Условия формирования плотной макроструктуры электрокорундовых пластин в валках-кристаллизаторах

Автор: Гладков Владимир Евгеньевич, Березин Владимир Михайлович, Жеханова Наталья Борисовна
Рубрика: Физика
Статья в выпуске: 10 (227), 2011 года.
Бесплатный доступ
Представлены результаты исследования структуры электрокорундовых пластин, закристаллизованных в валках-кристаллизаторах. Показано, что условия формирования макро- и микроструктуры электрокорундовых пластин «ввиду ограниченной пластичности корунда» отличаются от таковых при формировании пластин из металлического расплава. Установлена аналитическая связь между кинетическими условиями формирования плотной макроструктуры пластин и конструктивными параметрами валков-кристаллизаторов
Электрокорунд, абразив, кристаллизация, микроструктура
Короткий адрес: https://sciup.org/147158671
IDR: 147158671 | УДК: 621.546.541.67-31
Conditions of formation of dense macrostructure of electrocorundum plates in rollers of crystallizers
The results of research of the structure of the crystallized elektrocorundum plates in rollers - the crystalliser. It was shown that the conditions for the formation of macro and microstructure of the elektrocorundum plates «because of the limited plasticity of corundum» are different from those for the formation of plates of crystallizer's liquid-alloy. An analytical connection between the kinetic terms of the dense microstructure formation of plates and structural parameters of rolls- crystallizers was found
Текст научной статьи Условия формирования плотной макроструктуры электрокорундовых пластин в валках-кристаллизаторах
Способ охлаждения расплава при синтезе циркониевого электрокорунда {сплавов А12О3 -10-40 мас.% ZrO2} при производстве абразивного зерна для силового шлифования выступает как «своеобразный инструмент», с помощью которого получают слиток с размерами и формой, удобными для его переработки на шлифовальное зерно с минимальными энергетическими затратами и материальными потерями [1-4]. Основное требование к способу охлаждения состоит в том, чтобы в макроструктуре сформированных слитков зона столбчатых кристаллов [3, 4] была сведена до размеров шлифовального зерна, а при их дроблении получалось зерно с максимальным коэффициентом изометричности (определяемым как величина соотношения между радиусами описанной и вписанной сфер для частиц в продукте дробления). Среди известных многочисленных способов охлаждения расплава данному условию удовлетворяют [1-4]: 1) кристаллизация в объёмах между металлическими шарами, загружаемыми в изложницу при сливе расплава, либо в щелевых изложницах с размером щелей, сопоставимых с максимальным размером необходимой фракции абразивного зерна; 2) кристаллизация расплава в валках-кристаллизаторах. Эти способы предпочтительны для периодического процесса, поскольку их реализация требует большой металлоемкости (соотношение масс расплава и охлаждающей среды находится в пределах от 1:1 до 1:3) и значительных встречных грузопотоков. При этом исключено оперативное влияние на процесс кристаллизации. Кристаллизация расплава в валках-кристаллизаторах процесс управляемый и с точки зрения организации непрерывной разливки расплава наиболее предпочтителен.
В практике использования валков-кристаллизаторов условия формирования плотной макро-и микроструктуры пластин из металлического расплава рассматривают как последовательность следующих процессов: литья, кристаллизации и сварки под давлением при пластической деформации (прокатке).
В отличие от обычной прокатки, валки-кристаллизаторы до заливки расплава сомкнуты. Поступающий в пространство между валками расплав (клин расплава, рис. 1) кристаллизуется на их поверхностях, образуя две твердые корочки. Эти корочки толщиной г> d/2 (рис. 1) перед выходом из валков-кристаллизаторов сжимаются с прослойкой «полужидкой фазы» не успевшей закристаллизоваться. При этом валок 1 отодвигается на величину толщины ленты d, свариваемой из двух корочек s > d!2, под давлением упругих элементов, прижимающих его к валку с неподвижной осью вращения. В этом случае при сваривании корочек за счет пластической деформации происходит устранение усадочной пористости.
