Влияние аморфизации клиноптилолита на интенсивность вспенивания составов для получения пеностекла

Автор: Коновалова Н.А., Непомнящих Е.В., Дабижа О.Н.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Рубрика: Технические науки
Статья в выпуске: 4 (67), 2017 года.
Бесплатный доступ
В статье приведены результаты исследований по изучению влияния предварительной амор-физации клиноптилолита на интенсивность вспенивания составов для получения пеностекла. Подтверждена целесообразность использования для получения пеностекла цеолитсодержащего туфа Холинского месторождения (Забайкальский край) и основных технологических плавней: карбоната натрия и силиката натрия. Установлено, что оптимальная концентрация Na2CO3 в составе шихты составляет 15 мас. %. Оценена степень аморфизации цеолитовых туфов после прогревания шитхы при 300, 400 и 500 °С. Выявлено, что с увеличением содержания Na2CO3 в шихте повышаются значения плотности гранул после обжига. Повышение содержания Nü2CÜ3 в составе может вызывать разрыхление массы и повышение пористости высушенной гранулы. Найдены оптимальные условия подготовки исходного сырья для получения пеностекла. Эффективным можно считать состав с 15 мас. % Na2CO3 с измельчением до удельной поверхности 3457 см2/г, предварительным прогреванием сухой смеси при 500 °С, увлажнением прогретой смеси водным раствором Na2SiO3, формованием гранул из массы, доведением гранул до воздушно-сухого состояния и обжигом в диапазоне 800-900 °С.
Клиноптилолит, пеностекло, температура вспенивания, удельная поверхность, аморфизация, плотность гранул
Короткий адрес: https://sciup.org/142228810
IDR: 142228810 | УДК: 66.017
The influence of clinoptilolite amorphizatton on the intensity of compositions’ foaming for the foam glass production
The article presents the results of studies on the effect of preliminary amorphization of clinoptilolite on the intensity of compositions foaming for the foam glass production. The expediency of using the zeolite-containing tuff of the Kholinsk deposit (Transbaikal region) and the main technological flux agents, such as sodium carbonate and sodium silicate for the production of foam glass is proved. It was found that the optimal concentration of Na2CO3 in the composition of the charge is 15 wt. %. The degree of amorphization of zeolite tuffs after charge heating at 300; 400 and 500 оС is estimated. It was found that the density of granules after calcination increases with increasing Na2CO3 content in the charge. An increase in the Na2CO3 content of the composition may cause loosening of the mass and increase in the porosity of the dried granule. Optimal preparation conditions of raw materials for the foam glass production have been found. Composition with 15 wt. % Na2CO3 with grinding to a specific surface of 3457 cm2/g, preheating the dry mixture at 500 °C, moistening the heated mixture with an aqueous solution of Na2SiO3, shaping the granules from the mass, bringing the granules to air-dry state, and roasting in the range of 800-900 °C can be considered effective.
Текст научной статьи Влияние аморфизации клиноптилолита на интенсивность вспенивания составов для получения пеностекла
В настоящее время пеностекло является эталоном среди теплоизоляционных материалов, сочетая в себе высокие прочностные характеристики, легкость и изолирующую способность, негорючесть, низкое водопоглощение и высокую химическую стойкость [1-3]. Научными школами накоплен значительный опыт по вовлечению природного сырья в процесс синтеза пеностекла [4-7]. Анализ технологических особенностей получения пеностекла с углеродистым газообразователем показывает, что кроме традиционной шихты используют алюмосиликатные породы [8]. Забайкальский край обладает крупнейшими запасами цеолитсодержа-щих пород – перспективного минерального сырья для изготовления вспененных теплоизоляционных материалов. Нанопористая структура цеолитов, а также наличие силоксановых ( ≡ Si-O-Si ≡ ) и силанольных ( ≡ Si-OH) связей должны способствовать формированию пенокристаллической структуры при более низких температурах. В связи с этим разработка составов для пеностекла с использованием распространенного местного минерального сырья является актуальной задачей.
Проведенные исследования [9] показали, что повышение удельной поверхности цеолит-содержащего туфа Холинского месторождения значительно увеличивает интенсивность вспенивания составов для получения пеностекла с Na 2 CO 3 и Na 2 SiO 3 в качестве плавней. Установлено, что измельчение в течение 7 мин в планетарной мельнице туфа Холинского месторождения со скрытой формой кристаллизации не способствует аморфизации клиноптилолита. Поэтому целесообразно повышать удельную поверхность порошков в менее энергоемком оборудовании, большим выбором которого в настоящее время располагает промышленность.
