Виброволновая упрочняющая обработка режущих ножей сельскохозяйственных машин

Автор: Бабичев Анатолий Прокофьевич, Коваль Николай Сергеевич, Романовский Илья Николаевич
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Краткие сообщения
Статья в выпуске: 2 (77) т.14, 2014 года.
Бесплатный доступ
Установлена и обоснована возможность повышения износостойкости режущих ножей сельскохозяйственной техники упрочняющим методом виброволновой обработки. Рассмотрены области применения виброволновой обработки в технологии машиностроения. Описан динамический характер протекания процесса виброволновой упрочняющей обработки. Приведены технологические возможности метода виброволновой обработки и механизм формирования показателей качества поверхностного слоя изделий. Представлены результаты поисковых экспериментальных исследований влияния виброволновой обработки на величину упрочнённого поверхностного слоя и износа режущих ножей, изготовленных из закалённых сталей Р6М5, Х12М, Р18. Приведены результаты исследований влияния режимов виброволновой обработки: амплитуды и частоты колебаний, диаметра стальных шаров, на изменение глубины упрочнённого слоя режущих ножей, изготовленных из стали Х12М.
Нож, поверхностный слой, износостойкость, виброволновая обработка, микроудар, микротвёрдость, упрочнённый слой
Короткий адрес: https://sciup.org/14250065
IDR: 14250065 | УДК: 621.9.048.6 | DOI: 10.12737/4541
Vibrowave strengthening treatment of farm machine cutting blades
The comparative analysis of various processing techniques used for the problem solution - improving the reliability and service life of the heavy duty cutting blades through the example of combine harvesters - is described. The possibility of increasing the wear resistance of the cutting knives for the agricultural machinery by the vibrowave strengthening treatment techniques is established and proved. The application domains of the vibrowave treatment in the mechanical and instrument production engineering are considered. The dynamic nature of the hardening process is described. The technological capabilities of the vibrowave treatment method and the mechanism of the product surface layer quality indices generation are presented. The exploratory field research of the vibrowave treatment impact on the hardened surface layer value and the wear of the cutting blades made of hard steels R6M5, X12M, R18 is resulted. The studies on the impact of the vibrowave treatment modes: vibration amplitudes and frequencies, steel balls diameter, variation of the hardened layer depth of knives made of steel X12M, are resulted as well.
Текст краткого сообщения Виброволновая упрочняющая обработка режущих ножей сельскохозяйственных машин
Перерабатывающее оборудование сельскохозяйственной техники занимает одну из основных позиций в цепочке переработки сельскохозяйственного сырья. Надёжность работы перерабатывающего оборудования сельскохозяйственной техники связана с качеством поверхностного слоя режущего инструмента — ножей. От качества поверхностного слоя (геометрических, физикомеханических параметров) зависят такие эксплуатационные свойства ножа как износостойкость, контактная прочность и др.
Применение виброволновой обработки в упрочнении режущих ножей. Повышение качества режущих ножей сельскохозяйственной техники, повышение их стойкости и долговечности являются актуальными задачами, поскольку от этих показателей зависят условия процесса резания, эксплуатации оборудования и качество результатов. В этой области выполнен ряд работ [13]. Тем не менее, дальнейшее повышение качества режущих инструментов и методов их упрочнения остаётся актуальной задачей.
Актуальной в настоящее время является разработка технологии получения поверхностного слоя материала, обладающего, по сравнению с традиционным, высокими физикомеханическими свойствами, устойчивостью к износу и изменению геометрической формы [4].
Наиболее важной частью режущих ножей сельскохозяйственной техники, определяющей продолжительность работы, является режущая поверхность, которая подвергается наиболее интенсивному воздействию при контакте с обрабатываемым материалом и, в результате, максимально изнашивается и деформируется.
Работа выполнена по хоздоговору № 11-06.2-026.
Одним из эффективных методов упрочнения поверхностным пластическим деформированием является виброволновая обработка. Износостойкость поверхности, полученной этим методом, в несколько раз выше, чем при шлифовании, и на 20-30 % выше, чем при полировании [4].
На измельчающих устройствах зерноуборочных комбайнов используют ножи, режущее лезвие которых быстро изнашивается и затупляется. Это требует переточек или замены. Ножи, изготовленные из стали 65Г, 9ХС, 40Х и У8 с последующей закалкой и отпуском, выходят из строя через 2-3 часа работы [5].
