Уточнение методов расчёта вибрации шпиндельных бабок фрезерных и сверлильных деревообрабатывающих станков

Автор: Романов Валерий Анатольевич, Чукарин Александр Николаевич, Флек Б.М.
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 1-2 (70-71) т.13, 2013 года.
Бесплатный доступ
Несмотря на различия технологических процессов, реализуемых на фрезерных и сверлильных станках, представлен общий подход к построению моделей виброакустической динамики колебательной системы «шпиндельный узел — режущий инструмент». Кроме этого на модельных фрезерных станках помимо традиционного фрезерования производится растачивание и сверление. Учитывая конструктивные особенности и геометрические параметры режущего инструмента, в качестве акустических моделей излучателя приняты линейный и точечный источники. Определение собственных частот и скоростей колебаний основано на использовании дифференциальных уравнений изгибных колебаний систем с распределёнными параметрами и функций А. Н. Крылова. Получены аналитические зависимости для скоростей колебаний, учитывающие параметры технологического процесса, конструктивные особенности инструмента и шпиндельных узлов.
Виброакустическая динамика, шпиндельный узел, режущий инструмент, сверлильные и фрезерные деревообрабатывающие станки
Короткий адрес: https://sciup.org/14249966
IDR: 14249966 | УДК: 621.9.006.76-26
Analysis technique refinement of spindle head vibration of milling and drilling woodworkers
Various production methods are realized on the milling and drilling machines. A general approach to the model construction for the vibroacoustic dynamics of the oscillating system “spindle unit — cutting tool” is presented. On the pattern millers, boring and drilling are performed apart from the customary milling. Considering the design features and geometrics of the machining tool, linear and point sources are accepted as an acoustic radiator model. The modal test technology is based on the application of the differential equations of the bending vibrations of the distributed systems and A. N. Krylov’s functions. The analytic dependences for the vibration velocities considering process variables, design features of the tool and spindle units are obtained.
Текст научной статьи Уточнение методов расчёта вибрации шпиндельных бабок фрезерных и сверлильных деревообрабатывающих станков
Введение. Конструктивные особенности данного типа станков, заключающиеся в отсутствии зубчатых колёс в приводе, высокие частоты вращения шпинделей, многообразие типов фрез позволяют предположить, что в формировании спектров шума доминируют шпиндельная группа и режущий инструмент. Поэтому в качестве моделей акустических излучателей приняты:
е линейный источник (при R > 344/ fk ), уровни звукового давления которого на основании данных [1, 2] для рассматриваемых станков приведены к следующему виду:
£ = 20 Igi^ + 20 lg fk + 20lg / +10Ig R - 20 Ig r +124;
eточечный источник (при R <3^/fk ), звуковое давление которого приведено к следую щему виду
L = 201д^ +201д/^ + 201д/?/ — 201д г +106, где vk — скорость колебаний источника; fk — собственные частоты колебаний источника; R — радиус шпинделя или фрезы; / —длина источника; г— расстояние от источника до расчётной точки
Результаты исследований. Как видно из полученных зависимостей для расчёта уровней звукового давления следует определить собственные частоты колебаний и виброскорости на этих ча- стотах. Для этого в работе, в отличие от существующих, рассмотрены три варианта, приведённые на рис. 1
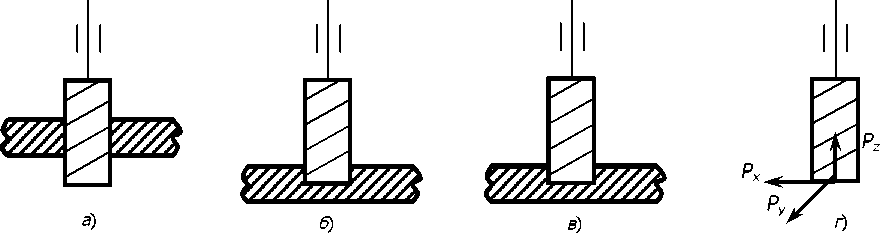
Рис. 1. Расчётная схема определения виброскоростей системы «шпиндельный узел — инструмент» деревообрабатывающих станков: а — отрезание или обработка торца изделия; б — фрезерование паза; в — схема, учитывающая весь шпиндельный узел; г — упрощённая схема фрез малого диаметра
Определение собственных частот колебаний и скоростей колебаний основано на использовании дифференцированных уравнений изгибных колебаний систем с распределёнными параметрами и функций А. К. Крылова.