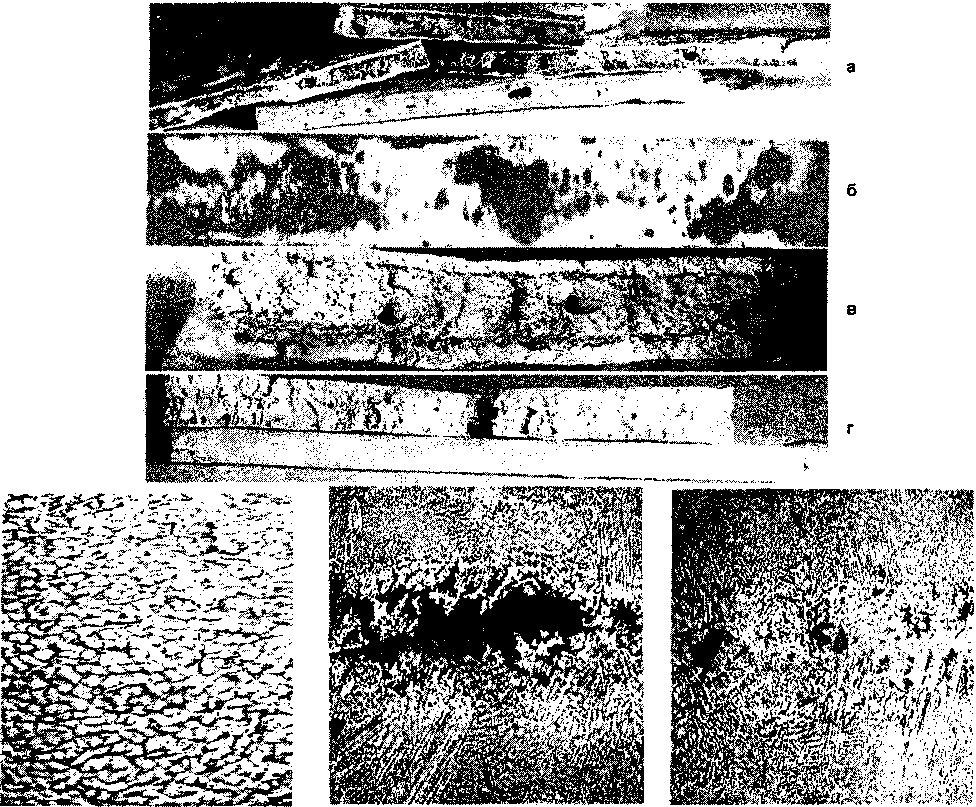
Анализ макро- и микроструктуры пластин различных электрокорундовых материалов, полученных при многолетнем опыте использования валков-кристаллизаторов (Челябинский абразивный завод) показал, что они характеризуются значительной пористостью. При этом пористость как физическая неоднородность материала (рис. 2) является в основном следствием усадочных процессов и в принципе сопровождается химической неоднородностью. Это один из основных дефектов получаемого материала.
Рис. 1. Схема формирования пластины в валках-кристаллизаторах: 1 - валок с подвижной осью вращения; 2 - валок с неподвижной осью вращения; 3 - упругий элемент
Наиболее развитая пористость наблюдается в центральной части поперечного сечения пластин. Осевая пористость (вдоль пластин) проявляется в виде рассеянной пористости, представляющей собой отдельные усадочные пустоты (рис. 2, а, б, в), которые при слиянии приводят к расслоению пластины на две половинки. При систематическом исследовании установлено, что оба вида пористости обнаруживаются в макроструктуре пластин одной плавки [4, 6].
д ж з
Рис. 2. Типичная макроструктура электрокорундовых пластин, закристаллизованных в валках-кристаллизаторах (а, б, в, г). Микроструктура пластин по сечению: белый электрокорунд (д), циркониевый электрокорунд (ж, з), х70
Гпадкое В.Е., Березин В.М., Жеханова Н.Б.