Область использования виброволновой обработки в различных отраслях народного хозяйства достаточно многогранна и имеет тенденцию к дальнейшему расширению. В технологии машиностроения и приборостроения — это отделочно-зачистная и отделочно-упрочняющая обработка, вибрационная стабилизирующая обработка, совмещённые процессы отделочной обработки и покрытий, мойка и сушка, транспортирование, совершенствование процесса сборки, интенсификация гальванических и химических процессов, усталостные испытания материалов, изменение параметров процесса и состояния материала и др. [6-8].
Использование ударно-волновых процессов для интенсификации упрочняющей и стабилизирующей обработки — одно из направлений вибрационных технологий. В связи с этим, при исследовании волновых процессов представляется возможным решение таких технологических задач, как изменение состояния среды, подвергнутой воздействию ударных волн (например, изменения структуры и физико-механических свойств материала обрабатываемой детали), или использование последних для передачи ударных импульсов на обрабатываемую поверхность (например, создание многоконтактных виброударных инструментов для упрочняющей обработки и механических волноводов).
Основой виброволновой упрочняющей обработки является динамический характер протекания процесса, сопровождаемый множеством микроударов частиц рабочей среды по поверхности обрабатываемых деталей и обеспечивающий пластическое деформирование поверхностного слоя, следствием чего является повышение микротвёрдости, образование сжимающих остаточных напряжений первого рода и уменьшение шероховатости поверхности. При этом достигается равномерное упрочнение тонкого поверхностного слоя детали.
Физическая природа волновых процессов, связанных с ударными явлениями, достаточно сложна, в связи с чем, значительный интерес представляют экспериментальные исследования [9, 10]. При анализе этих результатов отмечено изменение микротвёрдости и структуры по сечению образца. В отличие от статического, при динамическом (виброударном) нагружении очаги деформации образуются одновременно во многих зонах по сечению образца: образуются узлы, сетки, решётки из дислокаций, имеющие как плоскую, так и пространственную ориентацию. Отмечается рост количества и плотности дислокаций. У поверхности, воспринимающей ударные импульсы, и у противоположной (свободной) отмечается повышение микротвёрдости.
Таким образом, при динамических методах упрочнения имеет место качественно иной механизм структурных преобразований и протекания пластической деформации.
С применением виброволновой обработки были проведены поисковые экспериментальные исследования на некоторых марках инструментальных сталей. На рис. 1 представлены результаты исследований износостойкости поверхностного слоя образцов подвергнутых виброволновой обработке в среде шаров из закалённой стали ШХ15.
На рис. 2 приведены результаты исследований, отражающих влияние режима обработки (Д f, Г) и диаметра шаров на микротвёрдость поверхности; с их увеличением возрастает и глубина упрочнённого слоя.
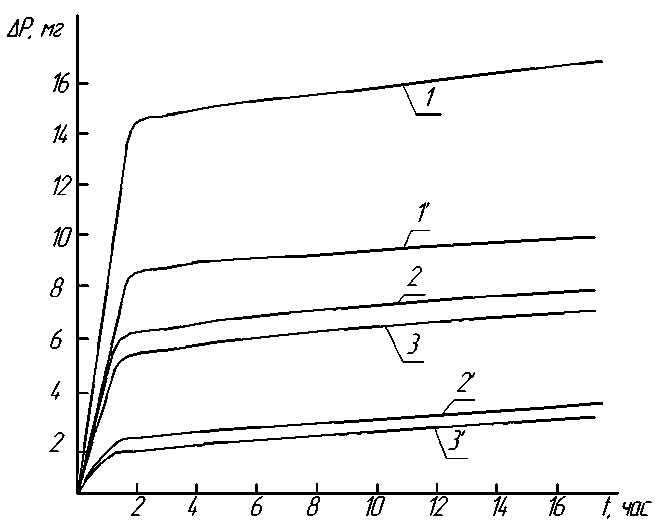