Общее дифференциальное уравнение изгибных колебаний имеет вид:
Э
Эх2
э
Эх2
d2z
Эх2
Э2у
Эх2
d2z п
'°^=0
d2z п
+m-^°-
где Е — модуль упругости, Па; J — момент инерции в направлении соответствующей оси, м4; /ль — распределённая масса, кг/м.
Решение уравнения, соответствующее характеру возбуждающей силы, которая фактически является функцией периодического характера, определяется из уравнения:
Эх*
Э*у(х) 4 / \ п тождественного выражению свободных колебаний при значении
где fc— собственные частоты колебаний, Гц; fB — частота силового воздействия, Гц.
Первая схема. Решения уравнения (1) на участках фрезы, свободных от нагрузки, представим в виде [3]:
z(x) = Akt (ax) + Вк2 (ax) + Ск3 (ax) + Dk4 (ох), (2)
где ^(ax^Kchax-b cosax ), £2(ax) = |(shax + sinax); £3(ax) = |(chax + cosax)
£4(ax) = |(shax + sinax).
Постоянные интегрирования определим из граничных условий. В точке приложения нагрузки должны выполняться условия сопряжения, требующие равенства прогибов, углов поворота и изгибающих моментов для обоих участков фрезы, а также скачка поперечной силы, равного по величине возмущающей силе. Поэтому
z(x) =z(x) +^—к4[а(х -
\ /лев \ /прав "EJ V /J Располагая начало координат на правой опоре, получим
Z(х) = Вк. (ax) + Dk. (ах), так как постоянные А и С равны нулю в соответствии с граничными условиями на правой опоре. Соответственно на левом участке амплитудные значения смещений выражаются формулой
z(xLes = Bk2(axV DkJax\+ -^— /cja(x - /?)] = 0. X /ЛСВ X / “ х / “Lx /J
О EJ
Постоянные В и D определим из граничных условий на левой опоре
^W) = a2 dx2
Bk4(afV Dk2(afV - ^)] = 0.
a EJ
Из системы (3) определяем
□ _ pz f к^У -5(Ж4(а/)- /с2[о(/ -Sf)]/c2(a/) ^(a/) _ /с4[а(/ -Sf)J ] a3E7[ /c4(a/)-/c2(a/) k^ai) кг^^ /'
D Pz /r4[a(/-S*(a/)-/r2[a(/-S*2(a/) a3EJ k^l>-k^l> "
Тогда величина прогиба по оси OZ равна
z(x,t ) = [^(0%)+ D/c4(ox)]p(z)l
Аналогичным образом находится прогиб и по оси OY.
v v CZ Sv
Радиальная скорость колебании определяется формулой — и —. Qt Qt
Собственные частоты колебаний заготовки определяются по известной формуле
_ п2/?2 ( И
° ” 2/2 |/770
10,5
| (л = 1,2,3,-..)
Полученные выше зависимости справедливы для абсолютно жёстких опор. Фактически передний подшипник шпинделя с патроном и обрабатываемая заготовка являются упругодиссипативными опорами, податливость которых существенно влияет на динамические параметры системы «шпиндель — заготовка».
Вторая схема. Рассмотрим теперь фрезу, опёртую по концам на две упругие опоры с коэффициентами податливости ci (заднего центра) и с2 (переднего шпиндельного подшипника и зажимного устройства). Начало координат расположим на заднем центре. Граничные условия на концах заготовки запишем в виде:
d2y(d)^ = 0 d2y/dxL = 0,
х = 0 у = Qcy, х=! y=Qcy, где Q — амплитудное значение поперечной силы в соответствующем сечении, определяемой по формуле d3v Q = D^-dx5
С учётом последнего выражения получим граничные условия в следующем виде d3y dx3
= 0
х=0



Подставляя в эти уравнения общее выражение для прогибов (2) и учитывая соотношения функций А. К. Крылова, получим следующую систему уравнений относительно постоянных А В, С, D
A + c1Eb3D = 0,
А [^ (А) - c^EJa3^ (А)] + В |>2 (А) - с2Е7о3^3 (А)] + D [^ (А) - с2£7о3^ (А)] = О, Ak3 (А)+Вк. (А)+Ок2 (А) = О, где А = а/.