Цель настоящей работы - изучение влияния предварительной аморфизации клиноптилолита на интенсивность вспенивания составов для получения пеностекла с карбонатом и силикатом натрия в качестве основных технологических плавней.
В качестве основного сырья использовали цеолитсодержащую породу Холинского месторождения с размером зерен 7 мм и удельной поверхностью 3457 cм2/г. В качестве технологических плавней применяли соду кальцинированную техническую и стекло жидкое натровое. Сода кальцинированная (Na 2 CO 3 ) второго сорта Березняковского содового завода представляет собой мелкокристаллический порошок белого цвета с массовой долей углекислого натрия в непрокаленном продукте не менее 97,5 мас. %. Потери при прокаливании при 270-300 оС составляют не более 1,5 мас. %. Температура плавления (Na 2 CO 3 ) равна t пл = 852 оС. Стекло жидкое натровое Na 2 SiO 3 (ООО «ХимСтройРесурс») представляет собой жидкость желтого цвета без механических включений и примесей и имеет плотность ρ = 1,3 г/см3 и силикатный модуль 2,7.
Удельную поверхность исходного туфа измеряли методом БЭТ по изотермам адсорбции азота при Т = 77 К на приборе ASAP-2400 фирмы «Micromeritics» (США). Химический состав образца туфа устанавливали методом рентгенофлуоресцентного анализа с помощью рентгеновского анализатора VRA-20R. Минеральный состав исходного образца определяли методом порошковой рентгеновской дифрактометрии (дифрактометр Thermo Scientific ARL-X ′ tra, излучение CuK α , U = 40 кВ, I = 40 мА) с привлечением базы данных PDF-4. Содержание клиноптилолита в цеолитовом туфе устанавливали методом рентгенофазового анализа (РФА) с помощью дифрактометра ДРОН-3. Степень аморфизации (х) образцов рассчитывали по формуле:
х = 1- k = 1-( Σ I/ Σ I исх ), где k – степень кристалличности; Σ I и Σ I исх – суммы интенсивностей трех базовых дифракционных отражений клиноптилолита в области 2 θ = 23-26о [10] на дифрактограммах составов шихты для получения пеностекол и исходного цеолитового туфа. Микрофотографии цеолитового туфа получены методом сканирующей электронной микроскопии (СЭМ) на микроскопе Philips XL30-FEG. Вспенивание сырцовых гранул проводили в муфельной печи KS-600. Интенсивность вспенивания (порообразования) оценивали по плотности гранул после обжига. Началом вспенивания гранул считали температуру, при которой плотность гранул после обжига становилась меньше 1 г/см3.
Химический состав цеолитсодержащего туфа приведен в таблице.
Таблица
Химический состав цеолитового туфа Холинского месторождения
|
Массовое содержание ( ω ), % |
||||||||||
|
SiO 2 |
Al 2 O 3 |
TiO 2 |
Fe 2 O 3 |
MnO |
MgO |
CaO |
Na 2 O |
K 2 O |
P 2 O 5 |
п.п.п. |
|
69,24 |
12,72 |
0,13 |
1,17 |
0,06 |
0,26 |
2,51 |
1,53 |
4,58 |
0,02 |
7,74 |
Примечание. п.п.п. – потери при прокаливании.
Анализ данных таблицы показал, что исследуемый туф относится к высококремнеземным и его силикатный модуль составляет 9,2. Следовательно, размеры полостей в кристаллическом остове клиноптилолита составляют примерно 0,7 нм [11].
Согласно результатам РФА минеральный состав туфа представлен рядом (по мере убывания):
клиноптилолит >> Ca-Na полевой шпат (плагиоклаз) > смектиты > α-кварц.
При этом содержание клиноптилолита в цеолитовом туфе составляет 50-55 мас. %.
Методом СЭМ установлен скрытокристаллический характер цеолитизации туфа Холин-ского месторождения. Морфология поверхности образцов показана на рисунке 1.
