Варьирование и методика оценки качества процесса применения синтетических СОЖ при механообработке в условиях массового производства

Автор: Е.М. Булыжев, В.Н. Клячкин, В.Г. Тронин, Ю.Б. Алякин, А.Ф. Денисенко
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 5 т.27, 2025 года.
Бесплатный доступ
В связи с продвижением в РФ синтетических СОЖ с высокой способностью противостоять негативным внешним воздействиям при управлении производственным процессом металлообработки были проведены исследования работоспособности по времени. Варьирование СОЖ исследовали с позиций вероятностно-детерминированного подхода на комплексе из 27 централизованных систем в течение периода времени между заменами. Для этого выполнили формирование цифровой информации значений скорости неизбежных потерь СОЖ на всех ЦСП комплекса с варьированием эксплуатационных показателей.
Синтетическая смазочно-охлаждающая жидкость, централизованная система применения, неизбежные распределенные потери, контроль, мониторинг
Короткий адрес: https://sciup.org/148332401
IDR: 148332401 | УДК: 621.9.079 | DOI: 10.37313/1990-5378-2025-27-5-62-67
Variation and Methodology of Quality Assessment of the Process of Using Synthetic Coolants in Mechanical Processing under Mass Production Conditions
The article was received by the editorial offi ce on 00.00.2025 In connection with the promotion of synthetic coolants in the Russian Federation with a high ability to withstand negative external infl uences in the management of the metalworking production process, time effi ciency studies have been conducted. The variation of coolant was studied from the standpoint of a probabilistically deterministic approach on a complex of 27 centralized systems during the time period between replacements. For this purpose, digital information was generated on the values of the rate of inevitable coolant losses at all DSP of the complex with varying operational parameters.
Текст научной статьи Варьирование и методика оценки качества процесса применения синтетических СОЖ при механообработке в условиях массового производства
Повышенный срок эксплуатации синтетических и полусинтетических (СиПС) СОЖ стал стимулом для повышения производительности процессов механической обработки [1]. Однако нередко на практике выявляли случаи многократного снижения срока эксплуатации синтетических СОЖ между заменами [2]. Установленные причины снижения срока эксплуатации синтетической СОЖ:
-
– неконтролируемые и не компенсируемые в реальном времени неизбежные потери объема СОЖ в зоне обработки;
-
– отсутствие инструментария контроля процессом эксплуатации СОЖ при обработке заготовок деталей;
-
– контроль изменений в составе СОЖ, вызывающее снижение её технологической эффективности и приводящее к необходимости её замены.
Выявленные причины снижения эффективности от потери синтетических СОЖ по сравнению с рекомендуемым отвечает следующим негативным явлениям, проявляющимся в качестве СОЖ, представлены в табл. 1 [3].
Таким образом, установлено, что синтетическая СОЖ теряет часть объема при прохождении зоны резания, а неизбежные потери отражают эффективность эксплуатации СОЖ и технологическую эффективность производства.
В соответствии с этим скорость потерь СОЖ ν , м3/ч, можно принять в качестве критерия качества применения самой синтетической СОЖ и технологической эффективности производства, в котором они используются.
В табл. 2 приведены причины и последствия от потери СОЖ при обработке во времени.
Анализ причин изменения уровня СОЖ в емкости, соотносимых с временем достижения ∆Т, позволяет оценить величину, объем и скорость потерь СОЖ за время ∆Т, а также среднюю величину в случае их варьирования.
В литературных источниках не обнаружены сведения о проведении и методах организации экспериментальных исследований эксплуатационной эффективности комплекса централизованных систем применения СОЖ.
Таблица 1. Временной анализ развития технологии применения СОЖ
|
Период времени |
Срок эксплуатации между заменами |
СОЖ |
ТП применения СОЖ |
|
|
м |
20-60 годы |
1 неделя |
Разовое приготовление СОЖ с простейшей рецептурой |
Смешивание компонентов с водой. Циркуляция в технологической системе |
|
60-90 годы |
4-8 недель |
Приготовление на основе концентратов |
То же + очистка от механических примесей |
|
|
м й |
90-10 годы |
24-72 недели |
Системная технология ресурсосберегающего экологизированного применения СОЖ «ВИТА». Развитый ТП применения, включая восстановление |
|
|
10-2 годы |
24-48 недель |
Приготовление на основе концентратов синтетических СОЖ |
Очистка от механических примесей и циркуляция, упрощение и снижение системности |
|
|
20-30 годы |
48-72 недели |
То же |
Системная технология «ВИТА»- 2 |
|
|
30-40 годы |
24-48 недель |
Приготовление СОЖ с дисперсными частицами |
||
|
40-50 годы |
48-120 недель |
То же |
||
ЦЕЛЬ ПРОВЕДЕННЫХ ИССЛЕДОВАНИЙ
Целью проведенных исследований являлось выявление области варьирования объемов неизбежных потерь СОЖ при эксплуатации на разнообразных технологических операциях.