Условия формирования плотной макроструктуры пластин
Для анализа перемещения фронта кристаллизации (в соответствии с изложенной выше последовательностью формирования плотной пластины) приняты следующие параметры и условия: R - радиус валков; to - угловая скорость валков; h - высота клина расплава. Клин расплава при вращении валков охлаждается симметрично, а изотермы симметричны относительно вертикальной плоскости L-L. При непрерывной работе валков гетерогенная кристаллизация начинается в точке (а), когда расплав соприкасается с поверхностью валков, и заканчивается при повороте на угол <р0 . Координаты фронта кристаллизации в любой момент времени относительно неподвижной системы отсчета с началом координат в центре валков определяются системой уравнений:
X
= 7?(Ocos( 0
Непрерывное формирование плотной ленты толщиной d на выходе из валков-кристаллизаторов должно обеспечиваться при сваривании под давлением корочек толщиной s>d]2. Необходимое время для формирования корочки толщиной £>d/2 можно оценить из модифицированного закона квадратного корня [5] в соответствии с равенством
4/Mq 2.L а скорость выхода пластины (сваренной под давлением из двух корочек) - из валков кристаллизаторов по уравнению
К = -^, (2)
2/ где т0 - коэффициент затвердевания неперегретого расплава [6]; С - удельная теплоемкость расплава; L - удельная теплота кристаллизации расплава; D - диаметр валков; Тр - температура сливаемого расплава; Тк - температура начала кристаллизации.
Угол поворота валков ф0 за время t, необходимое для формирования корочки толщиной e«d[2, определяется из очевидного соотношения (рис. 1):
p0=arcsin-p (3)
После подстановки (1) и (3) в равенство (2) и соответствующих преобразований получим уравнение
2m0D arcsin —
У =----- -----D_, (4)
d\X + ™(Tp-TK)f определяющее взаимосвязь между конструктивными параметрами валков-кристаллизаторов, высотой клина сливаемого расплава и его теплофизическими характеристиками.
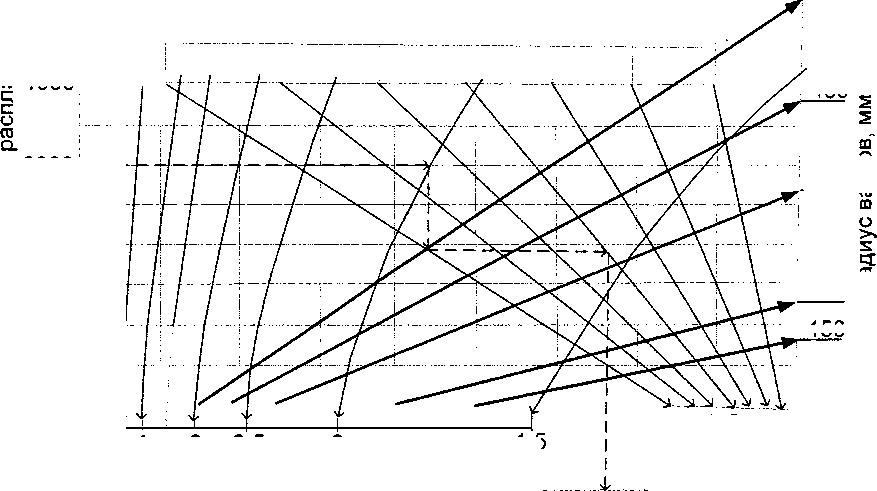
Графическое представление уравнения (4) в виде номограммы (рис. 3) [7], позволяет компактно представить зависимость скорости выхода пластины из валков-кристаллизаторов от переменных, изменяющихся в ходе технологического процесса.
Например, необходимо определить скорость выхода ленты при следующих заданных технологических параметрах: температура сливаемого расплава (Тр = 2000 °C), температура кристаллизации (Тк = 1900 °C); толщина ленты 2,0 мм, радиус валков 500 мм при обеспечении высоты клина расплава h/R < 0,4. Ключ для пользования номограммой при данных параметрах указан на рис. 3 последовательностью отрезков, ограниченных стрелками. На шкале Тр из точки, соответствующей температуре 2000 °C, проводим прямую, параллельную нижнему обрезу номограммы, до пересечения с линией, отвечающей толщине ленты d = 2,0 мм. Из точки пересечения опускаем перпендикуляр на нижний обрез диаграммы до пересечения с линией, отвечающей радиусу валков R = 500 мм. Из найденной точки пересечения проводим линию, параллельную нижнему обрезу диаграммы, до пересечения с линией, отвечающей заданному значению hjR^O^, и из данной точки опускаем перпендикуляр на шкалу скорости выхода ленты из валков.