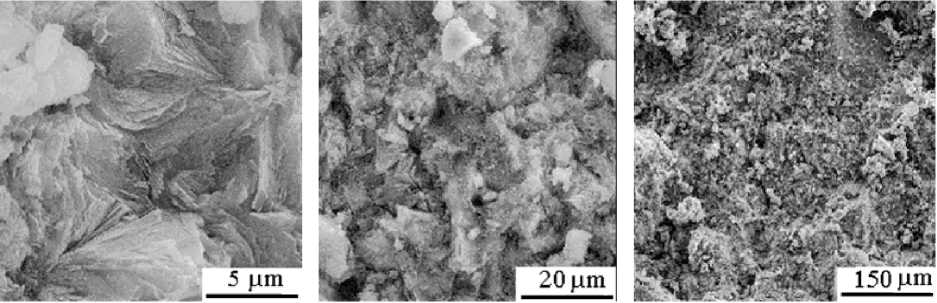
Рисунок 1 – Микрофотографии СЭМ туфа Холинского месторождения
Исследованы составы шихты, содержащие 15; 18 и 20 мас. % Na 2 CO 3 и 85; 82 и 80 мас. % цеолитового туфа, соответственно. Как известно [8], толщина межпоровых перегородок и тип конфигурации образующихся газовых пор зависят от температуры вспенивания шихты. С учетом структурных особенностей клиноптилолита значения температуры вспенивания выбраны следующие: 300; 400 и 500 оС.
Технологическая схема получения пеностекла приведена на рисунке 2.
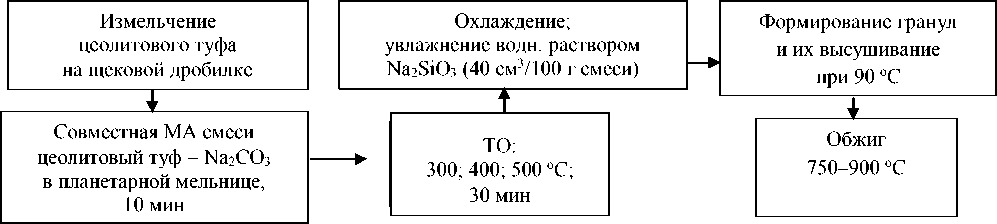
Рисунок 2 – Технологическая схема получения пеностекла: МА – механическая активация; ТО – термическая обработка
Значения плотности обожженных гранул ρ при различной температуре вспенивания исследуемых составов шихты представлены на рисунке 3.
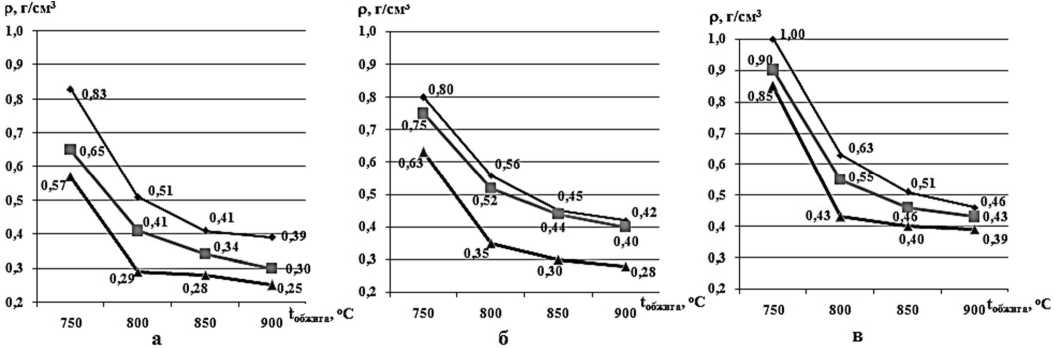
Рисунок 3 – Зависимость плотности гранул от температуры обжига составов. 300 оС ;
400 оС ; 500 оС . Содержание Na 2 CO 3 в шихте, ω , мас. %: 15 ( а ); 18 ( б ); 20 ( в )
Выявлено, что с увеличением содержания в шихте Na 2 CO 3 от 15 до 20 мас. % повышаются значения плотности гранул после обжига на 43-56 % (рис. 4).
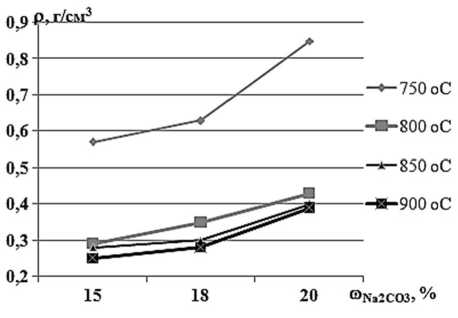
Рисунок 4 – Влияние содержания карбоната натрия в составе шихты на плотность гранул после обжига
Установлено, что оптимальная концентрация Na 2 CO 3 в составе шихты составляет 15 мас. %. Повышение содержания карбоната натрия в составе может вызывать разрыхление массы и повышение пористости высушенной гранулы. Это приводит к повышению температуры спекания и, следовательно, к выделению в атмосферу большего количества вспенивающего газа – водяных паров. С увеличением температуры прогревания сухой смеси с 300 до 500 °С наблюдается системное повышение интенсивности вспенивания. Найдено, что плотность гранул, полученных из шихты с содержанием карбоната натрия 15 %, после обжига при 900 °С составляет 0,25 г/см3.
