Входной контроль деталей и материалов на соответствие качества

Автор: Филипповский А.А., Сыркин С.С.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 2 (8), 2016 года.
Бесплатный доступ
Статья посвящена прохождению входного контроля деталей (материалов) в организациях. Входной контроль деталей на соответствие качества является необходимым процессом. Необдуманное использование деталей (материалов), не соответствующих стандарту может привести к серьезным последствиям.
Входной контроль, гост, стандарт, маршрутная карта, брак
Короткий адрес: https://sciup.org/140268199
IDR: 140268199
Текст научной статьи Входной контроль деталей и материалов на соответствие качества
Начиная с 19 века, в России стало интенсивно развиваться промышленное производство – массовое, серийное, единичное. Особенно сильное развитие получило массовое и крупносерийное производство в 20 веке. Из-за того, что каждая деталь или элемент изготавливались в больших объемах отдельно друг от друга, встал вопрос о соответствии размеров и качества собираемых конструкций. Для этого были созданы различные государственные стандарты (ГОСТ), в которых указывается номера деталей (элемента конструкции) и технические и геометрические требования к выпускаемым деталям. Большинство таких ГОСТов были созданы в СССР. Большая их часть используется и в наши дни, пройдя проверки и незначительное изменённых под реалии 21 века.
В наши дни практически вся получаемая продукция производится именно массовым или крупносерийным производством. В связи с этим для проверки соответствия деталей или выпускаемой продукции государственным стандартам были созданы многочисленные измерительные инструменты, такие как штангенциркули, линейки, углы, толщиномеры, вискозиметры и многие другие, которые используются в различных организациях на постах СТК (станция технического контроля). Данные измерительные приборы должны проходит первичную поверку и, в дальнейшем, периодическую поверку. В случае если прибор не прошел поверку, производится калибровка с последующей повторной поверкой.
При прохождении детали входного контроля составляется маршрутная карта, которая содержит в себе:
-
1) общие требования – требования к рабочей униформе (СИЗ); требования к рабочему месту (на рабочем месте должны находится необходимые приборы измерения, инструкции по технике безопасности, по эксплуатации и т.д.); требования к измерительным приборам (к каждому прибору должен быть приложен документ о прохождении поверки); перечень материалов (комплектующих изделий) подлежащих входному контролю (рис.1)
Форме порочим мотор и алое (комплектующих изделии), подлежащих входному контролю
Перечень материалов (комплектующих изделии), подлежащих входному контролю
|
Ne П/П |
1(аимпИОвян ио мерке сортЛМОНТ |
гост (ТУ) |
Плрпме1ры подлежа щи п конtролю |
Контрольные лорам© тры установлении ■ ид |
Вид контроля объем выборки |
Mei оды и средства контроля |
Критерии приемки |
। |ри|д ■ । НШ |
|
i |
1 |
1 |
б |
1 |
а |
|||
Рисунок 1 – Перечень материалов
-
2) входной контроль деталей (материалов, элементов конструкции) – сопроводительные документы, в которых указаны параметры проверяемых деталей; журнал входного контроля, в котором оформляют результаты проверки; указания на проверку соответствия требованиям по ГОСТ; маркировка деталей ( материалов прошедших входной контроль); акт и бирка «брак» для бракованной продукции
По мере прохождения детали (материала) входного контроля согласно маршрутной карте составляются следующие документы:
- Журнал входного контроля (рис. 2);
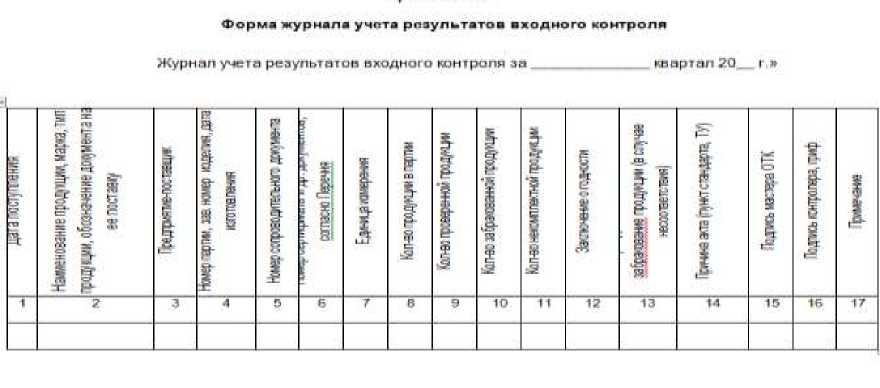
Рисунок 2 – Журнал входного контроля
- ярлык прохождения входного контроля (рис. 3);
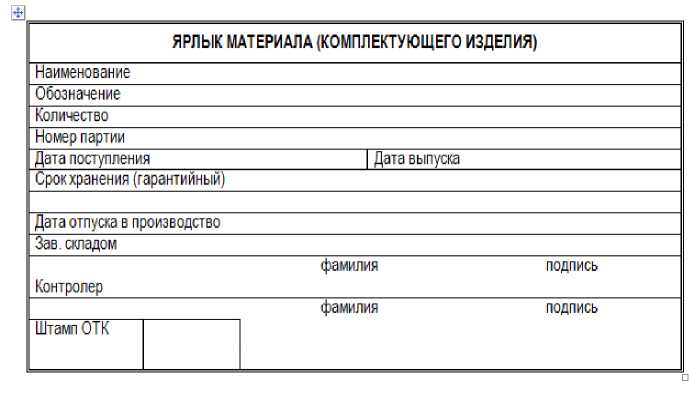
Рисунок 3 – Ярлык материала
-
- в случае, если при прохождении входного контроля были обнаружены явные и скрытые дефекты, проводится проверка на возможность использования детали (материала) с учетом этих дефектов (например: использование двутавровой балки при пониженных нагрузках). Если такая возможность существует, членами комиссии из области использования детали (материала) составляется «Акт на забракование продукции в состоянии поставки и по скрытым дефектам », который подписывается главными конструктором и технологом.
-
- в случае, если нельзя использовать бракованную продукцию с учётом дефектов, навешивается ярлык «Брак»
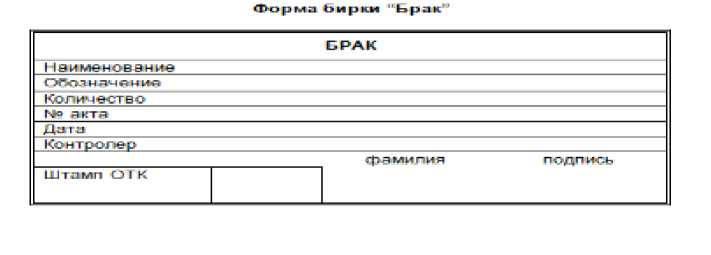
Рисунок 4- Бирка «Брак»
Проверка на соответствие деталей (материалов) установленным стандартам является одним из наиболее важных процессов при производстве. Так как несоответствие детали (материала) какому-либо требованию может привести нарушению требований по возможной максимальной нагрузки на деталь (конструкцию), что, в свою очередь, может привести к нарушению технике безопасности, аварии или разрушению.
Список литературы Входной контроль деталей и материалов на соответствие качества
- ГОСТ 24297-87 «Входной контроль продукции. Основные положения» - Москва: Стандартинформ, 2014.