Рис. 1. Влияние виброволновой обработки на величину износа (ДР) поверхностного слоя закалённых сталей: 1, 2, 3 — исходные образцы из стали Р6М5; Х12М, Р182; Г, 2', 3' — упрочнённые образцы из стали Р6М5; Х12М, Р182
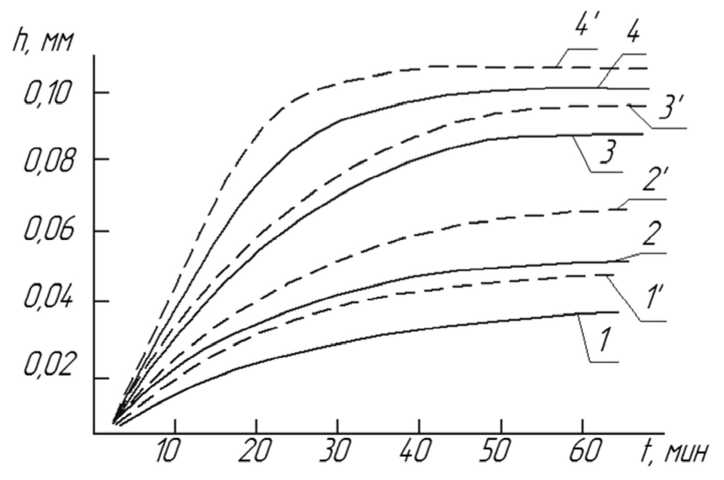
Рис. 2. Влияние амплитуды колебаний (4) и диаметра обрабатывающей среды d (стальные шары) на глубину упрочнения (А) стали Х12М в течение 40 минут при частоте колебаний 35 Гц: 1, 2, 3, 4 — образцы, обработанные при амплитуде соответственно: А = 1,6 мм; 2 мм; 2,5 мм; 3,5 мм в среде стальных шаров диаметром d = 8 мм;
Г, 2', 3', 4' — образцы, обработанные при амплитуде соответственно: А = 1,6 мм; 2 мм; 2,5 мм; 3,5 мм в среде стальных шаров диаметром d = 14 мм
Выводы. Анализ методов упрочнения поверхности режущих ножей показал, что эффективность каждого метода зависит от большого количества факторов. Это требует проведения дальнейших экспериментальных исследований, как по отработке технологии упрочнения, так и определения оптимальных условий эксплуатации инструмента. Минимальная интенсивность изнашивания инструмента обеспечивается поверхностным упрочнением режущего инструмента. С помощью при-178
менения виброволновой обработки режущего инструмента возможно получение изделия с высокими физико-механическими свойствами, повышенным сроком службы при низкой себестоимости обработки.
Список литературы Виброволновая упрочняющая обработка режущих ножей сельскохозяйственных машин
- Применение вибрационных технологий для повышения качества поверхности и эксплуатационных свойств деталей/А. П. Бабичев [и др.]. -Ростов-на-Дону: Изд. центр ДГТУ, 2006. -213 с.
- Бабичев, А. П. Основы вибрационной технологии/А. П. Бабичев. -Ростов-на-Дону: Изд. центр ДГТУ, 1999. -621 с.
- Отделочно-упрочняющая обработка деталей многоконтактным виброударным инструментом/А. П. Бабичев [и др.]. -Ростов-на-Дону: Изд. центр ДГТУ, 2003. -192 с.
- Ткачёв, В. Н. Износ и повышение долговечности деталей сельскохозяйственных машин/В. Н. Ткачёв. -Москва: Машиностроение, 2001. -342 с.
- Баскаков, В. А. Анализ распространения и динамического воздействия ударных волн на деформируемое твёрдое тело: автореф. дис. … д-ра физ.-мат. наук/В. А. Баскаков. -Чебоксары, 1991. -37 с.
- Обеспечение качества поверхности и эксплуатационных свойств деталей ударно-волновыми методами ППД/А. П. Бабичев [и др.]//Механика ударно-волновых процессов в технологических системах: сб. науч. тр. междунар. науч.-техн. конф. -Ростов-на-Дону, 2012. -С. 293-297.
- Использование виброволнового воздействия (вибраций) в процессах разборки неподвижных разьёмных соединений в условиях ремонта и утилизации изделий машиностроения/А. П. Бабичев [и др.]//Вестник Дон. гос. техн. ун-та. -2012. -№ 1 (62). -С. 50-55.
- Разборка резьбовых соединений виброволновым методом при ремонте и утилизации изделий машиностроительного производства/А. П. Бабичев [и др.]//Вестник Дон. гос. техн. ун-та. -2012. -№ 8 (69). -С. 23-27.
- Ганиев, Р. Ф. Колебательные явления в многофазных средах и их использование в технологии/Р. Ф. Ганиев. -Киев: Техника, 1980. -254 с.
- Фортов, В. Е. Избранные статьи и доклады/В. Е. Фортов. -Черноголовка: ИПХФ РАН, 2005. -575 с.
