировать протяженность области проскальзывания, обеспечивая не превышение половины длины участка соприкосновения. Иначе, случится сдвиг элементов, что нарушит целостность печатной поверхности формы офсетной или флексографской в процессе печати. Увеличение нормальных напряжений на участке соприкосновения в области сцепления, как результат рассогласования скоростей, будет также способствовать более высокому качеству печати.
Обсуждение
Полученные значения позволяют определять напряженно-деформированное состояние участка соприкосновения путем подстановки в уравнения деформации (5–8). Выявлено, что при увеличении разности скоростей, длины зон скольжения увеличиваются, а условная глубина проникновения деформации уменьшается до 30^50%. Это связанно с диссипацией энергии в зоне скольжения и перераспределением напряжений на деформированном участке (в частности – с увеличением нормальных напряжений по всей площадке соприкосновения).
Управляемое проскальзывание, при котором рассогласование скоростей участков поверхностей происходит исключительно в начале соприкосновения, может использоваться в расчетах для компенсации искажений в офсетной и флексографической печати. Оно будет создавать новые участки на соприкасающихся поверхностях цилиндров, но и может повлиять на появление сдвига элементов по всей площадке, когда протяженность области проскальзывания будет приближаться к величине 2 b . Поэтому необходимо контролировать протяженность области проскальзывания, обеспечивая не превышение половины длины участка соприкосновения. Иначе, случится сдвиг элементов, что нарушит целостность печатной поверхности формы офсетной или флексографской в процессе печати. Увеличение нормальных напряжений на участке соприкосновения в области сцепления, как результат рассогласования скоростей, будет также способствовать более высокому качеству печати.
Заключение
Представленная методика расчета областей скольжения при соприкосновении поверхностей применима при исследовании других трибологических процессов непосредственного физического взаимодействия между взаимоперемещающимися поверхностями. В частности, управляемое проскальзывание упругих поверхностей на участке деформации при производстве высокоточных репродукций, в том числе денежных знаков, акцизных марок, при офсетной и флексографской печати.
Список литературы Упругое проскальзывание в задачах печати под давлением
- Ямилинец С.Ю. Расчет деформации растровой точки для автоматизации внесения предыскажений // Известия Тульского государственного университета. Технические науки. 2020. № 11. С. 529–531.
- Yamilinets S.Y., Zhuravleva G.N., Kondratov A.P. Chemical resistance of a surface of an offset cylinder of printing equipment // IOP Conference Series: Materials Science and Engineering. IOP Publishing, 2020. V. 862. №. 6. P. 062107. doi: 10.1088/1757–899X/862/6/062107
- Moginov R., Vorozhtsov A. The Statement and Investigation of the Problem of Separation of a Paper Sheet from the Offset Cylinder after Printing // Advances in Printing and Media Technology. 2015. V. XLII(II). P. 89–98.
- Васильев И.Ю., Ананьев В.В. Исследование поверхностных свойств биокомпозиционных материалов, модифицированных обработкой в плазме коронного разряда // Вестник ВГУИТ. 2023. Т. 85. № 2(96). С. 205–215. doi: 10.20914/2310–1202–2023–2–205–215
- Мазур И.П. Упругое проскальзывание в задачах обработки металлов давлением // Инновационные технологии в металлургии и машиностроении: материалы 6-й международной молодежной научно-практической конференции «Инновационные технологии в металлургии и машиностроении. Уральская научно-педагогическая школа имени профессора А.Ф. Головина». Екатеринбург: Изд-во Урал. ун-та, 2013. С. 15–20.
- Работнов Ю.Н. Механика деформируемого твердого тела; 2 изд. М.: Наука, 1988. 712 с.
- Тимошенко С.П., Гудьер Дж. Теория упругости: пер. с англ., 2 изд. М.: Наука, 1979. 560 с.
- Зобова А.А., Горячева И.Г. Динамическая задача о качении с проскальзыванием упругого цилиндра по упругому полупространству // Доклады Академии наук. 2018. Т. 481. № 1. С. 24–26. doi: 10.31857/S086956520000044–1
- Острик В.И. Вдавливание штампа в упругую полосу при наличии трения и сцепления // Известия Российской академии наук. Механика твердого тела. 2011. № 5. С. 118–129.
- Станкевич И.В., Яковлев М.Е., Хтет С.Т. 77–30569/353180 Математическое моделирование контактного взаимодействия упругопластических сред // Наука и образование: научное издание МГТУ им. Н.Э. Баумана. 2012. № 4. С. 42.
- Деннис Дж., Шнабель Р. Численные методы безусловной оптимизации и решения нелинейных уравнений: пер. с англ. М.: Мир, 1988. 440 с.
- Miljković P., Valdec D., Matijević M. The impact of printing substrate on dot deformation in flexography // Tehnički vjesnik. 2018. V. 25. №. 2. P. 509-515. doi: 10.17559/TV-20170710152140
- Żołek-Tryznowska Z., Rombel M., Petriaszwili G., Dedijer S. et al. Influence of some flexographic printing process conditions on the optical density and tonal value increase of overprinted plastic films // Coatings. 2020. V. 10. №. 9. P. 816.
- Abo Dahab S.M., Farhaty M.A., Abdalmged T.A. High-definition Flexographic Technology Effect on Digital Flexographic Printing Plates Production to Improve Flexible Packaging Prints // Journal of Design Sciences and Applied Arts. 2023. V. 4. №. 1. P. 311-322.
- Stanislav B., Igor M., Kristijan G. Packaging printing today // Faculty of Graphic Arts, University of Zagreb, Croatia Packaging Printing Today, acta graphical. 2015. V. 26. №. 4. P. 27-33.
- Wolfer T., Bollgruen P., Mager D., Overmeyer L. et al. Flexographic and inkjet printing of polymer optical waveguides for fully integrated sensor systems // Procedia Technology. 2014. V. 15. P. 521-529.
- Morgan M.L., Holder A., Curtis D.J., Deganello D. Formulation, characterisation and flexographic printing of novel Boger fluids to assess the effects of ink elasticity on print uniformity // Rheologica Acta. 2018. V. 57. P. 105-112.
- Youssef K.T. Using of flexographic printing plates for producing an organic field effect transistor // International Design Journal. 2015. V. 5. №. 2. P. 447-452.
- Assaifan A. K. Flexographic Printing Contributions in Transistors Fabrication // Advanced Engineering Materials. 2021. V. 23. №. 5. P. 2001410. doi: 10.1002/adem.202001410
- Folea G.V., Bălan E., Mohora C. Considerations on quality assurance for flexographic print products // Annals of the Academy of Romanian Scientists, Series on Engineering Sciences. 2020. V. 12. №. 1. P. 33-47.