Данные РФА показали (рис. 5), что прогревание смеси при 300 °С не сопровождается заметной аморфизацией клиноптилолита (профиль 2 ). С повышением температуры до 400 и 500 °С наблюдается снижение интенсивности рефлексов клиноптилолита (профили 3 , 4 ), что свидетельствует об аморфизации его структуры.
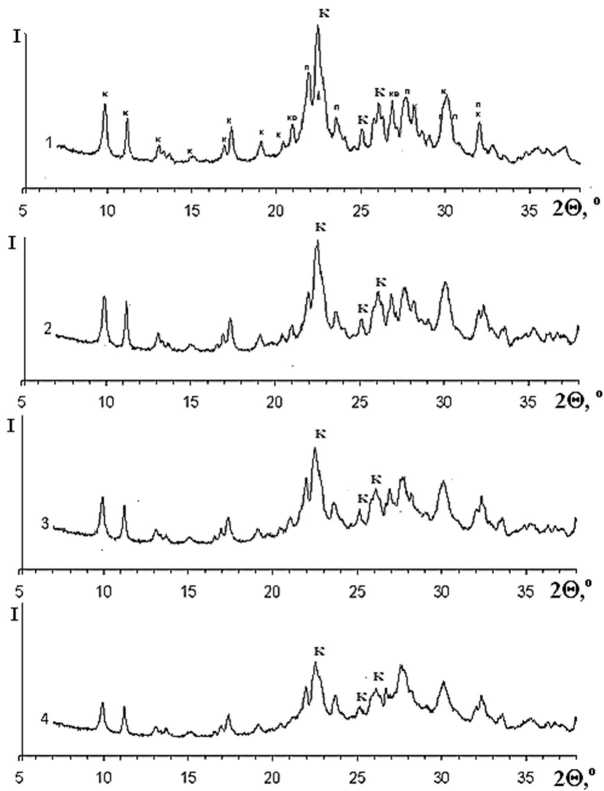
Рисунок 5 – Дифрактограммы образцов: 1 – цеолитовый туф; гранулы пеностекла (из 85 мас. % туфа и 15 мас. % Na 2 CO 3 ) после прогрева при температуре: 2 – 300 оС; 3 – 400 оС; 4 – 500 оС;
к – клиноптилолит; кв – кварц; п - плагиоклаз
Расчет показал, что степень аморфизации зависит от температуры прогрева и составляет 0 % (профиль 2 ); 3 % (профиль 3 ) и 24 % (профиль 4 ). Наблюдаемые изменения можно объяснить выделением структурной воды в результате дегидратации с участием силанольных групп клиноптилолитового каркаса [11]. Увеличение степени аморфизации клиноптилолита сопровождается повышением интенсивности вспенивания гранул (рис. 3). Это объясняется тем, что при увлажнении сухой смеси с частично аморфизованным цеолитом раствором Na 2 SiO 3 происходит более полное заполнение порового пространства постцеолитовой составляющей соединениями натрия, что улучшает протекание всех термоактивированных процессов в цеолитах и во всей массе материала.
Список литературы Влияние аморфизации клиноптилолита на интенсивность вспенивания составов для получения пеностекла
- Иванов К.С., Радаев С.С. Обжиговый теплоизоляционный материал из диатомита и щелочи // Строительные материалы. - 2010. - № 11. - С. 36-37.
- Кетов А.А. Пеностекло - незаслуженно забытый материал будущего // Пермские строительные ведомости. - 2002. - № 12. - С. 22-24.
- Manevich V.E., Subbotin K.Yu. Foam glass and problems of energy conservation // Glass Ceram. - 2008. - N 65. - P. 105-108.
- Мелконян Р.Г. Аморфные горные породы и стекловарение. - М.: НИА-Природа, 2002. - 264 с.
- Дамдинова Д.Р., Хардаев П.К., Павлов В.Е. Комплексное использование минерального сырья и стеклобоя при получении пеностекол // Вестник БГУ. - 2005. - № 4. - С. 71-75.