Объектом исследования был избран комплекс водных СОЖ, в том числе, синтетических, полу-синтетических и их смесей, применяемых при механической обработке.
МЕТОДИКА ИССЛЕДОВАНИЙ
В связи с отсутствием сколько-нибудь обоснованных методологических разработок по исследованию процессов применения СОЖ с учетом специфики технологических поточных линий в условиях массового производства, на начальном этапе осуществляли анализ уже накопленной информации об исследуемом комплексе ЦСП и устанавливалась ситуация со стабильностью ( ν′ = const) и нестабильностью ( ν′ ≠ const) скорости потерь объемов СОЖ за один цикл оборота в ЦСП.
Наблюдения производились непосредственно на сооружениях ЦСП СОЖ комплекса, с использованием простейших средств, установленных на емкостях, например, уровнемеры для измерения значений заглубления уровня СиПС СОЖ в паузах процесса её периодической циркуляции на поточных линиях механообработки конкретных заготовок и на всех других этапах эксплуатации жидкости и др.
Описание проводили в соответствии с особенностями технологической ситуации (ТС) ЦСП СиПС СОЖ.
При качественном описании упор делали на вид СОЖ, характер обработки, материал заготовки обрабатываемой детали, а так же общую характеристику поточной технологической линии, в том числе автоматической. Качественное описание передавало общее знание о комплексе ЦСП. Количественное описание при исследовании предполагало числовую характеристику свойств, сторон и связей (внешних и внутренних) элементов ЦСП комплекса. Например, производительность ЦСП, объем емкостей для СОЖ, число оборотов СОЖ в единицу времени при ее циркуляции n’цо, число коррекций потери объемов и число их замен.
Исследования проводились с позиций вероятностно-детерминированного подхода при использовании вариационного параметрического анализа. При исследованиях производили оценку потерь СОЖ, по данным ЦСП и технологических операций.
Оценку скорости потерь СОЖ производили посредством замера заглубления уровня ∆Н в течение ∆Т в емкости ЦСП в ночное время, в перерыве при остановке системы и упокоении уровня.
Таблица 2. Карта факторов , влияющих на процесс эксплуатации синтетической СОЖ
|
№ п/п |
Процессы и фак т оры, ухуд ш ающие функциональн ы е свойств а СОЖ |
Сл е дствия |
Харак т ер изменения параметров процесса *) |
|
|
1. |
Теплообмен в зоне м е ханическо й обработки, сжатие в насосах |
Наг р ев СОЖ |
Г' о т* |
|
|
2. |
Испарение водной фа з ы в зоне м е ханическо й обработки при разбр ы згивании, н а открыты х поверхностях |
Накоп л ение солей жестк о сти в СОЖ. Потеря объема СО Ж и конц е нтрации |
Ссп 0 |
|
|
3. |
Пиролиз и гидроли з в зоне мех а нической обр а ботки |
Дес т рукция компо з иции СОЖ |
дм о т" |
|
|
4. |
Унос со стружкой и заготовк о й, угар и разбрызгивание в з оне резани я , утечки, расс л оение |
Пот е ря СОЖ |
Оож о т' |
|
|
Из м енение концен т рации СО Ж |
Сэ' о т“ |
|||
|
5. |
Потеря ПАВ с о стружкой, при разбрызгивании, биопора ж ение |
Дестру к ция состав а С ОЖ |
f |
После приготовления f\ В процессе 1 \ функционирования d |
|
6. |
Утечки с оборудования, поверхности заг о товок |
Накопление инородного м асла |
с.м‘ 0 г’ |
|
|
7. |
Смыв стружки из зоны меха н ической обр а ботки |
Накопл е ние тонки х механических примес е й (графита ) , возни к ающих при трени и , и стружки' |
Qi? 0 г' |
|
|
8. |
Бактериаль н ое пораже н ие |
Развитие микрофло р ы |
N“ о |
|
|
9. |
Воздействие эне р гетически х полей (магнитного) |
Активация СОЖ |
а п 0 т' |
|
|
10. |
Недостаточная эф ф ективност ь очистки |
Накопл е ние тонки х фракций м еханичес к их частиц |
d + 0 т” |
|
*) Обозначения: τ – время; Т – температура; Δ М – изменение массы микроорганизмов; сэ, см, сш – кон ц ентрация соответственно эмульсола, инородных масел и шлама в СОЖ; f - частость; d - размер частиц шлама; а - поляризуемость молекул СОЖ
На рисунке 1 показана упрощенная гидравлическая схема централизованной системы применения СОЖ и элементы схемы. В состав схемы входят: 1, 3 – грязевой и чистовой отсеки емкости; 2 – задвижка; 4,10 – насос центробежный; 5, 9 – трубопровод; 6 – технологическая линия; 7 – самоточные технологические лотки; 8 – установка фильтрования; 11 – промежуточная емкость комплекса ЦСП.