Решая данную систему, получим выражение для определения собственных частот колебаний
(shA - sinA)2 -c^EJa3 (chA + cosA) (shA - sinA) - chA-cosA -с2£7а3 (shA + sinA) c^Ja3 (shA -sinA) -
-(shA + sinA - c^EJa3 (chA + cosA)] (shA + sinA - c^EJa3 (chA - cosA)] = 0.
Представляя нагрузку с помощью дельта-функции и учитывая краевые условия (4), получим дифференциальное уравнение поперечных колебаний заготовки на податливых опорах
Э2у 294У --— -|- QZ --— 5f2 dx4
n=lL
. Зплх
-sin—-—
. сэРэ -cR. „ c,R, „ „ где А = 2 2 ——; В = -^; А и R2 — реакции в опорах заднего центра и в переднем шпин-/2 / дельном подшипнике.
Аналогичным уравнением описываются колебания по оси ус учётом замены Ру и /^на Pzи Pz-
Эти уравнения в конечном виде не интегрируются, поэтому для их решения использованы численные методы.
В качестве начальных условий принимаем (х = / и t =0)
У = czPy и dy/dt = d{c2R2)/dt, где R2 — реакция в переднем шпиндельном подшипнике.
Решение этой задачи с использованием функций А. К. Крылова имеет вид
Р
У лев = "РуСукх (ах) + Вк, (ах) + Ок. (ах) + -^ к. [а (/ - St)].
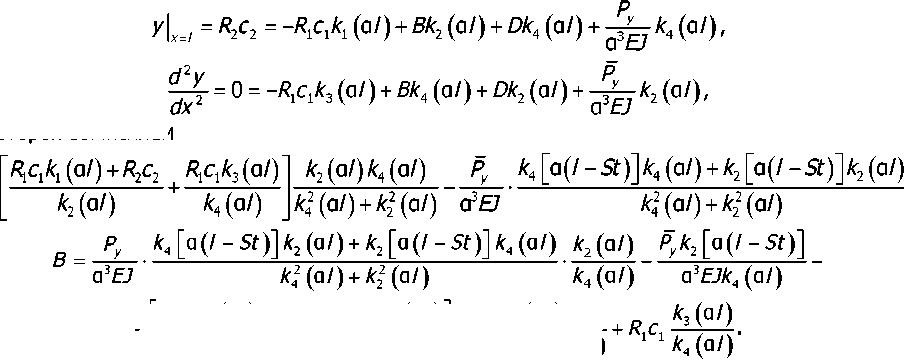
Постоянные В и О определим, исходя из краевых условий на левом конце заготовки, получаем систему уравнений:
из которой вычисляем
D =
|
/?1с1А1 (a/) + R2c2 R^^ (а/) |
А2(а/) |
|
_ А2(а/) ' А4(а/) |
А2(а/) + А2 (а/) |
Вибросмещения по оси у в этом случае определяются выражением у (х, t) = [- RiC^ (ox)+Bk2 (ox)+Dk^ (ox)](l+C*si noot)
Теперь определим радиальную скорость колебании как —. Аналогичными выражениями описы-6t ваются Ах. t) и —с учетом замены Pv и Pv на Р7 и ' • ' ' у У Z Z
В окончательном виде прогибы режущего инструмента по оси z определяются выражением z(x) = ^A(chax + cosax) + В (shax + sinax) + /?(shax -sinax)] sincot.
Прогибы режущего инструмента по оси OY находятся по аналогичному выражению, в котором сила /^заменяется на Ру.
Третья схема. Для существенного уточнения колебательной модели следует рассмотреть систему шпиндель — заготовка, которая представляет собой балку на двух опорах с консольной частью. В данной расчётной схеме приняты следующие обозначения: Л— средневзвешенный момент инерции межопорной части шпинделя, а Л — средневзвешенный момент инерции консольной части.