О го го 1900
Относительная высота клина расплава, h/R 0,7__________________ 0,6 _______0,5 0,4 0,3 0,2 0,1
1 300
о *^
го h/R
1,5
Толщина ленты, мм
4 3 2,5
| 2100 |--------
о 2000 \---- о\
5 ----------------
Ф;
^■ I о _]
го \1
^2200 го:
о. ф.
с■
5L
-
0) 5
го
1 200 tl-
0,8 0,7 0,6
Скорость
0,5 0,4 0,3 0,20,1
выхода ленты, м/с
Рис. 3. Номограмма, иллюстрирующая взаимосвязь между температурой сливаемого расплава, конструктивными параметрами валков-кристаллизаторов и их производительностью
Выводы
Уравнение (4) и соответствующая ему номограмма (рис. 3) описывают условия формирования плотной ленты в определенном сечении валков-кристаллизаторов. При этом скорость выхода ленты V толщиной d из валков-кристаллизаторов с определенными габаритами зависит от двух технологических параметров - высоты клина расплава и его температуры.
Из уравнения (4) и номограммы (рис. 3) следует, что если скорость выхода пластин, высота клина расплава по длине валков и его температура не согласованы, то образование усадочной пористости и рыхлости неизбежно. Такое положение объясняется тем, что основной эффект кристаллизации расплава в валках-кристаллизаторах, а именно, «сваривание» корочек, сформированных на поверхностях толщиной
s^d/2,
и их последующее обжатие не происходит. Спрямление фронта закристаллизованного материала расплава за счет прижима упругими элементами (обеспечивающими
s-
const по длине растекания (рис. I) невозможно, поскольку пластическая деформация корунда ограничена [8]. В этом случае расплав, проникая в образующиеся щели, кристаллизуется с усадкой на < 30 % в «пластине-изложнице» с тонкими стенками из корунда (f
Список литературы Условия формирования плотной макроструктуры электрокорундовых пластин в валках-кристаллизаторах
- Гасик, М.И. Абразивные материалы/М.И. Гасик, A.M. Парада//Неорганические материалы СССР. -Киев: Наук, думка, 1983. -720 с.
- Парада, A.M. Электротермия неорганических материалов/A.M. Парада, М.И. Гасик. -М. Металлургия, 1990. -203 с.
- Гладков, В.Е. Влияние условий охлаждения расплава на формирование структуры и фазового состава в слитках сплавов AbCb-ZrC^/В.Е. Гладков, В.М. Березин, Н.Б. Жеханова//Вестник ЮУрГУ. Серия «Математика. Механика. Физика». -2010. -Вып. 2. -№9(185). -С. 27-31.
- Жеханова Н.Б. Влияние условий охлаждения расплава на структуру и фазовый состав до-эвтектических сплавов AbCb-ZrCb: автореферат дис.... канд. хим. наук/Н.Б. Жеханова. -Свердловск: Изд-во УПИ, 1986. -19 с.
- Хворинов, Н.И. Кристаллизация и неоднородность стали: пер. с чешек./Н.И. Хворинов. -М.:Машгиз, 1958.-392 с.
- Зубов, А.С. Исследование и разработка процесса получения абразивного материала для силового шлифования на основе корунда: автореферат дис.... канд. техн. наук/А.С. Зубов. -Л.; Челябинск, 1982.-35 с.
- Хованский, Г.С. Основы номографии/Г.С. Хованский. -М.: Наука, 1976. -351 с.
- Классен-Неклюдова, М.В. Рубин и сапфир/М.В. Классен-Неклюдова, Х.С. Багдасаров. -М.: Наука, 1974.-263 с.