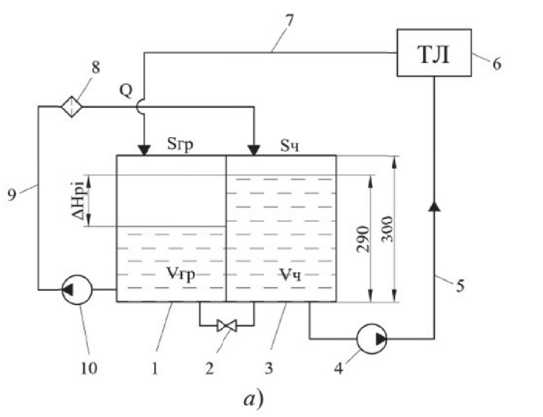
Рис. 1. Упрощенная гидравлическая схема ЦСП
ЦСП работает следующим образом (рисунок 1): очищенная СОЖ из чистового отсека 3 емкости объемом Vч насосом 4 подается по трубопроводу 5 на технологическую линию (ТЛ); отработанная СОЖ по лотку 7 сбрасывается в грязевой отсек 1 емкости, в котором металлическая стружка оседает на дно. Очищенная СОЖ насосом 10 по трубопроводу 9 подается на фильтровальную установку 8, из которой сбрасывается по самотечному трубопроводу или лотку в чистовой отсек. При этом задвижка 2 закрыта.
Во всех ЦСП непрерывно происходила потеря СОЖ ∆V. Раз в 1,5-2 недели распределенные неизбежные потери компенсировались посредством добавления свежеприготовленной СОЖ до восстановления уровня.
На рисунке 2 дана блок-схема алгоритма расчета основных показателей ЦСП, характеризующих ее эксплуатационную эффективность.
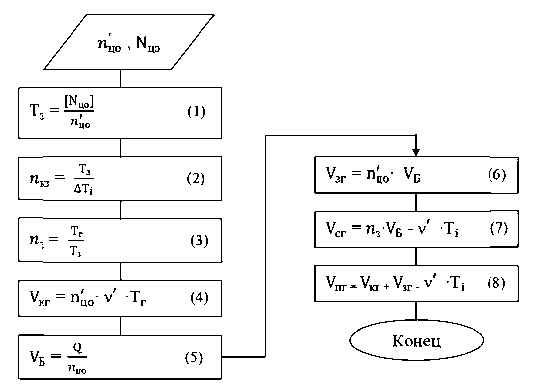
Рис. 2. Блок-схема алгоритма определения конструктивно-технологических показателей ЦСП
Расшифровка показателей, представленных на рисунках 2:
-
– Q – производительность ЦСП, м3/ч;
-
– nцо – проектное число циклов оборота СОЖ через зону обработки заготовки с учетом поправки при высоте бака НБ =300 см, заполненном в начальный момент времени на 290 см;
-
– n’цо – практическое число циклов оборота , 1/ч;
-
– n’з – целочисленная часть величины nз, 1/г;
-
– Vзг – годовой объем замен СОЖ, м3/г;
-
– Vсг – годовой объем сбрасываемой отработанной СОЖ, м3/г;
-
– Vрпг – годовой объем распределенных неизбежных потерь (энтропии) СОЖ, м3/г;
-
– Vдг – годовой объем репродукции (добавок) СиПС СОЖ при коррекции и замене, м3г;
-
– Vпг – годовой объем приготовления СОЖ, м3/г;
-
– ∆Vi и ∆Vгср – потеря СОЖ в i-м цикле коррекции в период между смежными моментами коррекции и средняя по году эксплуатационная потеря СОЖ, м3;
-
– ∆тi– период времени 1-го цикла коррекции и средний по году период времени коррекции, ч;
-
– ν i и vг скорость потери СОЖ в i-ом цикле коррекции и средняя по году скорость потерь СОЖ, м3/ч;
-
– число циклов коррекции за год, 1/г.
Потери объема СОЖ ∆V приняты в качестве базы для расчета значения скорости энтропии ν :
2i
-
ν i = ATi ; ν iф = Σ ∆V i / Σ ∆T i ,
В дальнейшем ν i ср будет принято в качестве индикативного критерия энтропии.
р РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
На рисунке 3 представлены временные ряды варьирования средних значений скорости распределенных неизбежных потерь объемов СОЖ в период между коррекциями. Временной ряд охватывает период времени между смежными заменами СОЖ. Протяженность и количество зон ста- бильности и нестабильности (критерий качества) для всех технологических ситуаций варьируются в достаточно широком интервале.