Для каждого из участков запишем выражения прогибов, используя функции А. К. Крылова: У1 = с1/с1(Лх)+с2/с2(Лх)+с3/с3(Лх)+с4/с4(Лх) при о < х < Ь, у2 = c^^Qo^ c'2k2Qo<^+Сзк3(>о<^+с^ при ь < х < /, где /—длина шпинделя и заготовки, м; Ь — длина межопорной части шпинделя, м.
На первом участке у^ = у2(о) = 0
Поэтому q = с3 = 0
В точке сопряжения двух участков
5У1 Qx
_ 9Уг дх
уМ = уМ
Поперечные силы в конце первого и начале реакции.
Поэтому
второго участка отличаются на величину опорной
9^1
Эх3
9^2
Эх3
-R.
Условия сопряжения участков можно выполнить, если представить прогибы на втором участке в виде
ЗгУг = ЛУ1 +-^^[ь(* -£)1 Л Е
Функция А4В выражении (6) тождественно равна 0 при х<Ь и не равна 0 при х>Ь. Последнее выражение справедливо для всей системы «шпиндель — заготовка». Подставив в (5) выражение для yi получим (Ci = с3 = 0)
У = + где А =
Полученное выражение для /содержит постоянные с2, с^ и R, которые можно определить из условий х = b
У = 0
У = У = 0.
В итоге получаем систему из трёх уравнений c2k2^\b^+cAk^b^ = О,
^k^lVM^V^kM - ^)] = 0, (7)
-Д)] = 0.
Приравнивая нулю определитель системы (7), получим уравнение для расчёта собственных частот колебаний:
—(shA/ -sinA/)
—(shA/ + sinA/)
shA(/ -d) + sinA(/ -b)
—(chA/ -cosA/)
—(chA/ + cosA/)
chA(/ -b) + cosX(l -b)
Четвёртая схема. Координата приложения нагрузки на фрезе не меняется относительно точки закрепления. Расчётной моделью является консольно-защемлённая балка. Прогибы фрезы по осям 03л ОКопределяются из уравнения (1), в котором
,2
2л-1
2/P J
2 wn2 Q
'pi I
Здесь ^/—собственные частоты колебаний фрезы, Гц; /р —длина консольной части, м.
Для функции z(x)=/^(ax^S/^ax^C/^ax^D/c^ax) имеем граничные условия р Р х = 0 z(x) = ^; z(x) = 0, v ’ ЗВ v ’
, р
При z(x = 0) = 0 получаем, что С= 0, а
Р I3
p
Из остальных граничных условий находим:
-Л/г1(а/р)+^2(а/р)+/?/г4(а/р)= 0
- ,U3 (о/р)+ ВкА (о/р)+ Ок2 (а/р ) = 0 После преобразований получаем
PZPD cho/Dsino/D -sho/Dcoso/D
6Вр sho/pSino/p
Pzl3 cha/„sino/„ + sha/„cosa/„ p _ z p __p_____p_______p_____ p
6Е7р
sho/pSino/p
Выводы. Приведённые результаты исследований позволяют существенно уточнить модели виброакустической динамики основной колебательной системы «шпиндельный узел — режущий инструмент» модельных и сверлильных деревообрабатывающих станков. Обоснован общий подход к расчёту процесса шумообразования этих станков. Различия в самом расчёте заключаются только в задании силового воздействия от процесса резания. Полученные зависимости учитывают все основные конструктивные параметры как режущего инструмента, так и шпинделя, а также параметры технологического процесса.
Список литературы Уточнение методов расчёта вибрации шпиндельных бабок фрезерных и сверлильных деревообрабатывающих станков
- Никифоров, А. С. Акустическое проектирование судовых конструкций/А. С. Никифоров. -Ленинград: Судостроение, 1990. -200 с.
- Чукарин, А. Н. Теория и методы акустических расчётов и проектирования технологических машин для механической обработки. -Ростов-на-Дону: Изд. центр ДГТУ, 2005. -152 с.
- Расчёты на прочность в машиностроении/под ред. С. Д. Пономарёва. -Москва: Машгиз, 1959. -884 с.