Анализ совокупности (рисунок 3) показал следующее:
-
1) всем технологическим ситуациям, соответствующим применению синтетических и полусин-тетических СОЖ в ЦСП, присущи проявления зон стабильности или нестабильности скорости распределенных неизбежных потерь v , м3/ч, или v‘ , м3/об;
-
2) варьирование количества, зон стабильности и нестабильности v и v‘ наблюдается раздельно для ситуации у всех ЦСП;
-
3) отсутствует информация о возможности раздельной оценки эффективности СОЖ, ЦСП и технологической линии, во всех случаях зафиксирована интегрированная оценка эффективности по принципу матрешки (вложенных систем) [3].
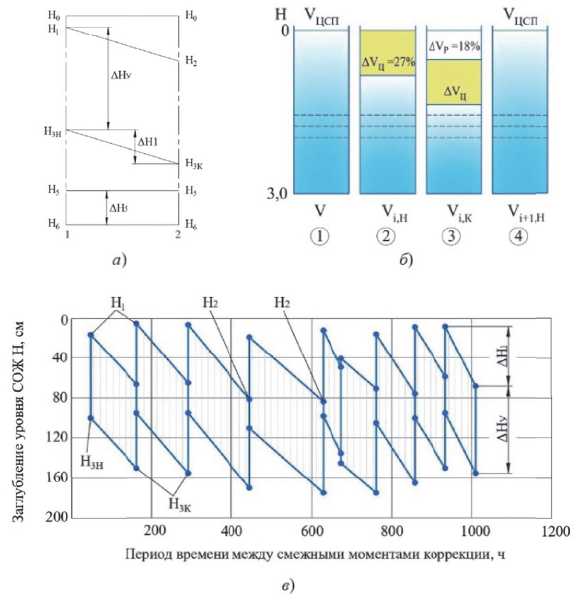
Рис. 3. Схема изменения заглубления уровней и объемов СиПС СОЖ в емкости ЦСП комплекса: а - расчетная схема; б - схема состояний СиПС СОЖ в емкости ЦСП в процессе эксплуатации в момент (замены) “1”и“4”, при первоначальной подаче СОЖ в ЦСП “2” и в конечный момент перед коррекцией объема “3”; в - временн о й ряд изменений заглубления уровней
На рисунке 3 показана расчетная схема заглубления уровня СОЖ в емкости вследствие потерь при циркуляции (обороте) жидкости в ЦСП и зоне обработки.
Обозначения уровней заглубления, см:
-
- Н0 - верхний край емкости - точка отсчета заглубления уровня, см;
-
- Н 1 - уровень заполнения емкости, см;
-
- Н2 - уровень, находящейся в ёмкости СОЖ, после суммарной её потери за период безкоррек-ционной (безкомпенсационной) ее эксплуатации, см;
-
- Н3м - уровень СОЖ, возникающий вследствие заполнения ею трубопроводов, станков технологической линии, лотков стока до возврата в емкость ЦСП, см;
-
- Нзк - уровень заглубления СОЖ в емкости перед коррекцией объема, см;
-
- Н 5 - уровень заглубления СОЖ, обеспечивающий предотвращение попадания воздуха в насос во избежание кавитации, см;
-
- Н6 - заглубление дна емкости, см.
-
- лН2 - перепады заглублений, возникающий вследствие потерь (энтропии) СОЖ за безкоррек-ционный период ее эксплуатации, см;
-
- ЛН 5 - перепад заглубления уровня, позволяющий избежать засасывания насосом воздуха, см;
-
- ЛНц - перепад заглубления уровня, возникающий вследствие заполнения инфраструктуры ЦСП циркулирующей жидкостью.
Н зн = Но - Н 1 - ЛН ц ; Н зк = Но - Н 1 - ЛН 2 - ЛН 3 .
Очевидно, что использование ν и ν′ для оценки качества применения СОЖ, ЦСП и технологического качества производственной системы по ТС и в целом целесообразно для ситуационного «усредненного» восприятия положения, складывающегося на производстве СОЖ ТС и ЦСП, в том числе, как по ЦСП N, так и по комплексу в целом.
Во многих случаях в значении точных количественных результатов нет необходимости, а вот в надежной и своевременной оценке с помощью «баллов» есть необходимость.
ВЫВОДЫ
-
1. Выполнены исследования по оценке состояния гибридной производственной системы, организованной по принципу матрешки «СОЖ – ЦСП – производственная технологическая линия».
-
2. Подтверждена возможность такой оценки для всех исследованных ситуаций с применением СОЖ во всех ЦСП комплекса.
-
3. На основе использования такой оценки непрерывно в «on-line» режиме возможен мониторинг и ситуационное управление производственной системой, функционирующей с централизованным применением СОЖ. Такой способ оценки относится к индикативным.
-
4. Полученная информация упрощает управление производством, позволяет получить информацию для планирования последующих длительных периодов в эксплуатации.
